PROCEDIMIENTO DE CONTROL DEL FUNCIONAMIENTO DE UNA INSTALACION DE FABRICACION DE ALUMINIO POR ELECTROLISIS IGNEA E INSTALACION DE FABRICACION DE ALUMINIO QUE UTILIZA DICHO METODO.
Método de control del funcionamiento de una instalación de fabricación de aluminio por electrolisis ígnea,
del tipo que presenta un conjunto (2, 3) de dos naves de electrolisis, cada una de las cuales tiene una serie de cubas, siendo dichas naves paralelas y simétricas, una con respecto a la otra, en relación con un paso central (4) a nivel del cual se efectúa el transporte de los recipientes de colada de aluminio líquido, caracterizado porque comprende la realización de las diferentes operaciones de manutención a nivel de cada una de las cubas necesarias para el funcionamiento de la instalación según un bucle cerrado, trasladándose los órganos (13, 13', 13'', 13''', 14, 14', 14'', 14''') necesarios para dicho funcionamiento a nivel del conjunto de cubas de las dos naves según ciclos continuos
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E99420230.
Solicitante: REEL S.A.
ALU CONSEIL INGENIERIE SERVICE.
Nacionalidad solicitante: Francia.
Dirección: CHEMIN DE LA CHAUX,F-69450 SAINT CYR AU MONT D'OR.
Inventor/es: PIRON, GERARD, HUON, SERGE.
Fecha de Publicación: .
Fecha Solicitud PCT: 19 de Noviembre de 1999.
Fecha Concesión Europea: 18 de Agosto de 2010.
Clasificación PCT:
- C25C3/06 QUIMICA; METALURGIA. › C25 PROCESOS ELECTROLITICOS O ELECTROFORETICOS; SUS APARATOS. › C25C PROCESOS PARA LA PRODUCCION, RECUPERACION O AFINADO ELECTROLITICO DE METALES; SUS APARATOS (protección anódica o catódica C23F 13/00; crecimiento de monocristales C30B). › C25C 3/00 Producción electrolítica, recuperación o afinado de metales por electrólisis de baños fundidos (C25C 5/00 tiene prioridad). › de aluminio.
Clasificación antigua:
- C25C3/06 C25C 3/00 […] › de aluminio.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento de control del funcionamiento de una instalación de fabricación de aluminio por electrolisis ígnea e instalación de fabricación de aluminio que utiliza dicho método.
La invención se refiere a un procedimiento de control del funcionamiento de una planta de fabricación de aluminio por electrolisis ígnea. Se refiere igualmente a la instalación que utiliza este procedimiento.
La invención se refiere más particularmente al control de los útiles necesarios para el funcionamiento de una instalación de este tipo y en especial útiles de elevación, manutención, etc. tradicionalmente utilizados en las instalaciones del tipo en cuestión.
Como es conocido, la fabricación de aluminio por electrolisis ígnea utiliza una reacción de electrolisis del aluminio en un baño de criolita fundida, según la reacción:

Esta reacción utiliza un baño de fusión que comprende una mezcla de criolita y de aluminio y la temperatura es en general superior a 800ºC. Teniendo en cuenta las energías utilizadas y con la finalidad de limitar al máximo las pérdidas inherentes a las fases de nuevo inicio, las instalaciones de fabricación de aluminio que utilizan esta tecnología funcionan en general de forma continua a nivel de series de cubas de aluminio cuyo número y dimensiones son función, por una parte, del amperaje disponible de la corriente continua que alimenta las cubas y por otra, de la cantidad de producción deseada.
Por otra parte, las instalaciones están frecuentemente organizadas de manera tal que presentan un conjunto de cubas en serie montadas paralelamente entre sí, instaladas dentro del mismo edificio o en edificios distintos, dispuestas simétricamente con respecto a un paso central destinado en especial a permitir la manutención de los contenedores de baño de criolita fundida para las cubas de electrolisis, las vigas de elevación de los armazones anódicos y otras circulaciones de los accesorios de las cubas y más particularmente destinado a la manutención de los contenedores de recepción del aluminio fundido obtenido por electrolisis.
