Procedimiento para conectar un conducto de transferencia de calor y un tubo capilar.
Procedimiento de conexión de un conducto de transferencia de calor y un tubo capilar,
en el que dicho tubocapilar (41) tiene un diámetro menor que el de dicho conducto de transferencia de calor y es conectado a unaparte extrema de dicho conducto de transferencia de calor (12) constituyendo un cambiador de calor (1),caracterizado por:
un proceso de fabricación de un ensanchamiento que forma una parte cilíndrica ensanchada (4) que tiene undiámetro de conducto superior al de dicho conducto de transferencia de calor, en la parte extrema del conductode dicho conducto de transferencia de calor;
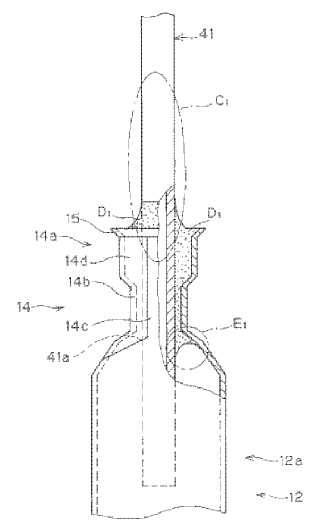
un proceso de aplanamiento por aplastamiento que, al aplanar por aplastamiento en la dirección longitudinal delconducto, solamente la parte en el lado opuesto del lado de la cara extrema del conducto de dicha parteensanchada, forma una parte pinzada (14a) en la que la parte extrema de dicho tubo capilar es insertada desdeel lado de la cara extrema del conducto de dicha parte ensanchada y una parte (14d) para la reunión de materialde relleno de soldadura para reunir en la cara del extremo del conducto de dicha parte pinzada en el material derelleno de soldadura que fluye hacia dentro de dicha parte pinzada; y
un proceso de soldadura que suelda dicho tubo capilar a dicho conducto de transferencia de calor por inserciónde la parte extrema de dicho tubo capilar dentro de dicha parte pinzada y haciendo fluir el material de relleno desoldadura hacia dentro de dicha parte de reunión de dicha parte de relleno de soldadura.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2004/007489.
Solicitante: DAIKIN INDUSTRIES, LTD..
Nacionalidad solicitante: Japón.
Dirección: UMEDA CENTER BUILDING, 4-12, NAKAZAKI-NISHI 2-CHOME, KITA-KU OSAKA-SHI, OSAKA 530-8323 JAPON.
Inventor/es: KITAMURA,YOSHINORI, SAHARA,NOBUHIRO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D19/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 19/00 Conformación u otro tratamiento de los bordes, p. ej. de los bordes de los tubos. › mediante la acción única o sucesiva de herramientas de presión, p. ej. mandíbulas de alicates.
- B21D39/04 B21D […] › B21D 39/00 Utilización de procedimientos que permitan el ensamblaje de objetos o de partes de objetos, p. ej. revestimiento con chapas, que no sea por chapado (remachado B21J; ensamblado de elementos por forjado o prensado al objeto de que formen una sola pieza B21K 25/00 ); Dispositivos de mandrinaje de tubos. › de tubos con tubos; de tubos con barras.
- B21D53/08 B21D […] › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › a partir de chapas y de tubos metálicos simultáneamente.
- B23K1/00 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › Soldadura sin fusión, p. ej. brazing, o desoldeo (B23K 3/00 tiene prioridad; caracterizadas únicamente por el uso de materiales o de un medio ambiente particular B23K 35/00; en la fabricación de circuitos impresos H05K 3/34).
- B23K1/14 B23K […] › B23K 1/00 Soldadura sin fusión, p. ej. brazing, o desoldeo (B23K 3/00 tiene prioridad; caracterizadas únicamente por el uso de materiales o de un medio ambiente particular B23K 35/00; en la fabricación de circuitos impresos H05K 3/34). › especialmente adaptada para hacer juntas continuas (fabricación de tubos que comportan operaciones distintas a la soldadura sin fusión B21C).
- B23K1/18 B23K 1/00 […] › de juntas circulares, p. ej. soldadura de cuerpos de caldera.
- B23K101/14 B23K […] › B23K 101/00 Objetos fabricados por soldadura sin fusión, soldadura o corte. › Intercambiadores de calor.
