Procedimiento para la conexión mecánica y eléctrica simultánea de dos piezas.
Procedimiento para la conexión mecánica y eléctrica simultánea de dos piezas que solo se cubren parcialmente entre sí,
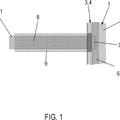
provistas de estructuras eléctricamente conductoras (2, 4; 8, 11; 13, 15, 16, 17) de las cuales por lo menos una está recubierta en una superficie extensa e incluyendo la superficie de conexión con una capa de material eléctricamente aislante (1; 10) para el aislamiento eléctrico y/o la protección mecánica y/o química más allá de la zona de recubrimiento, presionándose las piezas conductoras (2, 4; 8, 11; 13, 15, 16, 17) unas contra otras en la región de sus superficies de conexión, caracterizado por que como material eléctricamente aislante (1; 10) se usa un adhesivo que durante la conexión con formación de un contacto eléctrico (6; 12) entre las superficies de conexión eléctrica de las piezas eléctricamente conductoras (2, 4; 8, 11; 13, 15, 16, 17) entre las mismas y en la región circundante a las mismas se lleva primero a un estado pegajoso y fluido y después a un estado de adhesión permanente para mantener el contacto eléctrico de la conexión.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/007273.
Solicitante: FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V..
Nacionalidad solicitante: Alemania.
Dirección: HANSASTRASSE 27C 80686 MUNCHEN ALEMANIA.
Inventor/es: LINZ,TORSTEN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- H01L23/00 ELECTRICIDAD. › H01 ELEMENTOS ELECTRICOS BASICOS. › H01L DISPOSITIVOS SEMICONDUCTORES; DISPOSITIVOS ELECTRICOS DE ESTADO SOLIDO NO PREVISTOS EN OTRO LUGAR (utilización de dispositivos semiconductores para medida G01; resistencias en general H01C; imanes, inductancias, transformadores H01F; condensadores en general H01G; dispositivos electrolíticos H01G 9/00; pilas, acumuladores H01M; guías de ondas, resonadores o líneas del tipo guía de ondas H01P; conectadores de líneas, colectores de corriente H01R; dispositivos de emisión estimulada H01S; resonadores electromecánicos H03H; altavoces, micrófonos, cabezas de lectura para gramófonos o transductores acústicos electromecánicos análogos H04R; fuentes de luz eléctricas en general H05B; circuitos impresos, circuitos híbridos, envolturas o detalles de construcción de aparatos eléctricos, fabricación de conjuntos de componentes eléctricos H05K; empleo de dispositivos semiconductores en circuitos que tienen una aplicación particular, ver la subclase relativa a la aplicación). › Detalles de dispositivos semiconductores o de otros dispositivos de estado sólido (H01L 25/00 tiene prioridad).
- H01R12/59 H01 […] › H01R CONEXIONES CONDUCTORAS DE ELECTRICIDAD; ASOCIACION ESTRUCTURAL DE UNA PLURALIDAD DE ELEMENTOS DE CONEXION ELECTRICA AISLADOS UNOS DE OTROS; DISPOSITIVOS DE ACOPLAMIENTO; COLECTORES DE CORRIENTE. › H01R 12/00 Asociación estructural de varios elementos de conexión eléctrica mutuamente aislados, especialmente adaptados para circuitos impresos, p. ej. tarjetas de circuito impreso (PCBs), cables planos o de cinta, o estructuras similares básicamente planas, p. ej. bandas terminales, bloques terminales; dispositivos de acoplamiento especialmente adaptados para circuitos impresos, cables planos o de cinta, o estructuras similares básicamente planas; Terminales especialmente adaptados para hacer contacto con, o insertarse en, circuitos impresos, cables planos o de cinta, o estructuras similares básicamente planas (conexiones impresas a, o entre, circuitos impresos H05K 1/11). › para circuitos impresos flexibles, cables planos o de cinta o estructura similares.
- H01R12/62 H01R 12/00 […] › que conectan con circuitos impresos rígidos o estructuras similares.
- H01R4/02 H01R […] › H01R 4/00 Conexiones conductoras de electricidad entre varias piezas conductoras de contacto directo, es decir, que se tocan el uno al otro; Medios para realizar o mantener tales contactos; Conexiones conductoras de electricidad con dos o más emplazamientos de conexión espaciados para los conductores y utilizando piezas de contacto que penetran en el aislamiento. › Conexiones soldadas (H01R 4/62, H01R 12/59, H01R 12/65 tienen prioridad).