Estas series de cubas de electrolisis se pueden extender a distancias relativamente importantes que de manera típica pueden alcanzar un quilómetro y sin que ello constituya una norma, un cierto número de instalaciones presentando series paralelas que comprenden 288 cubas, estando atendidas cada una de las series por ocho máquinas complejas idénticas que lleven el conjunto de los útiles necesarios para el funcionamiento de dicha instalación y que asegura:
el cambio de los ánodos, incluyendo:
el levantamiento de los armazones anódicos que resulta necesario teniendo en cuenta el desgaste a lo largo del tiempo de dichos ánodos;
las operaciones de extracción del exceso de baño de criolita fundida y de recepción de aluminio fundido obtenido;
finalmente, operaciones accesorias de mantenimiento y acciones correctivas de funcionamiento.
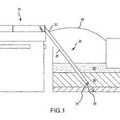
En el seno de las instalaciones conocidas en la actualidad y cuyo principio de funcionamiento se ha mostrado esquemáticamente con respecto a la figura 1, estas máquinas (5) funcionan según un desplazamiento alternativo en forma de "cajón" entre una cuba (nº 1) y una cuba (n). Se ha representado, por lo tanto, en la figura 1 cuatro zonas sucesivas (11) que representan cuatro desplazamientos para cada una de las dos máquinas (5) que se han mostrado en esta figura.
Tal como se ha mostrado en lo anterior, cada una de dichas máquinas (5) es susceptible de efectuar la totalidad de las tareas correspondientes a las funciones necesarias para el buen funcionamiento de la instalación. De manera más precisa, una máquina (5) efectúa, cuando tiene lugar un primer traslado por encima de un conjunto (11) de cubas en el que se efectúa una misma tarea determinada, de manera que repite esta tarea a nivel de las (n-1) cubas consecutivas. A continuación, dicha máquina se traslada a la cuba original del lote (11) considerado, con la finalidad de efectuar una segunda tarea distinta de la anterior y el ciclo vuelve a empezar para las diferentes tareas necesarias para el funcionamiento de la instalación.
De este modo, para la instalación descrita en lo anterior de 288 cubas, ocho máquinas efectúan desplazamiento de ida y vuelta, es decir, un funcionamiento en forma de cajón, para asegurar estas diferentes tareas.
Si desde un punto de vista de resultado técnico propiamente dicho, la forma de funcionamiento de este tipo de instalación es satisfactoria, por el contrario, viene acompañada de inconvenientes de orden funcional o estructural que se resumen a continuación.
En principio, los útiles de cada máquina tienen una proporción de utilización insuficiente que comporta la multiplicación de la necesidad de máquinas.
Por otra parte, por su función multitarea, estas máquinas comportan necesariamente un sobredimensionamiento de los elementos que las constituyen con la finalidad de enfrentarse a las tareas que necesitan características y funciones técnicas elevadas.
Además, esta forma de funcionamiento induce una complejidad en la organización tecnológica de las máquinas, que es desfavorable para la automatización de las funciones. Esta complejidad de organización induce igualmente la puesta en práctica de máquinas pesadas y voluminosas, lo cual influye en los costes de fabricación de las máquinas e igualmente los de la obra de ingeniería civil relacionada a la dimensión de los edificios y de las fábricas en las que están montadas dichas instalaciones.
Finalmente, una organización de ese tipo impone la necesidad de mayor dotación de personal, puesto que requiere una persona de la cabina de control de la máquina y una persona en el suelo para asegurar las operaciones manuales de ayuda que implican además problemas de seguridad.
En otros términos, la puesta en práctica de máquinas multifuncionales o multitarea limitan el número de cubas susceptibles de ser tratadas por una misma máquina, teniendo en cuenta el procedimiento utilizado, lo cual grava de manera suplementaria los costes de funcionamiento de la instalación en cuestión.