- F25B39/00 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F25 REFRIGERACION O ENFRIAMIENTO; SISTEMAS COMBINADOS DE CALEFACCION Y DE REFRIGERACION; SISTEMAS DE BOMBA DE CALOR; FABRICACION O ALMACENAMIENTO DEL HIELO; LICUEFACCION O SOLIDIFICACION DE GASES. › F25B MAQUINAS, INSTALACIONES O SISTEMAS FRIGORIFICOS; SISTEMAS COMBINADOS DE CALEFACCION Y DE REFRIGERACION; SISTEMAS DE BOMBA DE CALOR (sustancias para la transferencia, intercambio o almacenamiento de calor, p. ej. refrigerantes, o sustancias para la producción de calor o frío por reacciones químicas distintas a la combustión C09K 5/00; bombas, compresores F04; utilización de bombas de calor para la calefacción de locales domésticos o de otros locales o para la alimentación de agua caliente de uso doméstico F24D; acondicionamiento del aire, humidificación del aire F24F; calentadores de fluidos que utilizan bombas de calor F24H). › Evaporadores; Condensadores.
- F25B39/02 F25B […] › F25B 39/00 Evaporadores; Condensadores. › Evaporadores.
- F25B41/06
- F28F9/26 F […] › F28 INTERCAMBIO DE CALOR EN GENERAL. › F28F PARTES CONSTITUTIVAS DE APLICACION GENERAL DE LOS APARATOS INTERCAMBIADORES O DE TRANSFERENCIA DE CALOR (materiales de transferencia de calor, de intercambio de calor o de almacenamiento de calor C09K 5/00; purgadores de agua o aire, ventilación F16). › F28F 9/00 Carcasas; Cabezales; Soportes auxiliares para elementos; Elementos auxiliares dentro de las carcasas. › Disposiciones para empalmar secciones diferentes de elementos cambiadores de calor, p. ej. de radiadores (empalme de secciones diferentes en los calentadores de agua F24H 9/14).
PDF original: ES-2414085_T3.pdf
Fragmento de la descripción:
Procedimiento para conectar un conducto de transferencia de calor y un tubo capilar
La presente invención se refiere a un procedimiento para conectar un conducto de transferencia de calor y un tubo capilar, a un dispositivo para conectar el conducto de transferencia de calor y el tubo capilar, y a un cambiador de calor que comprende dicho dispositivo.
Antecedentes técnicos Entre los cambiadores de calor utilizados en acondicionamiento de aire y similares se conoce un tipo de aletas transversales, tal como se ha mostrado en al figura 1. La figura 1 es una vista en perspectiva esquemática que muestra un cambiador de calor 101 como ejemplo de cambiador de calor del tipo de aletas transversales.
El cambiador de calor 101 comprende una serie de placas en forma placas de aletas 11 dispuestas en paralelo a intervalos predeterminados, una serie de conductos 12 de transferencia de calor que atraviesan la seri de placas de aletas 11 en la dirección del grueso de las placas, una serie de conductos en forma de U 31, conectando cada conducto en forma de U 31 las partes extremas 12a del conducto correspondiente a un par de conductos 12 de transferencia de calor, un conducto colector 32 que conecta las partes extremas de los conductos 12a de una serie de conductos de transferencia de calor 12 y una serie de tubos capilares 41 que se ramifican de un distribuidor 33, y que están conectados a las partes extremas 12a de los conductos 12 de transferencia de calor.
La serie de conductos 12 de transferencia de calor atraviesa la serie de placas de aletas 11, según la dirección del grosor de la placa, y cada uno de lo conductos de transferencia de calor 12 es expandido en toda su longitud (que a continuación se referirá como fabricación ensanchada primaria) y es unido a las placas de aletas 11. Además, la parte extrema 12a de cada conducto 12 de transferencia de calor es expandida, además, en dos etapas (a las que se harán referencia a continuación como fabricación ensanchada secundaria y terciaria) para formar una parte de gran diámetro cilíndrica ensanchada 14 y una parte auxiliar ensanchada 15 en el lado de la cara extrema del conducto de la parte ensanchada 14 (ver figura 2) . Los conductos en forma de U 31, el conducto colector 32 y los tubos capilares 41 están soldados a la parte ensanchada 14 formada en cada parte extrema 12a de cada conducto.
