PROCEDIMIENTO DE DETECCION Y DE CUANTIFICACION DE ANOMALIAS DE PERFORACION.
Un procedimiento de detección y eventualmente de cuantificación de anomalías de perforación en una pieza metálica (4),
tales como Unión de Virutas Aisladas, CCI, Banda de Material Cizallado, BMC, o Zona Afectada Termo-Mecánicamente, ZATM, siendo realizada la perforación por una broca (10) caracterizada por el hecho de que consiste en determinar por una parte, a partir de señales proporcionadas por captadores representativos de los esfuerzos de la broca sobre la pieza, un conjunto de valores de los dos parámetros siguientes, en función del tiempo es decir el esfuerzo axial de penetración de la broca (10) en la pieza metálica (4) Fz(t) y el par C(t), engendrados durante al menos una parte de la operación de perforación entre el tiempo ta de la entrada de la punta (11) de la broca y el tiempo t4 del final del desatasco o limpieza, y luego de aislar los valores Fzescalón y Cescalón correspondientes a un escalón y representativos de la ausencia de anomalía, correspondiendo los valores Fzmax y Cmax a los valores máximos y representativos de la presencia de una anomalía, y de determinar a continuación las relaciones Fzmax/Fzescalón y/o Cmax/Cescalón, y/o eventualmente la relación de las áreas ÁreaFzmax/ÁreaFzescalón y/o ÁreaCmax/ÁreaCescalón que son las áreas bajo las curvas Fz(t) o C(t) que tienen por límite inferior Fzescalón o Cescalón y por límite superior Fzmax o Cmax referidos a las áreas bajo las curvas Fz(t) o C(t) que tienen por límite superior Fzescalón o Cescalón, de manera que den cuenta del tipo de anomalías y eventualmente de su severidad, siendo determinada una anomalía de tipo CCI a partir de la región de variación de la relación [Cmax/Cescalón]CCI>1 y una relación [Fzmax/Fzescalón]CCI=1, siendo determinada una anomalía de tipo combinado CCI y BMC a partir de la región de variación de la relación [Cmax/Cescalón]CCI+BMC>[Cmax/Cescalón]CCI>1 y una relación [Fzmax/Fzescalón]CCI+BMC=1 y siendo determinada una anomalía de tipo combinado CCI, BMC y ZATM a partir de la región de variación de la relación [Cmax/Cescalón]CCI+BMC+ZATM>[Cmax/Cescalón]CCI+BMC>1 y una relación [Fzmax/Fzescalón]CCI+BMC+ZATM>1
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07290944.
Solicitante: SNECMA
ARMINES.
Nacionalidad solicitante: Francia.
Dirección: 2 BOULEVARD DU GENERAL MARTIAL VALIN,75015 PARIS.
Inventor/es: TURRINI,CLAUDE ROGER ROBERT, ZERROUKI,VERONIQUE JEANNINE SUZANNE, COLIN,CHRISTOPHE, PERRIN,GERALDINE LAURE.
Fecha de Publicación: .
Fecha Solicitud PCT: 26 de Julio de 2007.
Fecha Concesión Europea: 28 de Abril de 2010.
Clasificación Internacional de Patentes:
- B23Q17/09 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 17/00 Dispositivos para indicar o medir sobre las máquinas herramientas (para el control automático o la regulación del movimiento de avance, de la velocidad de corte o de la posición de la herramienta o de la pieza B23Q 15/00). › para indicar o medir la presión de corte o el estado de la herramienta de trabajo, p. ej. capacidad de corte, carga sobre la herramienta (dispositivos para prevenir la sobrecarga de la herramienta B23Q 11/04; dispositivos para indicar los defectos de los agujeros durante la perforación B23B 49/00).
- G05B19/4065 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › Monitorización de rotura, de la vida o del estado de una herramienta.
Clasificación PCT:
- B23B49/00 B23 […] › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › Sistemas de medida o de calibrado de las máquinas de escariar para la colocación o el guiado del taladro; Dispositivos para indicar los defectos de los taladros durante el escariado; Dispositivos para centrar los orificios que van a ser escariados (equipo demarcado B25H 7/00; dispositivos de medida, calibres G01B).