Este aumento de los costes es, por lo tanto, en principio inherente a la reducida proporción de utilización de las funciones elementales demasiado numerosas para una misma máquina. Se refiere, por lo tanto, a los tres elementos principales que se encuentran en la ingeniería de este tipo de instalación, a saber:
el material de manutención;
la forma de control de la instalación;
el diseño y la ingeniería de la instalación.
El funcionamiento llamado de "cajón" asociado a dichas máquinas universales requiere además de equipos con unos costes globales muy importantes y muy pesados, costes de explotación que en general son muy elevados.
El objetivo de la presente invención se refiere, por lo tanto, a la optimización de los equipos empezando por aumentar su productividad y como resultado, disminuir tanto los costes de funcionamiento como los costes de construcción de las instalaciones del tipo en cuestión.
Se refiere, por lo tanto, en principio, a un método de control del funcionamiento de una instalación de fabricación de aluminio por electrolisis ígnea del tipo que presenta dos naves de electrolisis, es decir, dos series de cubas paralelas y simétricas una con respecto a la otra en relación con un paso central a nivel del cual se efectúa en especial la manutención de un contenedor de colada de criolita fundida y un contenedor de recepción de aluminio líquido y en el que las dos naves de electrolisis son alimentadas de electricidad en serie.
Este método consiste en asegurar las diferentes operaciones de manutención a nivel de cada una de las cubas necesarias para el funcionamiento de la instalación, según un bucle cerrado, trasladándose los órganos necesarios para dicho funcionamiento a nivel del conjunto de cubas de las...
Reivindicaciones:
1. Método de control del funcionamiento de una instalación de fabricación de aluminio por electrolisis ígnea, del tipo que presenta un conjunto (2, 3) de dos naves de electrolisis, cada una de las cuales tiene una serie de cubas, siendo dichas naves paralelas y simétricas, una con respecto a la otra, en relación con un paso central (4) a nivel del cual se efectúa el transporte de los recipientes de colada de aluminio líquido, caracterizado porque comprende la realización de las diferentes operaciones de manutención a nivel de cada una de las cubas necesarias para el funcionamiento de la instalación según un bucle cerrado, trasladándose los órganos (13, 13', 13'', 13''', 14, 14', 14'', 14''') necesarios para dicho funcionamiento a nivel del conjunto de cubas de las dos naves según ciclos continuos.
2. Método de control del funcionamiento de una instalación de fabricación de aluminio, según la reivindicación 1, caracterizado porque los órganos (13, 13', 13'', 13''', 14, 14', 14'', 14''') necesarios para dicho funcionamiento se trasladan a nivel de la primera nave (2), según un sentido determinado hasta el extremo de dicha nave y a continuación son transferidos a nivel del extremo adyacente de la nave paralela a dicha segunda nave (3) y a continuación se trasladan en sentido inverso con respecto al sentido de traslación adoptado a nivel de dicha primera nave a nivel de dicha segunda nave y finalmente son transferidos a dicha primera nave (2) para volver a empezar de esta manera los diferentes ciclos necesarios para el funcionamiento de la instalación.
3. Método de control del funcionamiento de una instalación de fabricación de aluminio, según una de las reivindicaciones 1 y 2, caracterizado porque los órganos (13, 13', 13'', 13''', 14, 14', 14'', 14''') necesarios para dicho funcionamiento son monofuncionales.
4. Método de control del funcionamiento de una instalación de fabricación de aluminio, según la reivindicación 3, caracterizado porque los órganos monofuncionales funcionan en series o trenes de varios órganos.
5. Método de control del funcionamiento de una instalación de fabricación de aluminio, según una de las reivindicaciones 1 y 2, caracterizado porque los órganos (13, 13', 13'', 13''', 14, 14', 14'', 14''') necesarios para dicho funcionamiento son plurifuncionales.