- H01R43/02 H01R […] › H01R 43/00 Aparatos o procedimientos especialmente adaptados a la fabricación, montaje, entretenimiento o la reparación de conectores de líneas o de colectores de corriente o para acoplar conductores eléctricos (líneas para trole B60M 1/28). › para conexiones soldadas.
PDF original: ES-2478250_T3.pdf
Fragmento de la descripción:
E09778881
DESCRIPCIÓN
Procedimiento para la conexión mecánica y eléctrica simultánea de dos piezas La invención se refiere a un procedimiento de acuerdo con el término genérico de la reivindicación 1. Un procedimiento de este tipo de acuerdo con el término genérico de la reivindicación 1 se conoce del documento DEA-197 23241.
En los sistemas electrónicos y eléctricos, los conductores eléctricos, exceptuando sus puntos de contacto, normalmente están provistos con un aislamiento eléctrico que debe proveer al mismo tiempo una protección mecánica o química. Dependiendo de los requisitos en cada caso, los aislamientos pueden estar hechos de diferentes materiales, utilizándose en particular polímeros.
La producción de contactos eléctricos entre dos conductores muchas veces se realiza mediante el uso de adhesivos. Para ello se pueden usar tanto adhesivos no conductores (NCA = non-conductive adhesives) como también adhesivos anisotrópicamente conductores (ACA = anisotropically conductive adhesive) . El adhesivo NCA es un adhesivo conductor que mantiene dos piezas conductoras permanentemente en un contacto eléctrico directo. Para producir la conexión, las superficies de contacto de las piezas se presionan la una contra la otra, hasta que el adhesivo que rodea las superficies de contacto se haya endurecido a temperatura incrementada. El adhesivo ACA contiene adicionalmente pequeñas partículas conductoras. Las mismas tienen una separación entre ellas suficientemente grande para que el adhesivo en estado no comprimido no sea conductor. Si en cambio el mismo se comprime, se reduce la distancia entre las partículas y se forman puentes conductores. El adhesivo podrá entonces endurecerse de tal manera que los puentes conductores entre las dos superficies de contacto se mantengan de manera permanente. En las zonas ubicadas fuera de las superficies de contacto, el adhesivo no se densifica, de tal manera que allí continúa siendo no conductor y solamente produce una conexión mecánica entre las piezas.
La conducción eléctrica de este tipo de contactos resulta de la conducción óhmica o del efecto del túnel. También puede producirse por la mezcla de estos dos efectos.
Sin embargo, el contacto eléctrico entre dos piezas conductoras, de las cuales por lo menos una está eléctricamente aislada, presenta la desventaja de que o bien el aislamiento tiene que ser retirado previamente del punto de contacto o que el aislamiento en el punto de contacto ni siquiera tiene que llegar a ser aplicado. Esta etapa del procedimiento, que en cada caso se tiene que llevar a cabo antes de la puesta en contacto propiamente dicha, está asociada con una carga de trabajo adicional y puede tener como consecuencia que determinadas conexiones no se puedan establecer de la manera deseada.
Por lo tanto, un objetivo de la presente invención consiste en proveer un procedimiento para la conexión mecánica y eléctrica simultánea de dos piezas provistas con estructuras eléctricamente conductoras, las cuales solamente se superponen de forma parcial entre sí, y de las que por lo menos una se encuentra recubierta para el aislamiento eléctrico y/o la protección mecánica y/o química más allá del área de cobertura, en superficie extensa e incluyendo la superficie de conexión, con una capa de material aislante, en donde las piezas conductoras en la región de sus superficies de conexión se presionan la una contra la otra, con la ventaja de que dicho paso adicional de la remoción local del aislamiento o de la aplicación selectiva del aislamiento no se requiere, simplificándose considerablemente el procedimiento.
Este objetivo se consigue de acuerdo con la presente invención mediante un procedimiento con las características de la reivindicación 1. Otros desarrollos ventajosos de este procedimiento se derivan de las reivindicaciones subordinadas.