A continuación, el procedimiento convencional de conexión y el dispositivo para conectar el conducto de transferencia de calor 12 y los tubos capilares 41 se explicarán utilizando las figuras 2 a 7. La figura 2 es una vista en sección transversal (antes del aplanado por aplastamiento) que muestra la fabricación por aplanado por aplastamiento de la parte ensanchada 14, en la que se utiliza una unidad de pinzado 161. La figura 3 es una vista en sección según la línea de corte A-A de la figura 2. La figura 4 es una vista en sección (después del aplanado por aplastamiento) que muestra la fabricación del aplanado por aplastamiento de la parte ensanchada 14, en la que se utiliza la unidad de pinzado 161. La figura 5 es una vista en sección, según la línea de corte A-A de la figura 4. La figura 6 es una vista (parcialmente seccionada) del dispositivo para conectar el conducto de transferencia de calor 12 y el tubo capilar 41 visto desde la dirección del aplanado por aplastamiento de la parte ensanchada 14. La figura 7 es una vista (parcialmente seccionada) desde la dirección de flecha B de la figura 6.
En primer lugar, se lleva a cabo la fabricación del aplanado por aplastamiento en la parte ensanchada 14 del conducto de transferencia de calor 12 en la dirección longitudinal del conducto para formar una parte pinzada 114a, en la que se inserta una parte extrema de tubo 41a del tubo capilar 41.
En este caso, la unidad de pinzado 161 utilizada en la fabricación del aplanado por aplastamiento tiene un par de palancas 162 y las partes de la punta de las mismas son capaces de separarse y acercarse entre sí. La superficie opuesta de la parte de la punta de cada palanca 162 está dotada de una ranura en forma de U 162a. Además, un pasador 163 queda dispuesto entre las partes de la punta del par de palancas 162. El pasador 163 comprende la parte de retención 163a conformada en forma de chapa, y una parte columnar 163b dispuesta en el lado de la punta de la parte de retención 163a. La parte columnar 163b está dispuesta entre las ranuras en forma de U 162a del par de palancas 162, y es la parte que, al quedar interpuesta entre el par de palancas 162 en dirección lateral, forma una parte pinzada 114a de la parte tubular 114b (ver figuras 4 y 5) , teniendo un espacio en el que la parte extrema 41a del tubo capilar 41 queda insertada.
Además, tal como se ha mostrado en las figuras 2 y 3, la parte extrema 12a del conducto de transferencia de calor 12, en la que está conectado al tubo capilar 41, está insertada entre las partes de la punta del par de palancas 162 de la unidad de pinzado 161, y la cara extrema de la parte 12a del extremo del conducto es llevada a establecer contacto con la cara de la punta de la parte de retención 163a. De esta manera, la parte columnar 163b es insertada en la parte extrema 12a del conducto.
A continuación, las partes de la punta del par de palancas 162 son cerradas. Al proceder de este modo, tal como se ha mostrado en las figuras 4 y 5, subsiste la parte tubular 114b, que tiene un espacio en el que está insertada la parte extrema 41a del tubo capilar 41, la práctica totalidad de la parte ensanchada 114 está aplanada por aplastamiento en dirección lateral del conducto, formando de esta manera la parte pinzada 114a. La parte pinzada 114a tiene una parte tubular 114b que tiene un espacio en la que está insertada la parte extrema del tubo capilar 41, y una parte sellada aplanada por aplastamiento 114c formada en ambos lados de la parte tubular 114b.
A continuación, tal como se ha mostrado en las figuras 6 y 7, la parte extrema 41a del tubo capilar 41 es insertada en la parte tubular 114b de la parte extrema 12a del conducto de transferencia de calor 12. Además, la parte extrema 41a del tubo capilar 41 y la parte tubular 114b están soldadas. Para sellar la parte extrema 12a del conducto de transferencia de calor 12, se suelda la parte 114c sellada por aplanado por aplastamiento.
De esta manera, el conducto de transferencia de calor 12 y el tubo capilar 41 que tiene un diámetro menor que el conducto de transferencia de calor 12 son conectados por soldadura directa (JP HEI 6-307736) .
Materia de la invención En el procedimiento de conexión y en el dispositivo para conectar el conducto de transferencia de calor antes mencionado 12 y el tubo capilar 41, el grosor de pared del conducto de transferencia de calor 12, desafortunadamente se adelgaza debido a la fabricación de expansión sucesiva de la fabricación primaria a terciaria ensanchadas, y la unión entre el conducto de transferencia de calor 12 y el tubo capilar 41 es calentada, por lo tanto, durante la soldadura, principalmente el tubo capilar 41 (específicamente la región C mostrada en las figuras 6 y 7) , a efectos de impedir el sobrecalentamiento del conducto de transferencia de calor 12. Como consecuencia, el calentamiento de la parte del lado opuesto de la cara extrema del conducto de la parte pinzada 114a es insuficiente, haciendo difícil que el material de relleno de soldadura fluya hacia la parte situada en la cara opuesta del lado extremo del conducto de la parte pinzada 114a (ver el material de relleno de soldadura D mostrado por líneas de rayado de las figuras 6 y 7) .
