Procedimiento y aparato de producción de fibras ópticas con dispersión en modo de polarización reducida.
Procedimiento de fabricación de una fibra óptica, que comprende las etapas de
- estirar una fibra a lo largo de una dirección de estirado (Y-Y) a partir de una preforma calentada,
mediante la aplicación de una fuerza de tracción a la fibra;
- hilar la fibra mientras se estira,
en el que la etapa de hilado de la fibra comprende las subetapas de
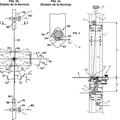
- colocar un primero (3a) y un segundo (3b) rodillos de hilado paralelos por el lado opuesto de la fibra,
- estando estos primer y segundo (3a, 3b) rodillos de hilado paralelos
- parcialmente solapados a lo largo de la dirección de estirado (Y-Y),
- separados entre sí a lo largo de la dirección de estirado,
- con los ejes longitudinales dispuestos en un plano común (A) formando un ángulo (α1) respecto a un plano ortogonal a la dirección de estirado; y
- formando una separación (G) entre las superficies exteriores relativas, mayor que el diámetro exterior de la fibra óptica,
- enrollar la fibra en el primer rodillo de hilado (3a) mediante un primer arco de bobinado, de tal manera que se genera una fuerza de fricción entre la fibra y el primer rodillo de hilado resultante de dicho primer arco de bobinado y a partir de dicha fuerza de tracción;
- enrollar la fibra sobre el segundo rodillo de hilado (3b) mediante un segundo arco de bobinado, de tal manera que se genera una fuerza de fricción entre la fibra y el segundo rodillo de hilado resultante de dicho segundo arco de bobinado y a partir de dicha fuerza de tracción,
- guiar la fibra en un plano vertical perpendicular a los ejes de los rodillos de hilado, haciendo que la fibra pase entre un par de rodillos de guiado (2a, 2b), respectivamente, dispuestos aguas arriba del primer rodillo de hilado (3a) y aguas abajo del segundo rodillo de hilado (3b), teniendo dichos rodillos de guiado (2a, 2b) un eje de rotación ortogonal al eje de rotación de los rodillos de hilado;
- desplazar axialmente dicho primer rodillo de hilado y dicho segundo rodillo de hilado entre sí, de tal manera que la fibra se hace rodar sobre la primera y segunda superficies de los rodillos de hilado mediante dicha fuerza de fricción.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/013998.
Solicitante: PRYSMIAN S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIALE SARCA 222 20126 MILANO ITALIA.
Inventor/es: SARCHI, DAVIDE, ROBA, GIACOMO, STEFANO, PATA,Roberto, TEDESCHI,MARCO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C03B37/027 QUIMICA; METALURGIA. › C03 VIDRIO; LANA MINERAL O DE ESCORIA. › C03B FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA; PROCESOS SUPLEMENTARIOS EN LA FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA (tratamiento de la superficie C03C). › C03B 37/00 Fabricación o tratamiento de fragmentos, fibras o filamentos a partir de vidrio, minerales o escorias reblandecidas. › Fibras constituidas por diferentes clases de vidrio, p. ej. fibras ópticas (C03B 37/028 tiene prioridad).
- C03B37/03 C03B 37/00 […] › Medios de estirado, p. ej. tambor de estirado.
PDF original: ES-2476019_T3.pdf
Fragmento de la descripción:
Procedimiento y aparato de producciïn de fibras ïpticas con dispersiïn en modo de polarizaciïn reducida La presente invenciïn se refiere a un procedimiento y a un aparato de producciïn de fibras ïpticas.
Una luz que se desplaza en una fibra ïptica tiene dos modos de polarizaciïn. Para las fibras ïpticas que son perfectamente simïtricas de manera circular, tanto en geometrïa como en tensiïn interna y aplicada, el funcionamiento a una longitud de onda o en un intervalo de longitudes de onda que se considera como de un "modo ïnico" en realidad soporta dos modos de polarizaciïn ortogonales, en el que los dos modos de polarizaciïn se degeneran, propagïndose a la misma velocidad de grupo y sin retraso de tiempo despuïs de viajar la misma distancia en la fibra.
En la fibra prïctica de un solo modo, diversas imperfecciones, tales como la tensiïn lateral asimïtrica y un nïcleo no circular tïpicamente rompen la simetrïa circular de la fibra ideal. Como resultado, los dos modos de polarizaciïn se propagan con diferentes constantes de propagaciïn. La diferencia entre las constantes de propagaciïn se denomina birrefringencia, estando dada la magnitud de la birrefringencia por la diferencia en las constantes de propagaciïn de los dos modos ortogonales.