- B23Q17/09 B23Q 17/00 […] › para indicar o medir la presión de corte o el estado de la herramienta de trabajo, p. ej. capacidad de corte, carga sobre la herramienta (dispositivos para prevenir la sobrecarga de la herramienta B23Q 11/04; dispositivos para indicar los defectos de los agujeros durante la perforación B23B 49/00).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento de detección y de cuantificación de anomalías de perforación.
El invento se refiere al dominio de la mecanización de los materiales metálicos por una herramienta o útil que corta en rotación alrededor de su eje: se refiere en particular a la perforación de agujeros por medio de una broca tal como de carburo cementado.
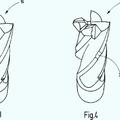
Para realizar la perforación de agujeros en una pieza, esta última es dispuesta entre las mordazas de un tornillo, fijado a su vez sobre una mesa de medición de esfuerzos. A continuación, una broca con el diámetro apropiado es aproximada a la superficie de la pieza, y es puesta en rotación siendo arrastrada axialmente para permitir su avance en el material. La broca 10 de la que se ha mostrado un ejemplo en la fig. 1 comprende una cabeza 11 en forma de punta troncocónica con una o varias aristas de corte 12, cuyo desgaste Vb es medido en ángulo de salida. La broca está dotada de acanaladuras helicoidales 13 que sirven para le evacuación de las virutas. El borde exterior de las acanaladuras forma el filo cortante 14. La broca 10 es mantenida en un portaherramientas 2 amovible que está montado a su vez en un husillo, guiado convenientemente. El dispositivo de arrastre de la broca comprende un primer motor que arrastra al husillo en rotación alrededor de su eje y otro que permite el desplazamiento axial del husillo. Esto se ha ilustrado en la fig. 2. Este dispositivo de mecanización está dotado igualmente de un sistema de lubricación externa 3 o interna por la broca. La pieza 4 está apretada a su vez en un tornillo 5.
En ausencia de anomalía, el agujero está constituido por un cilindro de diámetro definido por el de la broca y sus flancos presentan estrías de mecanización regulares, perpendiculares al eje del agujero. Sin embargo, en ciertas condiciones de corte, de geometría del agujero y de desgaste de herramienta, el agujero es susceptible de presentar un cierto número de anomalías formadas de depósitos de material que provienen de una mala evacuación de las virutas o bien de una modificación local de la estructura metalúrgica debido al acoplamiento de un efecto mecánico y térmico.
Se pueden definir tres grandes tipos de anomalías:
Una primera anomalía llamada de Pegado de Virutas Aisladas, que se designa en lo que sigue CCI, puede ser observada sobre la pared interna del agujero. Se trata de virutas fraccionadas, soldadas sobre la superficie del agujero y orientadas en la dirección perpendicular al eje del agujero.
Una segunda anomalía llamada de una Banda de Materia Cizallada, designada ulteriormente BMC, resulta de un fuerte amasado de virutas abundantes y de material en la superficie del agujero durante la fase de perforación. Este conjunto de materia es mateado en la superficie del agujero del corte, luego alisado por los filos cortantes durante la subida de la broca, dejando una multitud de rayas en la superficie del agujero.
Una tercera anomalía observada es designada Zona Afectada Termo-Mecánicamente o ZATM. Contrariamente a las dos anomalías precedentes, el efecto mecánico es acoplado a un efecto térmico mucho más importante, modificando fuertemente la microestructura del borde del agujero sobre un mayor espesor, y sobre la totalidad o parte de la profundidad entre la entrada y la salida del agujero.
La presente solicitud de patente no se limita a estas únicas anomalías tipo, muchas otras pueden verse relacionadas. Su detección y cuantificación dependerán entonces de su firma PM.
Los orígenes de las anomalías de perforación pueden ser múltiples. Se han tomado las anomalías siguientes que no son exhaustivas:
- Lubricación insuficiente en razón de una parada inopinada de la bomba, de un chorro de lubricante mal orientado o de una mala proporción aceite/agua...;
- Mala evacuación de las virutas, en particular para agujeros profundos y/o oblicuos para los que el atascamiento de material resulta un fenómeno frecuente;
- Parámetros de corte inadaptados o mal programados (en particular empleo de un exceso de velocidad de corte más allá de una velocidad crítica y de un subavance);
- Herramienta usada y/o mal reajustada o aún dotada de un revestimiento defectuoso;
- Porta-herramientas mal adaptado;
- Husillo mal equilibrado;
- Herramienta incorrectamente posicionada en el porta-herramientas;
- Pieza mal apretada en el tornillo;
- Mala elección de herramienta: geometría, tipo, naturaleza...;
- Pieza que ha sufrido un tratamiento térmico inadaptado;
- Temporización demasiado corta entre cada agujero perforado y en particular en perforación SL;
- ...