De esta manera, la unión del conducto de transferencia de calor 12 y el tubo capilar 41, en la parte del lado opuesto de la cara extrema del conducto de la parte pinzada 114a resulta poco adecuada, produciendo la concentración de estrés en el intersticio (ver la región E en la figura 7) entre la superficie periférica externa del tubo capilar 41 y la superficie interna de la parte pinzada 114a, lo que puede tener como resultado una disminución en la fuerza de compresión. De este modo, en el procedimiento de conexión antes mencionado del conducto de transferencia de calor y del tubo capilar 41, la fuerza de compresión de la unión no se puede asegurar de manera fiable.
Es un objetivo de la presente invención, asegurar de manera fiable la resistencia a la compresión de la unión entre un conducto de transferencia de calor y un tubo capilar, cuando se efectúa la soldadura directa del tubo capilar al conducto de transferencia de calor.
Un procedimiento de conexión de un conducto de transferencia de calor y de un tubo capilar, de acuerdo con la invención, es un procedimiento de conexión de un conducto de transferencia de calor y un tubo capilar, en el que el tubo... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de conexión de un conducto de transferencia de calor y un tubo capilar, en el que dicho tubo capilar (41) tiene un diámetro menor que el de dicho conducto de transferencia de calor y es conectado a una parte extrema de dicho conducto de transferencia de calor (12) constituyendo un cambiador de calor (1) , caracterizado por:
un proceso de fabricación de un ensanchamiento que forma una parte cilíndrica ensanchada (4) que tiene un diámetro de conducto superior al de dicho conducto de transferencia de calor, en la parte extrema del conducto de dicho conducto de transferencia de calor;
un proceso de aplanamiento por aplastamiento que, al aplanar por aplastamiento en la dirección longitudinal del conducto, solamente la parte en el lado opuesto del lado de la cara extrema del conducto de dicha parte ensanchada, forma una parte pinzada (14a) en la que la parte extrema de dicho tubo capilar es insertada desde el lado de la cara extrema del conducto de dicha parte ensanchada y una parte (14d) para la reunión de material de relleno de soldadura para reunir en la cara del extremo del conducto de dicha parte pinzada en el material de relleno de soldadura que fluye hacia dentro de dicha parte pinzada; y
un proceso de soldadura que suelda dicho tubo capilar a dicho conducto de transferencia de calor por inserción de la parte extrema de dicho tubo capilar dentro de dicha parte pinzada y haciendo fluir el material de relleno de soldadura hacia dentro de dicha parte de reunión de dicha parte de relleno de soldadura.
2. Procedimiento de conexión de un conducto de transferencia de calor y un tubo capilar, según la reivindicación 1, en el que en dicho proceso de fabricación del ensanchamiento se forma una parte ensanchada auxiliar (15) que tiene un diámetro de conducto superior al de dicha parte ensanchada formada en el lado de la cara extrema del conducto de dicha parte ensanchada (14) .
3. Procedimiento de conexión de un conducto de transferencia de calor y un tubo capilar, según la reivindicación 1 ó 2, en el que la parte ensanchada (14) formada en dicho proceso de fabricación tiene una longitud mínima de 5 mm y menor de 10 mm en la dirección longitudinal del conducto, y la longitud en la dirección longitudinal del conducto de dicha parte pinzada (14a) formada en dicho proceso de aplanamiento por aplastamiento es, como mínimo, 0, 4 veces y menos de 0, 6 veces la longitud de dicha parte ensanchada en la dirección longitudinal del conducto.