6. Método de control del funcionamiento de una instalación de fabricación de aluminio, según la reivindicación 5, caracterizado porque los órganos (13, 13', 13'', 13''') constituidos por máquinas de manutención de los ánodos realizan las funciones siguientes:
rotura de la costra superficial que se forma en la superficie superior de cada una de las cubas, es decir, la rotura de esta costra,
recogida de la totalidad o una parte de los trozos procedentes de la rotura de dicha costra,
arrancado propiamente dicho de los ánodos gastados;
colocación de ánodos nuevos.
7. Método de control del funcionamiento de una instalación de fabricación de aluminio, según una de las reivindicaciones 5 y 6, caracterizado porque los órganos (14, 14', 14'', 14''') realiza las funciones siguientes:
elevación de los armazones anódicos;
operaciones de colada de alúmina en las cubas y recepción de aluminio líquido obtenido;
operaciones auxiliares de mantenimiento y correctivas de funcionamiento.
8. Método de control del funcionamiento de una instalación de fabricación de aluminio, según una de las reivindicaciones 5 a 7, caracterizado porque los órganos (13, 13', 13'', 13''', 14, 14', 14'', 14''') necesarios para dicho funcionamiento son trasladados por pares.
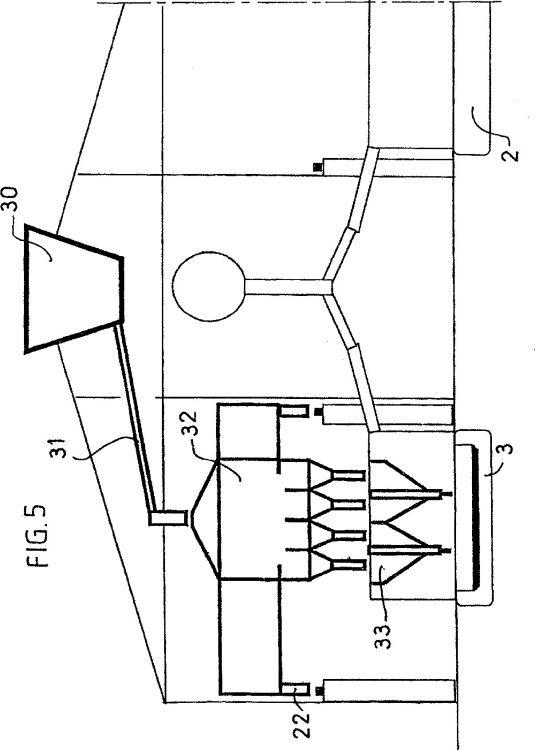
9. Método de control del funcionamiento de una instalación de fabricación de aluminio, según una de las reivindicaciones 5 y 8, caracterizado porque las máquinas (14, 14', 14'', 14''') son llenadas periódicamente con alúmina fundida a partir de una tolva central (30), con la finalidad de permitir proceder al llenado de las cubas electrolíticas después de su vaciado de aluminio líquido.
10. Método de control del funcionamiento de una instalación de fabricación de aluminio, según la reivindicación 9, caracterizado porque el llenado de una cuba de alúmina fundida por una de las máquinas (14, 14', 14'', 14''') se efectúa simultáneamente con el vaciado de la cuba adyacente de aluminio líquido por medio de la misma máquina.
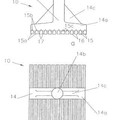
11. Instalación para la fabricación de aluminio por electrolisis ígnea que comprende dos naves de electrolisis (2, 3), cada una de las cuales tiene una serie de cubas de electrolisis, siendo dichas naves simétricas en relación con un paso central (4) a nivel del cual se efectúa el transporte de un recipiente de colada de aluminio fundido, caracterizada:
porque cada una de dichas series de cubas (2, 3) tiene por encima una serie de pares de máquinas (13, 13', 13'', 13''', 14, 14', 14'', 14'''), respectivamente:
porque las dos series de cubas tienen, por encima de las mismas a nivel de sus dos extremos, un puente de transbordo (10, 12), susceptible de permitir la transferencia de las máquinas (13, 13', 13'', 13''', 14, 14', 14'', 14''') de una nave (2) a la nave paralela (3), según un ciclo en bucle cerrado;
y porque dichas máquinas (13, 13', 13'', 13''', 14, 14', 14'', 14''') se trasladan por pares por encima de las cubas.