La birrefringencia hace que el estado de polarizaciïn de la luz que se propaga en la fibra evolucione periïdicamente a lo largo de la longitud de la fibra. Ademïs de causar cambios periïdicos en el estado de polarizaciïn de la luz que viaja en una fibra, la presencia de birrefringencia significa que los dos modos de polarizaciïn viajan a diferentes velocidades de grupo, aumentando la diferencia a medida que aumenta la birrefringencia. El diferencial de retardo de tiempo entre los dos modos de polarizaciïn se llama dispersiïn del modo de polarizaciïn (PMD) .
La PMD provoca una distorsiïn de la seïal, que perjudica a la alta velocidad de bits y a los sistemas de comunicaciïn analïgicos.
La PMD se puede reducir hilando la fibra.
Para los fines de la presente descripciïn y de las reivindicaciones, por hilado de la fibra nos referimos a la aplicaciïn de una torsiïn a lo largo del eje de la fibra ïptica; mïs en particular, salvo que se especifique de otra manera, en la presente descripciïn y en las reivindicaciones por hilado de las fibras nos referimos a una torsiïn aplicada alternativamente en direcciones opuestas ("hilado alternativo") , es decir, la fibra tiene algunas vueltas en una direcciïn, seguidas por algunas vueltas en la direcciïn opuesta .Preferiblemente, cuando se aplica este hilado alternativo, la torsiïn general en la fibra resultante es generalmente nula, o tiene un valor muy pequeïo.
Durante el proceso de hilado, una fibra sufre una rotaciïn axial en una direcciïn desde cero hasta el valor mïximo de rotaciïn (vuelta/m) , se mantiene en dicho valor de rotaciïn mïxima y luego disminuye la rotaciïn a cero y ademïs a un valor de rotaciïn negativo, es decir, rotaciïn en la direcciïn opuesta.
La funciïn por la cual dicha rotaciïn varïa en el tiempo se denomina funciïn de hilado.
La funciïn de hilado aplicada y la funciïn de hilado obtenida tïpicamente difieren, dependiendo de varios factores del proceso y del aparato utilizado, que incluyen, por ejemplo, el tipo de funciïn de hilado aplicada, las caracterïsticas del aparato de hilado, por ejemplo, el posible deslizamiento de la fibra o similar que puede tener lugar, la capacidad de respuesta global de la torre de estirado, etc.
El documento US 5.298.047 divulga un procedimiento de fabricaciïn de fibra ïptica, tïpicamente fibra de modo ïnico, que se puede utilizar para producir fibra que tiene una baja PMD. El procedimiento comprende proporcionar una preforma de fibra ïptica convencional, calentar al menos una porciïn de la preforma a una temperatura de estirado convencional, y estirar la fibra ïptica a partir de la preforma calentada en una forma tal que se imprime una vuelta sobre la fibra. Una vuelta estï "impresa" en la fibra en el presente documento si el material de fibra en la zona caliente se hace que se deforme por torsiïn, congelïndose la deformaciïn en la fibra, de tal manera que la fibra exhibe una "vuelta" permanente, es decir, una deformaciïn de torsiïn permanente.
El documento EP 0 785 913 divulga un procedimiento en el que un par de torsiïn se aplica a una fibra mediante la extensiïn de la propia fibra entre un par de ruedas que giran en sentidos opuestos entre sï y se desplaza hacia atrïs y hacia adelante en relaciïn entre sï en una direcciïn sustancialmente perpendicular a la direcciïn de desplazamiento de la fibra a travïs las ruedas; las ruedas estïn dispuestas de tal manera que la fibra se extiende sustancialmente tangencial a la superficie curvada de las propias ruedas y se presiona entre las mismas para obtener la fuerza de fricciïn necesaria para transmitir el par de torsiïn y obtener la acciïn de torsiïn.
Segïn este documento, la acciïn de presiïn ejercida sobre la fibra a hilar debe ser sïlo para asegurar que la fibra se enrolla entre las ruedas, sin deslizamiento de la fibra. La presiïn se controla de modo que se evita un exceso que provoque una tensiïn mecïnica sobre la fibra.