Debido a que como material eléctricamente aislante se usa un adhesivo que durante la formación del contacto eléctrico entre las superficies de conexión eléctrica de las piezas conductoras entre las mismas y en la región circundante a las mismas se lleva a un estado pegajoso y a continuación se lleva a un estado no pegajoso, el proceso de llevar el adhesivo al estado pegajoso también tiene como consecuencia que el mismo se pone en un estado fluido en el que durante la compresión puede ser expulsado de la zona de contacto o comprimido dentro de la misma zona de contacto. Si se usa un adhesivo NCA, el mismo será expulsado fuera de la zona de contacto, y si se usa un adhesivo ACA o un adhesivo ICA (adhesivo isotrópicamente conductor) , el mismo como mínimo será comprimido, de tal manera que en cualquier caso se obtiene una conexión eléctrica entre las piezas conductoras. En el caso de un adhesivo NCA, la conexión mecánica solo existe fuera de la superficie de contacto, mientras que en el caso del adhesivo ACA o del adhesivo ICA dicha conexión también existe en la zona de la superficie de contacto.
Debido a que en el exterior de la superficie de conexión o de contacto eléctrico la compresión de las piezas entre sí no puede resultar en que el material eléctricamente aislante se desplace hacia un costado o se vuelva conductor, la superficie de conexión eléctrica de por lo menos uno de los conductores es más elevado en comparación con la región circundante a los mismos, de tal manera que cuando las superficies de conexión eléctrica entran en contacto mutuo todavía queda una ranura que produce un aislamiento suficiente entre las regiones que circundan a las superficies de conexión eléctrica. Esta superficie de conexión elevada puede estar configurada, por ejemplo, como
E09778881
un contacto metálico tipo stud bump (remache) .
La transformación del material aislante al estado pegajoso y fluido se realiza preferentemente mediante el suministro de calor. Si se usa un adhesivo endurecible por calor, también la transformación al estado no pegajoso (endurecido) se realiza a temperatura elevada. Si se usa un adhesivo de fusión como material aislante, este proceso se logra por refrigeración.
En particular en este caso, el material eléctricamente aislante, que antes de la conexión se encuentra en un estado no pegajoso y sólido, se transforma fácilmente por calor a un estado pegajoso y fluido y posteriormente se puede transformar fácilmente al estado no pegajoso y sólido por refrigeración.
El suministro de calor puede producirse mediante el aumento de la temperatura del espacio circundante, pero también de manera dirigida y puntual mediante la acción de rayos infrarrojos o de luz, ultrasonido, así como campos magnéticos o eléctricos.
Sin embargo, también es posible producir la condición pegajosa y fluida por medios químicos. Así es posible, por ejemplo, añadir al material aislante un disolvente volátil que produzca dicho estado. Después de haberse formado en contacto eléctrico mediante la aplicación de presión, el disolvente envuelve a evaporarse mientras se mantiene la presión, hasta que el material aislante se haya vuelto a solidificar.
Contrariamente a la adhesión conocida con NCA o ACA, el adhesivo aísla y/o protege por lo menos una de las piezas conductoras, allí en donde no contribuye a la conexión mecánica o eléctrica de las piezas. Porque en el exterior de la conexión del mismo permanece inalterado, por lo menos en lo que respecta a su función, y continúa cumpliendo las funciones de un aislante eléctrico y/o de un protector mecánico y/o químico. En el caso de un adhesivo térmicamente endurecible, también es posible que el aislante/adhesivo se someta a un endurecimiento en su totalidad, si esto fuese deseable. No obstante, este endurecimiento posiblemente reduciría una flexibilidad previamente existente de una o ambas piezas.
