Procedimiento y dispositivo para la construcción de una llanta de neumático.
Procedimiento para la construcción de una llanta de neumático,
en el cual a partir de un disco metálico es formadopor deformación en frío un fondo de llanta (1) y una garganta de llanta circular (2) unida a él, caracterizadoporque para formar la garganta de llanta (2) una brida exterior (3) del disco que llega hasta el fondo de llanta, yque primero se extiende radialmente, es acodada, después de esto por compresión por medio de al menos unaroldana de compresión (11) con reducción del espesor de pared de la brida (3) es conformada a partir de sumaterial una corona (4) angular a ella y después de esto la brida (3) y la corona (4) mediante por lo menos unaroldana de conformado, con formación de pestañas de llanta (5) en los lados exteriores, son conformadasformando la garganta de llanta (2).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/053801.
Solicitante: WF-MASCHINENBAU UND BLECHFORMTECHNIK GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: SCHORMELWEG 27 48324 SENDENHORST ALEMANIA.
Inventor/es: FRIESE, UDO, OHLSCHER,HEIKO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D53/30 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de llantas de ruedas.
- B60B3/02 B […] › B60 VEHICULOS EN GENERAL. › B60B RUEDAS DE VEHICULOS (fabricación de ruedas o de sus partes por laminado B21H 1/00, por forjado, martillado o prensado B21K 1/28 ); RUEDAS PEQUEÑAS PIVOTANTES; EJES PARA RUEDAS; MEJORA EN LA ADHERENCIA DE RUEDAS. › B60B 3/00 Ruedas macizas, es decir, ruedas en forma de disco que soportan la carga (no metálicos B60B 5/00; embellecedores de ruedas B60B 7/00). › de un solo disco que hace cuerpo con la llanta.
PDF original: ES-2403170_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para la construcción de una llanta de neumático El invento se refiere a un procedimiento para la construcción de una llanta de neumático según el preámbulo de la reivindicación 1 así como a un dispositivo para realizar el procedimiento.
Por múltiples razones la construcción de una llanta de neumático a partir de una chapa de una sola pieza, particularmente un disco, es ventajosa. En comparación a una llanta de neumático de dos piezas, en la cual el fondo de llanta y la garganta de llanta son fabricadas como piezas separadas y son unidas una con otra por ejemplo por soldadura o atornillado, la configuración de una sola pieza representa una esencial ventaja económica, puesto que el desarrollo de la fabricación debe ser configurado más racional.
Además de esto las llantas de neumático de una sola pieza presentan pocos desequilibrios motivados por la fabricación, por lo que no son necesarias las correspondientes medidas para eliminar estos desequilibrios, y por otra parte las llantas de neumático de alta calidad están optimizadas en su comportamiento de giro.
Sin embargo estas ventajas teóricas en la práctica hasta ahora no han llegado a ser eficientes, puesto que los procedimientos conocidos no son apropiados para construir una llanta de neumático adecuada, por lo menos no como pieza de serie, en la cual es indispensable un tiempo de fabricación muy corto.
En el documento DE 80 28 246 U1 lo mismo que en el DE 32 39 675 A1 está descrito respectivamente un procedimiento para la construcción de una llanta de neumático correspondiente al término genérico. Para la construcción de la garganta de llanta se propone allí hendir radialmente la brida que se extiende en dirección radial, de manera que se producen dos alas abiertas una con respecto a otra, que a continuación son conformadas formando la garganta de llanta. Esta idea la ha vuelto a recoger también el documento DE 196 02 298 C2 representativo del género.
El hendido de la brida por medio de una roldana de hendir, como la que se emplea en un procedimiento semejante, no es apropiado sin embargo para la construcción de una llanta de neumático con los dimensionados usuales, puesto que el espesor de pared del disco metálico empleado usualmente está situado en 3, 8 - 4 mm, lo que lleva a que por una parte el punto en que la roldana de hendir debe atacar en el borde del disco no se alcanza fiablemente, y por otra parte no puede ser mantenida una necesaria exactitud de medidas del espesor de las dos alas que se forman, puesto que la brida sobresale libre sobre un útil de sujeción, que retiene el fondo de llanta previamente conformado.