Sin embargo, el solicitante observï que cuando se aplica el hilado a una fibra presionando la misma fibra entre dos rodillos, la presiïn aplicada es un parïmetro crïtico, porque una presiïn excesiva causa daïos a la fibra ïptica, mientras que valores de presiïn mïs bajos provocan progresivamente el deslizamiento de la fibra, lo que se traduce en un hilado en la fibra significativamente diferente del hilado aplicado, con una mala reproducibilidad en un proceso industrial.
En particular, el solicitante se percatï de que un proceso de estirado/hilado realizado presionando la fibra ïptica entre los rodillos a menudo resultaba en una fibra ïptica provista de una funciïn de hilado que no es constante a lo largo de la longitud de la misma y no constante para fibras posteriormente producidas con los mismos parïmetros de hilado. Esta tïcnica se divulga tambiïn en los documentos JP-10310456. JP 2000-143277 y JP 2003-137587, que divulgan un aparato de hilado en el que todas las poleas y rodillos estïn dispuestos con ejes paralelos y que comprenden tres rodillos/poleas alrededor de las cuales se enrolla la fibra mediante un arco, cooperando activamente en provocar el efecto de hilado o giro sobre la fibra.
En la presente invenciïn, el solicitante percibiï que un hilado eficaz puede aplicarse de forma reproducible a la fibra, sin presionar la fibra entre dos rodillos, si la fricciïn requerida para provocar la laminaciïn deseada de la fibra se obtiene mediante la extensiïn de la superficie de contacto entre la fibra y el rodillo mïs allï del puntos de contacto obtenido en caso de contacto tangencial de la fibra con los rodillos.
En particular, el solicitante ha encontrado que un aparato y un proceso de hilado en el que la fibra a hilar se enrolla mediante un arco dado alrededor de al menos un rodillo de hilado, preferiblemente dos rodillos de hilado, separados una distancia mayor que el diïmetro de la fibra ïptica proporciona una fibra ïptica con un valor de hilado significativamente mïs constante a lo largo de la fibra ïptica que la obtenida con los procedimientos de la tïcnica anterior, sin causar ningïn daïo significativo a la fibra ïptica.
En un primer aspecto, la presente invenciïn se refiere a un procedimiento para la fabricaciïn de una fibra ïptica que comprende las etapas de
-estirar una fibra a lo largo de una direcciïn de estirado (Y-Y) a partir de una preforma calentada, mediante la aplicaciïn de una fuerza de tracciïn a la fibra; -hilar la fibra, mientras se estira,
en el que la etapa de hilado de la fibra comprende las subetapas de
-disponer un primer (3a) y un segundo (3b) rodillos de hilado paralelos en lados opuestos de la fibra,
-estando dichos primer y segundo (3a, 3b) rodillos de hilado paralelos
-parcialmente superpuestos a lo largo de la direcciïn de estirado (Y-Y) , -separados entre sï a lo largo de la direcciïn de estirado, 30 -con ejes longitudinales dispuestos en un plano comïn (A) formando un ïngulo (α1) respecto a un plano ortogonal a la direcciïn de estirado; y -formando un hueco (G) entre las superficies exteriores relativas, mayor que el diïmetro exterior de la fibra ïptica, -enrollar la fibra en el primer rodillo de hilado (3a) mediante un primer arco de enrollado, de tal manera que 35 una fuerza de fricciïn se genera entre la fibra y el primer rodillo de hilado resultante de dicho primer arco de enrollado y de dicha fuerza de tracciïn;
-enrollar la fibra... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de fabricaciïn de una fibra ïptica, que comprende las etapas de
-estirar una fibra a lo largo de una direcciïn de estirado (Y-Y) a partir de una preforma calentada, mediante la aplicaciïn de una fuerza de tracciïn a la fibra.