12. Instalación para la fabricación de aluminio por electrolisis ígnea, según la reivindicación 11, caracterizada porque las máquinas (14, 14', 14'', 14''') están dotadas además de tolvas secundarias (32), destinadas a ser llenadas periódicamente de aluminio fundido a partir de una tolva central (30), y destinadas a proceder al llenado de las cubas de electrolisis después del vaciado del aluminio líquido.
Patentes similares o relacionadas:
Procedimiento de producción de una aleación de aluminio y escandio, del 15 de Enero de 2020, de Obshchestvo S Ogranichennoy Otvetstvennost'yu "Obedinennaya Kompaniya Rusal Inzhenerno-Tekhnologicheskiy Tsentr": Un procedimiento de producción de una aleación de aluminio y escandio que tiene un contenido de escandio de 0,41-4 % en peso que comprende las siguientes etapas […]
Procedimiento para proporcionar energía eléctrica para un consumidor, del 9 de Octubre de 2019, de Caesar, Christoph: Procedimiento para proporcionar energía eléctrica para un consumidor , en el que a) mediante un generador de energía regenerativo […]
Fuente de energía y almacenamiento de energía transportable, del 31 de Julio de 2019, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para el transporte de energía y para el almacenamiento de energía, que comprende los siguientes pasos de procedimiento: […]
Procedimientos para la producción de una aleación de aluminio-zirconio-boro y para la producción simultánea de criolita, del 18 de Mayo de 2016, de Shenzhen Sunxing Light Alloys Materials Co., Ltd: Un procedimiento para la preparación de una aleación de aluminio-zirconio-boro y, de forma sincrónica, la preparación de una criolita que incluye […]
Procedimiento para la preparación de boruro de metal de transición, del 25 de Febrero de 2015, de Shenzhen Sunxing Light Alloys Materials Co., Ltd: Un procedimiento para la preparación de boruro de metal de transición, caracterizado porque: el procedimiento comprende las siguientes etapas: A) se introduce aluminio […]
 Mejora de colada de aluminio mediante la aplicación de un campo electromagnético dirigido, del 13 de Junio de 2013, de ALCOA INC.: Un sistema que comprende:
(a) un recipiente , en el que el recipiente comprende:
(i) un cuerpo , en el que el cuerpo está adaptado para contener […]
Mejora de colada de aluminio mediante la aplicación de un campo electromagnético dirigido, del 13 de Junio de 2013, de ALCOA INC.: Un sistema que comprende:
(a) un recipiente , en el que el recipiente comprende:
(i) un cuerpo , en el que el cuerpo está adaptado para contener […]
 Celdas electrolíticas de reducción de aluminio con ánodos a base de metal, del 1 de Junio de 2012, de Rio Tinto Alcan International Limited: Una celda electrolítica de reducción de aluminio a partir de alúmina, que consta de:
- un ánodo a base de metal que tiene una parte externa […]
Celdas electrolíticas de reducción de aluminio con ánodos a base de metal, del 1 de Junio de 2012, de Rio Tinto Alcan International Limited: Una celda electrolítica de reducción de aluminio a partir de alúmina, que consta de:
- un ánodo a base de metal que tiene una parte externa […]
DISTRIBUCION DE ELECTROLITO RICO EN ALUMINA EN CELULAS DE FABRICACION ELECTROLITICA DE ALUMINIO., del 16 de Noviembre de 2006, de MOLTECH INVENT S.A.: Método para la producción de aluminio en una cuba electrolítica, en particular para la electrólisis de alúmina disuelta en un electrólito de fluoruro fundido, […]