Además de esto resultan problemas muy grandes en el guiado de la roldana de hendir, como se ha demostrado en ensayos.
Precisamente en el empleo de un disco de acero se presentan fuerzas tan grandes al hendir que está excluido un empleo práctico de los procedimientos conocidos.
Sirve por eso de base al invento el problema de perfeccionar un procedimiento de la especie representativa del género de manera que se realice con pequeño coste de construcción y se haga posible una fabricación en serie de llantas de neumático, especialmente incluso de acero, reproducible en cuanto a la exactitud de medidas.
Este problema es solucionado por un procedimiento con las características indicadas de la reivindicación 1 así como con un dispositivo para realizar el procedimiento según la reivindicación 6.
Como sorprendentemente se ha demostrado, mediante el nuevo procedimiento es posible la construcción de una llanta de neumático que no sólo es realizable fácilmente y de manera sumamente económica, sino que además de esto permite una reproducibilidad óptima para una fabricación en serie, con una calidad de fabricación extraordinariamente alta.
En ello el procedimiento se aprovecha de las ventajas conocidas por la construcción de piezas de engranaje simétricas en rotación por medio del procedimiento de compresión en cuanto a la exactitud de medidas de las paredes a construir, en este caso de la brida por una parte y de la corona por otra parte, que en desarrollo posterior son conformadas formando la garganta de llanta.
Partiendo del espesor del disco, que en esencia determina el espesor de pared del fondo de llanta, puede construirse mediante el procedimiento una llanta de neumático optimizada en peso, en la cual los diferentes espesores de pared dentro del fondo de llanta pueden ser tenidos en cuenta y construidos sin problemas.
En particular existe la posibilidad no sólo de construir un espesor de pared de la brida y de la corona diferente con respecto al fondo de llanta, sino también diferentes espesores de estas dos partes de la garganta de llanta y precisamente según se desee exclusivamente mediante el adecuado empleo del rodillo de compresión.
Mientras que el hendido conocido descrito en el estado de la técnica, como se ha demostrado en ensayos de estructura, tiene por consecuencia en el sentido más amplio una separación y con ello una rotura de las fibras del material, la compresión del material debe verse exclusivamente en el sentido de una fluencia del material, en la cual no tiene lugar ningún daño de la estructura del material. En contraposición a una roldana de hendir, la zona del rodillo de compresión que se emplea en la compresión no tiene aristas vivas, sino redondeadas, y precisamente con un radio preferentemente > 1, 5 mm.
Naturalmente resulta por lo tanto una mejora de la resistencia de la llanta de neumático bastante notable, de manera que el procedimiento según el invento puede ser empleado también para la construcción de llantas de metal ligero de alta calidad, que sobre todo se emplean en vehículos con altas velocidades punta.
Pero también para la construcción de llantas de neumático de acero el nuevo procedimiento ofrece considerables ventajas, en particular en cuanto a una fabricación optimizada.
Mientras que hasta ahora usualmente las llantas de neumático están configuradas de dos piezas, es decir, se componen del fondo de llanta y de la garganta de llanta conformada a partir de una sección tubular, que están unidas ambas una con otra por soldadura, ahora también es posible en este campo una construcción económica de la llanta de neumático de una sola pieza. Ventajas especiales resultan naturalmente en ello de la sencilla construcción, puesto que puede prescindirse de la fase de fabricación "Soldar".
Según un perfeccionamiento ventajoso del invento está previsto acodar la brida a 45º con respecto a la orientación radial y presionar la corona a 90º con respecto a la brida, de manera que la brida por una parte y la corona por otra parte se extienden en el mismo ángulo con respecto al fondo de llanta, antes de que ambas mediante las roldanas de conformado sean perfiladas formando la garganta de llanta.