5. hilar la fibra mientras se estira, en el que la etapa de hilado de la fibra comprende las subetapas de
-colocar un primero (3a) y un segundo (3b) rodillos de hilado paralelos por el lado opuesto de la fibra, -estando estos primer y segundo (3a, 3b) rodillos de hilado paralelos
-parcialmente solapados a lo largo de la direcciïn de estirado (Y-Y) ,
-separados entre sï a lo largo de la direcciïn de estirado, -con los ejes longitudinales dispuestos en un plano comïn (A) formando un ïngulo (α1) respecto a un plano ortogonal a la direcciïn de estirado; y -formando una separaciïn (G) entre las superficies exteriores relativas, mayor que el diïmetro exterior de la fibra ïptica,
-enrollar la fibra en el primer rodillo de hilado (3a) mediante un primer arco de bobinado, de tal manera que se genera una fuerza de fricciïn entre la fibra y el primer rodillo de hilado resultante de dicho primer arco de bobinado y a partir de dicha fuerza de tracciïn; -enrollar la fibra sobre el segundo rodillo de hilado (3b) mediante un segundo arco de bobinado, de tal manera que se genera una fuerza de fricciïn entre la fibra y el segundo rodillo de hilado resultante de dicho segundo arco de bobinado y a partir de dicha fuerza de tracciïn, -guiar la fibra en un plano vertical perpendicular a los ejes de los rodillos de hilado, haciendo que la fibra pase entre un par de rodillos de guiado (2a, 2b) , respectivamente, dispuestos aguas arriba del primer rodillo de hilado (3a) y aguas abajo del segundo rodillo de hilado (3b) , teniendo dichos rodillos de guiado (2a, 2b) un eje de rotaciïn ortogonal al eje de rotaciïn de los rodillos de hilado;
-desplazar axialmente dicho primer rodillo de hilado y dicho segundo rodillo de hilado entre sï, de tal manera que la fibra se hace rodar sobre la primera y segunda superficies de los rodillos de hilado mediante dicha fuerza de fricciïn.
2. Procedimiento segïn la reivindicaciïn 1, en el que dicho primer rodillo de hilado y dicho segundo rodillo de hilado se desplazan en direcciones opuestas.
3. Aparato para hilar una fibra ïptica estirada en una direcciïn de estirado, que comprende
-un primer y un segundo rodillos de hilado paralelos que tienen superficies externas sustancialmente cilïndricas, estando dichos rodillos de hilado
- separados entre sï a lo largo de dicha direcciïn de estirado, -formando una separaciïn (G) entre sus superficies externas mayores que el diïmetro exterior de la fibra
ïptica; y -teniendo los respectivos ejes longitudinales dispuestos en un plano comïn (A) que forma un ïngulo (α1) respecto al plano ortogonal a la direcciïn de estirado;
-un mecanismo de movimiento alternativo conectado operativamente a dichos rodillos de hilado (3a, 3b) para el desplazamiento alternativo axial de los mismos,
-dos pares de rodillos de guiado (2a, 2b) paralelos con ejes dispuestos en planos horizontales y perpendiculares a los ejes de dichos rodillos de hilado (3a, 3b) , y situados respectivamente aguas arriba y aguas abajo del par de rodillos de hilado; -en el que dichos primer (3a) y segundo (3b) rodillos de hilado estïn solapados al menos en parte a lo largo de dicha direcciïn de estirado, para hacer que una fibra estirada a travïs del mismo forme un primer arco de 45 bobinado sobre la superficie exterior del primer rodillo de hilado y un segundo arco de bobinado sobre la superficie exterior del segundo rodillo de hilado (3b) .
4. Aparato segïn la reivindicaciïn 3, en el que el ïngulo α1 tiene un valor de 25ï a 35ï.
5. Aparato segïn la reivindicaciïn 4, en el que el ïngulo α1 tiene un valor de 27 a 31ï.
6. Aparato segïn la reivindicaciïn 3, en el que dicho arco de bobinado tiene una extensiïn del 1, 5% al 5% de la 50 circunferencia del rodillo de hilado.
7. Aparato segïn la reivindicaciïn 3, en el que la separaciïn entre los rodillos de hilado es de 1, 5 a 2, 5 mm de ancho.
8. Aparato segïn la reivindicaciïn 7, en el que la separaciïn entre los rodillos de hilado es 1, 9 a 2, 1 mm de ancho.
9. Aparato segïn la reivindicaciïn 3, en el que la superficie de los rodillos de hilado estï recubierta por un recubrimiento potenciador del coeficiente de fricciïn.
10. Aparato segïn la reivindicaciïn 3, en el que los rodillos de hilado se apoyan, por medio de husillos de rotaciïn, 5 en respectivos marcos pivotantes.
11. Aparato segïn la reivindicaciïn 10, en el que dicho marcos pivotantes estïn soportados por apoyos, por medio de husillos de pivote pertinentes.
12. Aparato segïn la reivindicaciïn 11, en el que dichos apoyos se fijan sobre patines.
13. Aparato segïn la reivindicaciïn 12, en el que dichos patines son mïviles a lo largo de un par de pistas.
14. Aparato segïn la reivindicaciïn 13, en el que dichas pistas son paralelas a los ejes de rotaciïn de los husillos de rotaciïn de los rodillos de hilado.