En una variante, el adhesivo/aislante en un principio no forma parte de uno de los conductores que participan en la formación del contacto. Al igual que en la adhesión con NCA normal, el mismo es una parte separada (por ejemplo, una hoja o una pasta) . A diferencia de la adhesión con NCA, después de la unión el pegamento también cubre zonas de una o de ambas piezas que no contribuyen a la conexión eléctrica o mecánica de las piezas. Aquí el objetivo consiste en el aislamiento eléctrico y/o la protección mecánica y/o química de la pieza o de las piezas. El procedimiento de unión se realiza de la misma manera que en un conductor revestido, aunque muchas veces el adhesivo adicionalmente será llevado a un estado pegajoso (y posiblemente también sometido a una fuerza de compresión) en todos los sitios en donde el mismo deba unirse con el conductor. A este respecto, el procedimiento... [Seguir leyendo]
Reivindicaciones:
E09778881
1. Procedimiento para la conexión mecánica y eléctrica simultánea de dos piezas que solo se cubren parcialmente entre sí, provistas de estructuras eléctricamente conductoras (2, 4; 8, 11; 13, 15, 16, 17) de las cuales por lo menos una está recubierta en una superficie extensa e incluyendo la superficie de conexión con una capa de material eléctricamente aislante (1; 10) para el aislamiento eléctrico y/o la protección mecánica y/o química más allá de la zona de recubrimiento, presionándose las piezas conductoras (2, 4; 8, 11; 13, 15, 16, 17) unas contra otras en la región de sus superficies de conexión, caracterizado por que como material eléctricamente aislante (1; 10) se usa un adhesivo que durante la conexión con formación de un contacto eléctrico (6; 12) entre las superficies de conexión eléctrica de las piezas eléctricamente conductoras (2, 4; 8, 11; 13, 15, 16, 17) entre las mismas y en la región circundante a las mismas se lleva primero a un estado pegajoso y fluido y después a un estado de adhesión permanente para mantener el contacto eléctrico de la conexión.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado por que la capa de material eléctricamente aislante (1; 10) antes de la conexión se encuentra en un estado mecánicamente estable y para realizar la conexión se lleva a un estado pegajoso y fluido.
3. Procedimiento de acuerdo con las reivindicaciones 1 o 2, caracterizado por que la transformación del material aislante (1; 10) al estado pegajoso y fluido se realiza mediante la aplicación de energía al material aislante (1; 10) o a través de un tratamiento químico, y/o por que la transformación del material aislante (1; 10) del estado pegajoso y fluido al estado de adhesión permanente se realiza por refrigeración o por evaporación de un disolvente volátil añadido al material aislante (1; 10) .
4. Procedimiento de acuerdo con cualquiera de las reivindicaciones 1 a 3, caracterizado por que el material aislante (1; 10) es un adhesivo de fusión o un adhesivo termoendurecible.
5. Procedimiento de acuerdo con la reivindicación 4, caracterizado por que el material aislante (1; 10) es de poliuretano.
6. Procedimiento de acuerdo con cualquiera de las reivindicaciones 1 a 5, caracterizado por que el material aislante (1; 10) se aplica como parte separada y/o en forma de una hoja o pasta sobre por lo menos una de las piezas eléctricamente conductoras (2; 8) .
7. Procedimiento de acuerdo con cualquiera de las reivindicaciones 1 a 6, caracterizado por que el material aislante (1; 10) en el estado pegajoso y fluido es comprimido como adhesivo mezclado con partículas conductoras mediante la compresión de las superficies de conexión eléctrica de las dos piezas (2, 4; 8, 11) entre sí, o siendo un adhesivo no conductor es expulsado de la superficie de conexión eléctrica, después de lo cual el material aislante (1; 10) se lleva al estado de adhesión permanente.
8. Procedimiento de acuerdo con cualquiera de las reivindicaciones 1 a 5, caracterizado por que la superficie de conexión eléctrica de por lo menos uno de los conductores (2, 4; 8, 11) presenta una elevación en relación a la región circundante y/o es un contacto metálico configurado como stud bump.
9. Procedimiento de acuerdo con cualquiera de las reivindicaciones 1 a 8, caracterizado por que para diferentes conexiones que hay que formar selectivamente entre por lo menos dos piezas se usan diferentes adhesivos (1; 10) .
10. Procedimiento de acuerdo con cualquiera de las reivindicaciones 1 a 9, caracterizado por que por lo menos una de las piezas conductoras es un cable o cinta de cable (3) aislado con el adhesivo, un hilo conductor (8) , alambre o cordón aislado con el adhesivo, o un hilo conductor (8) , alambre o cordón dispuesto sobre una capa textil o una capa de fieltro o alojado dentro de las mismas.
11. Procedimiento de acuerdo con la reivindicación 10, caracterizado por que el hilo (8) consiste en fibras eléctricamente conductoras o es un hilo formado por fibras eléctricamente conductoras y no conductoras.
12. Procedimiento de acuerdo con cualquiera de las reivindicaciones 1 a 11, caracterizado por que una de las piezas conductoras es un contacto de conexión (11) de un elemento constructivo emisor de luz (7) que en por lo menos uno de sus lados está provisto en toda la superficie o parcialmente de una capa conductora, un contacto de conexión de un sensor o de un actuador, o un contacto de conexión de una disposición de antena.