La solicitud de patente FR 2.625.123 describe un dispositivo adaptado a las unidades de perforación neumáticas autónomas que permite detectar incidentes de perforación tales como la rotura de la herramienta en curso de perforación o bien la rotura durante la perforación precedente o la ausencia de herramienta. La detección se efectúa comparando el esfuerzo axial de penetración de la broca con un valor de umbral.
Objeto del invento
En el dominio aeronáutico en particular y para las piezas que en particular son críticas en lo que se refiere a la seguridad por ejemplo, no es deseable la presencia de una o varias de las anomalías presentadas con anterioridad.
Se busca pues detectar su presencia y cuantificarlas lo antes posible, es decir en particular durante la perforación de la pieza elemental con el fin de rechazar la pieza o escoger el recorrido más apropiado para suprimirlas durante las etapas de acabado.
Por otra parte el conocimiento del tipo de anomalía, de su severidad y de sus consecuencias sobre las propiedades mecánicas permitiría un mejor control/calidad de las piezas sin recurrir sistemáticamente a los Controles No Destructivos, conduciendo por este hecho a una ganancia de tiempo apreciable.
El invento tiene pues por objetivo principal la detección de al menos uno de los tipos de anomalías referidos anteriormente, siendo consideradas estas anomalías solas o en combinación, con ocasión de la perforación de un agujero y por medios no destructivos.
El invento tiene igualmente por objeto cuantificar el o los tipos de anomalías.
El invento tiene igualmente por objeto, la detección de al menos una anomalía a partir de esfuerzos tridimensionales adquiridos en función del tiempo durante la operación de perforación, pudiendo ser efectuada ventajosamente la adquisición de tales parámetros a partir de una mesa de medida convencional no necesitando captadores sofisticados.
Resumen del invento
Conforme al invento, se alcanzan estos objetivos con un Procedimiento de detección y eventualmente de cuantificación de anomalías de perforación en una pieza metálica (4), tales como Pegado de Virutas Aisladas, CCI, Banda de Material Cizallado, BMC, o de Zona Afectada Termo-Mecánicamente, ZATM, siendo realizada la perforación por una broca (10) caracterizado por el hecho de que consiste en determinar por una parte, a partir de señales proporcionadas por captadores representativos de los esfuerzos de la broca sobre la pieza, un conjunto de valores de los dos parámetros siguientes, en función del tiempo a saber el esfuerzo axial de penetración de la broca (10) en la pieza metálica (4) Fz(t) y el par C(t), engendrados durante al menos una parte de la operación de perforación entre el tiempo t0 de la entrada de la punta (11) de la broca y el tiempo t4 del final del desatasco, y luego en aislar los valores Fzescalón y Cescalón correspondientes a un escalón y representativos de la ausencia de anomalía, correspondiendo los valores Fzmax y Cmax a los valores máximos y representativos de la presencia de una anomalía, y en determinar a continuación las relaciones Fzmax/Fzescalón y/o Cmax/Cescalón, y/o eventualmente la relación de las áreas ÁreaFzmax/ÁreaFzescalón y/o ÁreaCmax/ÁreaCescalón que son las áreas bajo las curvas Fz(t) o C(t) que tienen por límite inferior Fzescalón o Cescalón y por límite superior Fzmax o Cmax relacionados con las áreas bajo las curvas Fz(t) o C(t) que tiene por límite inferior Fzescalón o Cescalón y por límite superior Fzmax o Cmax referidas a las áreas bajo las curvas Fz(t) o C(t) que tienen por límite superior Fzescalón o Cescalón, de manera que den cuenta del tipo de anomalías...