15. Aparato segïn la reivindicaciïn 14, en el que los pares de pistas estïn fijadas a una base principal.
16. Aparato segïn la reivindicaciïn 15, en el que dicha base principal estï fijada en una torre de estirado.
17. Aparato segïn la reivindicaciïn 16, en el que dicha base principal tiene una abertura.
18. Aparato segïn la reivindicaciïn 17, en el que dicha abertura tiene una forma alargada con un lado mayor paralelo a los ejes de rotaciïn de los husillos de rotaciïn de los rodillos de hilado.
19. Aparato segïn la reivindicaciïn 18, en el que dicho lado mayor de la abertura tiene una longitud para permitir que la fibra se mueva sustancialmente de manera libre mientras los rodillos de hilado se desplazan.
20. Aparato segïn la reivindicaciïn 3, que comprende un aparato de ajuste de posiciïn. 20 21. Aparato segïn la reivindicaciïn 15, en el que uno de los rodillos de hilado estï fijado a la base principal.
22. Aparato segïn la reivindicaciïn 12, en el que los patines estïn conectados operativamente al mecanismo de movimiento alternativo.
23. Aparato segïn la reivindicaciïn 3, en el que el mecanismo de movimiento alternativo comprende al menos dos elementos de conexiïn, cada uno para uno de los patines, enlazando los patines a un motor.
Patentes similares o relacionadas:
 Dispositivo de guiado de fibra óptica mejorado, del 25 de Diciembre de 2019, de Conductix Wampfler France: Dispositivo de guiado de una fibra óptica , destinado a ser montado en una torre vertical (T) de fabricación de una fibra óptica , siendo la […]
Dispositivo de guiado de fibra óptica mejorado, del 25 de Diciembre de 2019, de Conductix Wampfler France: Dispositivo de guiado de una fibra óptica , destinado a ser montado en una torre vertical (T) de fabricación de una fibra óptica , siendo la […]
Fibra óptica que tiene función de hilado sinusoidal, del 23 de Abril de 2019, de PRYSMIAN S.P.A.: Una fibra óptica que tiene un hilado sustancialmente sinusoidal congelado que tiene una amplitud de hilado y un período de función de hilado […]
Procedimiento de producción y tratamiento de una preforma, preforma y fibra óptica, del 3 de Abril de 2019, de Rosendahl Nextrom GmbH: Procedimiento de fabricación y tratamiento de una preforma (1p, 1s) que comprende: una fase de proceso preliminar, en la que unos granos (5a; 5b) de sílice son suministrados […]
Preforma para fibra de cristal fotónica y método para fabricarla, del 18 de Enero de 2017, de Rosendahl Nextrom GmbH: Método para la fabricación de una Fibra de Cristal Fotónica, que comprende los pasos de crear una preforma insertando unos elementos estructurales […]
Método para producción continua o por lotes de fibra óptica y preforma de fibra de óptica, del 5 de Octubre de 2016, de BROWN,, DAVID, P: Un método para la producción de preformas y/o fibra que comprende las etapas de: - insertar un sustrato de preforma en un reactor de preforma; - introducir […]
Proceso para recuperar helio usando una tobera eyectora, del 11 de Marzo de 2015, de PRAXAIR TECHNOLOGY, INC.: Un proceso para recuperar helio en una estación de estirado de fibra óptica, que comprende: a) hacer pasar un primer gas que contiene helio a una tobera eyectora […]
FIBRA OPTICA CON DISPERSION DE POLIRIZACION DE MODO REDUCIDA Y PROCEDIMIENTO PARA LA OBTECION DE UNA FIBRA OPTICA CON DISPERSION DE POLIRIZAN DE MODO REDUCIDA., del 1 de Mayo de 2007, de PIRELLI CAVI E SISTEMI S.P.A.: Procedimiento para la fabricación de una fibra óptica que comprende: (a) calentar una preforma de fibra a una temperatura de estirado; (b) proporcionar […]
PROCEDIMIENTO DE PRODUCCIÓN DE UNA FIBRA ÓPTICA CON BAJA DISPERSIÓN DE MODOS DE POLARIZACIÓN, del 28 de Diciembre de 2011, de PRYSMIAN S.P.A.: Un procedimiento para producir una fibra óptica que tiene una baja dispersión de los modos de polarización que comprende las etapas de: a) proporcionar […]