13. Procedimiento de acuerdo con cualquiera de las reivindicaciones 1 a 9, caracterizado por que la pieza eléctricamente conductora, recubierta en una superficie extensa con la capa de material eléctricamente aislante (1) es un substrato (13) provisto de conductores impresos (14) recubiertos con la capa de material eléctricamente aislante (1) , y por que la conexión mecánica y eléctrica se forma entre el substrato (13) y por lo menos un flip-chip (15, 16) para ser aplicado sobre el mismo y/o por lo menos un componente pasivo (17) para ser aplicado sobre el mismo, extendiéndose los conductores impresos (14) por lo menos parcialmente fuera de la zona de solapadura entre el substrato (13) y los flip chips (15, 16) o los componentes pasivos (17) .
E09778881
14. Procedimiento de acuerdo con cualquiera de las reivindicaciones 1 a 9, caracterizado por que las piezas eléctricamente conductoras son conductores que se cruzan entre sí.
15. Conexión entre dos piezas eléctricamente conductoras que se cubren solo parcialmente entre sí, de las cuales por lo menos una está recubierta en una superficie extensa, más allá de la zona de solapadura, con una capa de material eléctricamente aislante para el aislamiento eléctrico y/o para la protección mecánica y/o química de la misma, caracterizada por que el material aislante es un adhesivo que mantiene mecánicamente unidas las piezas eléctricamente conductoras en la zona de recubrimiento.
Patentes similares o relacionadas:
Luna con un elemento de conexión eléctrica y con un cable flexible de conexión, del 15 de Julio de 2020, de SAINT-GOBAIN GLASS FRANCE: Luna con al menos un elemento de conexión eléctrica y un cable de conexión, que comprende al menos: - un sustrato , - una estructura […]
Procedimiento para fabricar un elemento de conexión eléctrico, del 13 de Noviembre de 2019, de AUTO-KABEL MANAGEMENT GMBH: Procedimiento para fabricar un elemento de conexión eléctrico , que comnprende - proporcionar una primera pieza plana de un sustrato […]
Conexiones y métodos de cables superconductores, del 6 de Noviembre de 2019, de Advanced Conductor Technologies LLC: Una estructura de conector para un cable superconductor que tiene una pluralidad de cintas superconductoras enrolladas alrededor […]
 Procedimiento para producir un subconjunto de conexión de un cuerpo plano, del 30 de Octubre de 2019, de SAINT-GOBAIN GLASS FRANCE: Procedimiento para producir un subconjunto de conexión de un cuerpo plano , que comprende las siguientes etapas:
- poner a disposición un cuerpo plano […]
Procedimiento para producir un subconjunto de conexión de un cuerpo plano, del 30 de Octubre de 2019, de SAINT-GOBAIN GLASS FRANCE: Procedimiento para producir un subconjunto de conexión de un cuerpo plano , que comprende las siguientes etapas:
- poner a disposición un cuerpo plano […]
Conector de control electrónico, control electrónico para accionar un compresor hermético, del 23 de Octubre de 2019, de Embraco Indústria de Compressores e Soluções em Refrigeração Ltda: Conector de control electrónico para conectar un pin de un conector de un compresor hermético a una pista de una placa de circuito impreso , comprendiendo […]
Procedimiento para la realización tecnológicamente optimizada de uniones por soldadura indirecta, del 2 de Octubre de 2019, de FEW Fahrzeugelektrikwerk GmbH & Co. KG: Procedimiento para la realización tecnológicamente optimizada de uniones por soldadura indirecta exentas de plomo, en el que al menos una de las partes que han […]
Procedimiento para realizar una unión por soldadura indirecta, conector eléctrico para la unión por soldadura indirecta a un cable coaxial y uso de un conector de este tipo, del 21 de Agosto de 2019, de TELEGARTNER KARL GARTNER GMBH.: Procedimiento para realizar una unión por soldadura indirecta entre al menos dos componentes , en el que, para fundir un material de […]
Unión de conexión con una disposición de cable y una disposición de placa, así como método para establecer esta unión de conexión, del 15 de Mayo de 2019, de MD Elektronik GmbH: Unión de conexión con una disposición de cable y una disposición de placa , con las características siguientes: - la disposición de […]