Un dispositivo para realizar el procedimiento está configurado de manera que para el acodado de la brida está previsto un mandril interior provisto de una oblicuidad circular, estando la oblicuidad limitada por un borde sobresaliente.
En ello el mandril interior puede ser parte integrante de un útil de sujeción, con el cual se sujeta la zona del disco que debe formar el fondo de llanta o un fondo de llanta ya preconformado.
En este caso el mandril interior representa una parte inferior del útil de sujeción, sobre la cual se apoya el fondo de llanta.
Para el conformado de la corona por medio de una roldana de compresión aproximable puede estar previsto un prensachapas, preferentemente en forma de un anillo, que tras el acodado de la brida es aproximado y presenta una superficie de apoyo a lo largo de la cual se configura la corona, siendo la longitud de la corona limitada por un borde de tope del prensachapas.
Otras configuraciones ventajosas del invento están caracterizadas en las reivindicaciones subordinadas.
El procedimiento según el invento se describe a continuación con ayuda de los dibujos adjuntos, que entre otras cosas muestran un ejemplo de realización de un dispositivo para realizar el procedimiento.
Muestran:
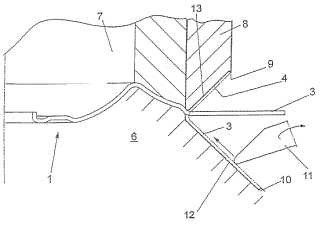
La Figura 1 un sector parcial de un dispositivo según el invento en una vista lateral seccionada;
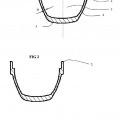
la Figura 2 un sector parcial de una llanta de neumático construida según el invento, asimismo en una vista lateral seccionada.
En la Figura 1 está representado un mandril interior 6, que forma una parte inferior de un dispositivo de sujeción, cuya parte superior está representada por un mandril de sujeción 7, entre las cuales está sujeto un fondo de llanta 1 preconformado.
El fondo de llanta 1 es parte integrante de una llanta de... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la construcción de una llanta de neumático, en el cual a partir de un disco metálico es formado por deformación en frío un fondo de llanta (1) y una garganta de llanta circular (2) unida a él, caracterizado porque para formar la garganta de llanta (2) una brida exterior (3) del disco que llega hasta el fondo de llanta, y que primero se extiende radialmente, es acodada, después de esto por compresión por medio de al menos una roldana de compresión (11) con reducción del espesor de pared de la brida (3) es conformada a partir de su material una corona (4) angular a ella y después de esto la brida (3) y la corona (4) mediante por lo menos una roldana de conformado, con formación de pestañas de llanta (5) en los lados exteriores, son conformadas formando la garganta de llanta (2) .
2. Procedimiento según la reivindicación 1, caracterizado porque para formar la corona (4) una parte del material de la brida (3) es presionado contra una superficie de apoyo (13) de un prensachapas (8) .
3. Procedimiento según la reivindicación 1 o 2, caracterizado porque la brida (3) y la corona (4) son presionadas desarrollándose en un ángulo recto una con otra.
4. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque la corona (4) es presionada con un espesor de pared diferente con respecto a la brida (3) .
5. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque la brida (3) es acodada a 45º con respecto a las radiales.
6. Dispositivo para realizar el procedimiento según la reivindicación 1, caracterizado porque para acodar la brida (3) está previsto un mandril interior (6) provisto de una oblicuidad circular (12) , estando la oblicuidad (12) limitada por un borde (10) .
7. Dispositivo según la reivindicación 6, caracterizado porque el mandril interior (6) forma la parte inferior de un dispositivo de sujeción, mediante el cual está sujeto el disco o fondo de llanta (1) , presentando el dispositivo de sujeción un mandril de sujeción (7) , con el cual el disco o fondo de llanta (1) puede ser presionado contra el mandril interior (6) .