Reivindicaciones:
1. Un procedimiento de detección y eventualmente de cuantificación de anomalías de perforación en una pieza metálica (4), tales como Unión de Virutas Aisladas, CCI, Banda de Material Cizallado, BMC, o Zona Afectada Termo-Mecánicamente, ZATM, siendo realizada la perforación por una broca (10) caracterizada por el hecho de que consiste en determinar por una parte, a partir de señales proporcionadas por captadores representativos de los esfuerzos de la broca sobre la pieza, un conjunto de valores de los dos parámetros siguientes, en función del tiempo es decir el esfuerzo axial de penetración de la broca (10) en la pieza metálica (4) Fz(t) y el par C(t), engendrados durante al menos una parte de la operación de perforación entre el tiempo ta de la entrada de la punta (11) de la broca y el tiempo t4 del final del desatasco o limpieza, y luego de aislar los valores Fzescalón y Cescalón correspondientes a un escalón y representativos de la ausencia de anomalía, correspondiendo los valores Fzmax y Cmax a los valores máximos y representativos de la presencia de una anomalía, y de determinar a continuación las relaciones Fzmax/Fzescalón y/o Cmax/Cescalón, y/o eventualmente la relación de las áreas ÁreaFzmax/ÁreaFzescalón y/o ÁreaCmax/ÁreaCescalón que son las áreas bajo las curvas Fz(t) o C(t) que tienen por límite inferior Fzescalón o Cescalón y por límite superior Fzmax o Cmax referidos a las áreas bajo las curvas Fz(t) o C(t) que tienen por límite superior Fzescalón o Cescalón, de manera que den cuenta del tipo de anomalías y eventualmente de su severidad, siendo determinada una anomalía de tipo CCI a partir de la región de variación de la relación [Cmax/Cescalón]CCI>1 y una relación [Fzmax/Fzescalón]CCI=1, siendo determinada una anomalía de tipo combinado CCI y BMC a partir de la región de variación de la relación [Cmax/Cescalón]CCI+BMC>[Cmax/Cescalón]CCI>1 y una relación [Fzmax/Fzescalón]CCI+BMC=1 y siendo determinada una anomalía de tipo combinado CCI, BMC y ZATM a partir de la región de variación de la relación [Cmax/Cescalón]CCI+BMC+ZATM>[Cmax/Cescalón]CCI+BMC>1 y una relación [Fzmax/Fzescalón]CCI+BMC+ZATM>1.
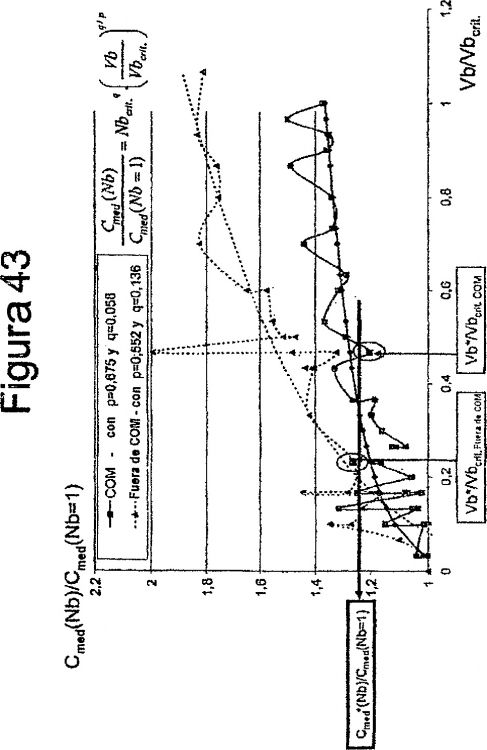
2. Un procedimiento según la reivindicación 1ª, que consiste igualmente en aislar los valores Fzmed(Nb) y Cmed(Nb) en función del número de agujeros perforados y correspondiente a los valores medios de las señales a la entrada de las aristas de corte en la materia, y en determinar las relaciones Fzmed(Nb)/Fzmed(Nb=1) y/o Cmed(Nb)/Cmed(Nb=1), y/o eventualmente la relación de las áreas ÁreaFzmed(Nb)/ÁreaFzmed(Nb=1) y/o ÁreaCmed(Nb)/ÁreaCmed(Nb=1), y en aislar igualmente un conjunto de valores unidos al desgaste en ángulo de salida Vb de la broca tal como Nb correspondiente al número crítico de agujeros perforados según el cual Vb=0,3 mm (reforma de la broca), correspondiendo Vb* y Nb* a la primera aparición de la anomalía considerada, de manera que tenga en cuenta la aparición de una anomalía unida al desgaste.