4. Dispositivo de conexión de un conducto de transferencia de calor y un tubo capilar que conecta un tubo capilar (41) que tiene un diámetro más reducido que el de dicho conducto de transferencia de calor a la parte extrema del conducto de transferencia de calor (12) , constituyendo el cambiador de calor (1) , comprendiendo el dispositivo de conexión el conducto de transferencia de calor y el tubo capilar, caracterizado por
aplanar por aplastamiento en la dirección longitudinal del conducto solamente la parte del lado opuesto del lado de la cara extrema del conducto de la parte ensanchada cilíndrica (14) , teniendo un diámetro del conducto superior al de dicho conducto de transferencia de calor formado en la parte extrema de dicho conducto de transferencia de calor, una parte pinzada (14a) , en la que la parte extrema de dicho tubo capilar es insertada desde el lado de la cara extrema del conducto de dicha parte ensanchada y una parte (14d) de reunión del material de relleno de soladura para reunir sobre la cara extrema del conducto de dicha parte pinzada el material de relleno de soldadura que fluye hacia dentro de dicha parte pinzada; y
en la situación de inserción desde el lado de la cara extrema del conducto de dicha parte ensanchada dentro de dicha parte pinzada, la parte extrema de dicho tubo capilar es soldada a dicho conducto de transferencia de calor.
5. Dispositivo de conexión de un conducto de transferencia de calor y un tubo capilar, según la reivindicación 4, en el que la parte ensanchada auxiliar (15) que rodea el perímetro de dicha parte de reunión del material de relleno de soldadura está formada además en el lado de la cara extrema del conducto de dicha parte (14d) de reunión de un material de relleno de soldadura.
6. Dispositivo de conexión de un conducto de transferencia de calor y un tubo capilar, según la reivindicación 4 ó 5, en el que dicha parte ensanchada (14) tiene una longitud en la dirección longitudinal del conducto de, como mínimo, 5 mm, y menos de 10 mm; y la longitud de dicha parte pinzada (14a) en la dirección longitudinal del conducto es, como mínimo, 0, 4 veces y menos de 0, 6 veces la longitud de dicha parte ensanchada en la dirección longitudinal del conducto.
7. Cambiador de calor (1) , que comprende: una serie de placas de aleta (11) dispuestas en paralelo a intervalos predeterminados; una serie de conductos de transferencia de calor (12) que atraviesan dicha serie de placas de aleta en la
dirección del grosor de las placas; y
un tubo capilar (41) conectado a la parte extrema de cada conducto de transferencia de calor y teniendo un diámetro menor que el de dicho conducto de transferencia de calor, caracterizado porque dicho conducto de transferencia de calor y dicho tubo capilar están conectados por el dispositivo para conectar
el conducto de transferencia de calor y el tubo capilar, según cualesquiera de las reivindicaciones 4 a 6.
Patentes similares o relacionadas:
Dispositivo de ciclo de refrigeración, del 29 de Julio de 2020, de MITSUBISHI ELECTRIC CORPORATION: Un aparato de ciclo de refrigeración que comprende: un circuito de refrigerante que permite que refrigerante circule a través del mismo; […]
Vaporizador para gas licuado a baja temperatura, del 24 de Junio de 2020, de KABUSHIKI KAISHA KOBE SEIKO SHO: Un vaporizador para gas licuado a baja temperatura, comprendiendo: múltiples bloques de tubos de vaporización teniendo cada uno múltiples […]
Evaporador de intercambiador de calor con microcanales, del 24 de Junio de 2020, de CARRIER CORPORATION: Un intercambiador de calor que incluye: un primer banco 5 de tubos que incluye un colector de entrada y una pluralidad de primeros […]
Distribuidor para un intercambiador de calor de placas, del 29 de Abril de 2020, de Viessmann Werke GmbH & Co. KG: Distribuidor para un intercambiador de calor de placas que comprende un cuerpo de distribuidor con un espacio interior , por el que […]
Aparato para el intercambio de calor, del 25 de Marzo de 2020, de Icegen Patent Corp: Un aparato para el intercambio de calor , que comprende: al menos una entrada de fluido ; al menos una salida de fluido ; […]
Distribuidor de flujo y sistema de control ambiental proporcionado con el mismo, del 18 de Marzo de 2020, de AAF-MCQUAY INC.: Distribuidor de flujo adaptado para distribuir refrigerante bifásico en una pluralidad de trayectorias de flujo, comprendiendo el distribuidor de flujo: […]
Dispositivo distribuidor de refrigerante e intercambiador de calor equipado con tal dispositivo distribuidor de refrigerante, del 11 de Marzo de 2020, de MITSUBISHI ELECTRIC CORPORATION: Un dispositivo distribuidor de refrigerante que comprende: un cabezal (10a) que tiene una configuración en la cual el cabezal (10a) se puede conectar a […]
Conjunto evaporador para aparato de fabricación de hielo y método, del 11 de Marzo de 2020, de Scotsman Group LLC: Conjunto evaporador para un aparato de fabricación de hielo, que comprende: una superficie (110A, 210A) de congelación vertical sustancialmente plana; […]