8. Dispositivo según la reivindicación 6 o 7, caracterizado porque para el conformado de la corona (4) está previsto un prensachapas (8) , que presenta una superficie de apoyo (13) en la cual puede ser conformada la corona (4) .
9. Dispositivo según una de las reivindicaciones 6-8, caracterizado porque la superficie de apoyo (13) está limitada por un tope circular (9) .
10. Dispositivo según una de las reivindicaciones 6-9, caracterizado porque el prensachapas (8) está realizado como anillo concéntrico alrededor del mandril de sujeción (7) .
11. Dispositivo según una de las reivindicaciones 6-10, caracterizado porque está prevista al menos una roldana de compresión (11) , que partiendo del borde libre de la brida (12) es aproximable en dirección del fondo de llanta (1) .
Patentes similares o relacionadas:
Procedimiento y dispositivo para la laminación por presión, del 15 de Abril de 2020, de Leifeld Metal Spinning AG: Procedimiento para laminación por presión, en particular de la rueda de un vehículo, en el que una pieza de trabajo se pone en rotación alrededor de un eje de […]
Dispositivo de fabricación de llantas de vehículo de motor de metal ligero, del 5 de Noviembre de 2019, de SSB-Maschinenbau GmbH: Se pone a disposición un dispositivo de fabricación de llantas de metal ligero de vehículo de motor a partir de un dispositivo de conformación por estirado […]
Procedimiento de fabricación de una rueda híbrida de aleación ligera, que comprende una brida delantera y una llanta, del 5 de Diciembre de 2018, de SAINT JEAN INDUSTRIES: Procedimiento de fabricación de una rueda híbrida de aleación ligera, concretamente, a base de aluminio o de magnesio, que comprende una brida delantera […]
 Máquina de fluotorneado y procedimiento de conformación para la fabricación de una rueda, del 22 de Octubre de 2018, de Leifeld Metal Spinning AG: Máquina de fluotorneado para la fabricación de una rueda, especialmente de una rueda de vehículo , con una llanta , a partir de una pieza de trabajo , con
[…]
Máquina de fluotorneado y procedimiento de conformación para la fabricación de una rueda, del 22 de Octubre de 2018, de Leifeld Metal Spinning AG: Máquina de fluotorneado para la fabricación de una rueda, especialmente de una rueda de vehículo , con una llanta , a partir de una pieza de trabajo , con
[…]
Aparato para conformar de forma automatizada piezas en bruto de llantas de rueda, del 17 de Octubre de 2018, de MW Lublin SP. z o.o: Aparato para conformar piezas en bruto de llantas de rueda que comprende: - una estación (A) de enrollamiento para enrollar piezas en bruto de material en forma de […]
Combinación de un dispositivo y una preforma y procedimiento para la fabricación de una rueda de metal ligero, del 15 de Marzo de 2017, de Ronal AG: Combinación de un dispositivo para la fabricación de una rueda de metal ligero a partir de una preforma y de una preforma de la rueda de […]
Método para fabricar discos para ruedas, en particular para vehículos comerciales, del 24 de Diciembre de 2014, de GIANETTI RUOTE S.R.L: Método para fabricar un disco para una rueda de un vehículo de motor, que comprende las operaciones de: - proporcionar una tira de chapa metálica substancialmente […]
 Perfiles huecos de aleación de aluminio, del 20 de Agosto de 2014, de Constellium France: Perfil hueco formado por ensamblaje de por lo menos un primer perfil macizo de aleación de aluminio con por lo menos un segundo perfil macizo de aleación de […]
Perfiles huecos de aleación de aluminio, del 20 de Agosto de 2014, de Constellium France: Perfil hueco formado por ensamblaje de por lo menos un primer perfil macizo de aleación de aluminio con por lo menos un segundo perfil macizo de aleación de […]