3. Un procedimiento, según la reivindicación 1ª, según el cual se traza la relación Fzmax/Fzescalón en función del tiempo de perforación tp medido o calculado, y cuya pendiente E se pone en la forma E = A.60-nVcn.
4. Un procedimiento según la reivindicación 3ª, según el cual se determinan las constantes A y n trazando la pendiente E de la recta precedente  en función de Vc a escala logarítmica, a saber, ln E = n.ln Vc + ln(A.60-n).
en función de Vc a escala logarítmica, a saber, ln E = n.ln Vc + ln(A.60-n).
5. Un procedimiento según la reivindicación 4ª, según el cual se determinan las constantes B y a trazando los valores experimentales de la ZATMmax en función del producto  los cuales se ponen en la forma:
los cuales se ponen en la forma:
6. Un procedimiento según las reivindicaciones 4ª y 5ª, según el cual se determina un criterio de severidad basado en el espesor de la ZATMmax en función de los parámetros de corte (Vc, f) el cual se pone en la forma
a.

b. con
7. Un procedimiento según las reivindicaciones 1ª, y 4ª a 5ª, según el cual se determinan las cuatro constantes A, a, B y n intrínsecas al conjunto herramienta/material considerado por el recorrido en cuatro etapas.
8. Un procedimiento según la reivindicación 1ª, según el cual se determina un criterio de severidad a partir del par, que consiste en expresar los valores experimentales de la ZATMmax en función de la energía máxima Ecmax disipada en el corte deducida del par Cmax, de Vc, de D y del tiempo de perforación tp calculado o medido, los cuales se ponen en la forma:
a.
b. con
9. Un procedimiento según la reivindicación 1ª, según el cual se calculan las áreas bajo las curvas Fz(t) y C(t), cuando las señales Fz y C de una anomalía cualquiera que sea no presentan valor de escalón y/o valor máximo, y cuando las relaciones Cmax/Cescalón y/o Fzmax/Fzescalón son las mismas para dos mismos agujeros tipos que presentan severidades de anomalías diferentes.
10. Un procedimiento según la reivindicación 9ª, según el cual se calculan las relaciones de áreas ÁreaFzmax/ ÁreaFzescalón y/o ÁreaCmax/ÁreaCescalón para cuantificar la severidad de la anomalía.
11. Un procedimiento según la reivindicación 2ª, según el cual se detecta la anomalía de tipo CCI+BMC unida al desgaste en Vb de la broca en el caso de la perforación con lubricación, según el cual se determina el parámetro p trazando los valores de Vb/Vbcrit., en función de los valores de Nb/Nbcrit., y aproximándoles según una ley de potencia del tipo:
12. Un procedimiento según la reivindicación 11º, según el cual se traza para cada una de las condiciones de corte estudiadas la curva maestra Vb*/Vbcrit. en función de Nb*/NVbcrit..
13. Un procedimiento según la reivindicación 2ª, según el cual se determina el parámetro q trazando los valores de Fzmed(Nb)/Fzmed(Nb=1) en función de Nb para las diferentes condiciones de corte estudiadas, y aproximándolos por una ley de potencia del tipo:
14. Un procedimiento según las reivindicaciones 2ª, 11ª y 12ª, según el cual se expresa, para un conjunto Herramienta/Material dado, Fzmed(Nb)/Fzmed(Nb=1) en función del desgaste normalizado Vb/Vbcrit. por la relación siguiente:
15. Un procedimiento según las reivindicaciones 11ª y 14ª, según el cual se refiere, sobre la curva, la ecuación  para cada condición de corte, correspondiendo los valores de Vb*/Vbcrit. a la aparición de la anomalía considerada de tipo CCI+BMC, y se determina a partir de ella Fz*med(Nb*)/Fzmed(Nb=1) que constituye el criterio de detección de la anomalía de tipo CCI+BMC, independiente de las condiciones de corte e intrínseca al conjunto herramienta/material considerado, y para el que Fzmed(Nb)/Fzmed(Nb=1)>Fz*med(Nb*)/Fzmed(Nb=1) indica la presencia de la anomalía considerada.
para cada condición de corte, correspondiendo los valores de Vb*/Vbcrit. a la aparición de la anomalía considerada de tipo CCI+BMC, y se determina a partir de ella Fz*med(Nb*)/Fzmed(Nb=1) que constituye el criterio de detección de la anomalía de tipo CCI+BMC, independiente de las condiciones de corte e intrínseca al conjunto herramienta/material considerado, y para el que Fzmed(Nb)/Fzmed(Nb=1)>Fz*med(Nb*)/Fzmed(Nb=1) indica la presencia de la anomalía considerada.
16. Un procedimiento, según la reivindicación 2ª, según el cual se utiliza el análisis de las áreas para definir un criterio de detección de una anomalía tipo, como consecuencia de un desgaste en ángulo de salida de la broca, en que el área de la anomalía considerada es referida a la correspondiente a la ausencia de anomalía definida por el primer agujero.
Patentes similares o relacionadas:
Sistema de detección de deformación de cuchillas en máquinas de corte de material laminar, del 21 de Noviembre de 2019, de OPEN MIND VENTURES, S.L.U: Sistema de detección de deformación de cuchillas en máquinas de corte de material laminar. El sistema de detección de deformación de cuchillas […]
TORNO VERTICAL CON ABSORBEDOR DE VIBRACIONES AMORTIGUADO, del 16 de Septiembre de 2019, de SORALUCE, S. COOP: Torno vertical con absorbedor de vibraciones amortiguado, que comprende un carnero que tiene un accesorio (6, 6') en su extremo libre, siendo el carnero desplazable […]
TORNO VERTICAL CON ABSORBEDOR DE VIBRACIONES AMORTIGUADO, del 12 de Septiembre de 2019, de SORALUCE, S. COOP: Torno vertical con absorbedor de vibraciones amortiguado, que comprende un carnero que tiene un accesorio (6, 6') en su extremo libre, siendo el carnero desplazable […]
MÁQUINA HERRAMIENTA CON AMORTIGUACIÓN ACTIVA, del 16 de Julio de 2019, de SORALUCE, S. COOP: Máquina herramienta con amortiguación activa, que comprende un carnero con paredes longitudinales en el que se producen vibraciones […]
Método para obtener los modos de vibración de un sistema de mecanizado en el proceso de mecanizado de una pieza de trabajo, del 29 de Abril de 2019, de MONDRAGON GOI ESKOLA POLITEKNIKOA JOSE MARIA ARIZMENDIARRIETA, S.COOP: Método para obtener los modos de vibración de un sistema de mecanizado en el proceso de mecanizado de una pieza de trabajo , en donde el sistema de mecanizado […]
Método para verificar la presencia de un elemento giratorio en una máquina herramienta, del 14 de Marzo de 2019, de MARPOSS SOCIETA PER AZIONI: Método de verificación para verificar la presencia de un elemento giratorio , incluyendo el método de verificación las etapas de: - obtener una frecuencia […]
 Procedimiento y dispositivo para el mecanizado con arranque de viruta de una herramienta, del 20 de Febrero de 2019, de WALTER MASCHINENBAU GMBH: Procedimiento (V) para el mecanizado con arranque de viruta de una herramienta con las siguientes etapas:
- realizar una medición […]
Procedimiento y dispositivo para el mecanizado con arranque de viruta de una herramienta, del 20 de Febrero de 2019, de WALTER MASCHINENBAU GMBH: Procedimiento (V) para el mecanizado con arranque de viruta de una herramienta con las siguientes etapas:
- realizar una medición […]
 Método de ajuste y/o control de los parámetros de funcionamiento de una máquina de procesamiento de piezas de trabajo, del 2 de Enero de 2019, de Pro-micron GmbH & Co. KG: Método para configurar y/o controlar los parámetros de funcionamiento de una máquina de mecanizado de piezas que disponga de un portaherramientas y de medios para desplazar una […]
Método de ajuste y/o control de los parámetros de funcionamiento de una máquina de procesamiento de piezas de trabajo, del 2 de Enero de 2019, de Pro-micron GmbH & Co. KG: Método para configurar y/o controlar los parámetros de funcionamiento de una máquina de mecanizado de piezas que disponga de un portaherramientas y de medios para desplazar una […]