PROCEDIMIENTO Y APARATO DE PREMONTAJE DE SOLDADURA DE ALTA DENSIDAD QUE UTILIZAN POR LO MENOS UNA PLATAFORMA QUE PRESENTA UNA PLURALIDAD DE SUBCONJUNTOS.
Procedimiento de soldadura de componentes para automóviles (A,
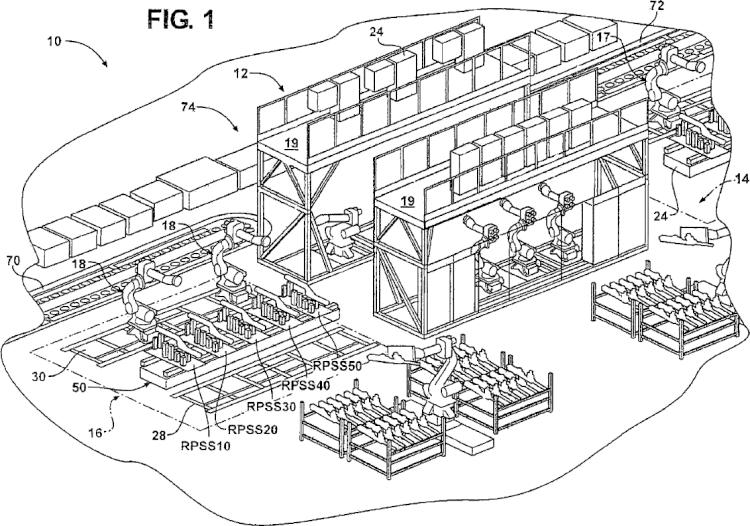
B, C, D) en una estación de soldadura (12), caracterizado porque comprende: proporcionar una plataforma (24; 50) que presenta una pluralidad de subestaciones consecutivas (LPSS10 LPSS50; RPSS10-RPSS50) para la recepción de los subconjuntos de componentes; desplazar la plataforma (24; 50) en vaivén entre una estación de carga/descarga (14; 16) y la estación de soldadura (12); mientras la plataforma (24; 50) se encuentra en la estación de carga/descarga (24; 50), desplazar el subconjunto de componentes en cada subestación hasta la siguiente subestación consecutiva y añadir otro componente (A, B, C, D) a cada subconjunto de componentes desplazado; y mientras la plataforma (24; 50) se encuentra en la estación de soldadura (12), soldar cada subconjunto de componentes en cada subestación (LPSS10-LPSS50; RPSS10-RPSS50) de la plataforma (24; 50)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09158794.
Solicitante: COMAU, INC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 21000 TELEGRAPH ROAD SOUTHFIELD, MI MICHIGAN 48033 ESTADOS UNIDOS DE AMERICA.
Inventor/es: KILIBARDA,VELIBOR.
Fecha de Publicación: .
Fecha Solicitud PCT: 27 de Abril de 2009.
Clasificación PCT:
- B23K37/047 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 37/00 Dispositivos o procedimientos auxiliares no especialmente adaptados a un procedimiento cubierto en uno solo de los grupos principales de esta subclase (pantallas de protección para los ojos de los operarios, llevadas por el operario o sujetadas manualmente A61F 9/00; aplicables a las máquinas de trabajar metales no destinados a la soldadura sin fusión, o a la soldadura o al corte por soplete B23Q; otras pantallas protectoras F16P 1/06). › Desplazamiento de las piezas para ajustar su posición entre las etapas de soldadura sin fusión, de soldadura o de corte (B23K 37/053 tiene prioridad).
- B23P21/00 B23 […] › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › Máquinas para el montaje de numerosas piezas diferentes destinadas a componer conjuntos, con o sin trabajo de estas piezas antes o después de su montaje, p. ej. por control programado.
- B62D65/02 B […] › B62 VEHICULOS TERRESTRES QUE SE DESPLAZAN DE OTRO MODO QUE POR RAILES. › B62D VEHICULOS DE MOTOR; REMOLQUES (dirección o guiado de máquinas o instrumentos agrícolas según un recorrido determinado A01B 69/00; ruedas, ruedecillas pivotantes, mejora de la adherencia de ruedas B60B; neumáticos para vehículos, inflado de neumáticos, cambio o reparación de neumáticos B60C; conexiones entre vehículos de un mismo tren o de un conjunto similar B60D; vehículos raíl-carretera, vehículos anfibios o transformables B60F; disposiciones de suspensión B60G; calefacción, refrigeración, ventilación u otros dispositivos de tratamiento del aire B60H; ventanas, parabrisas, techos descapotables, puertas o dispositivos similares, cubiertas de protección para vehículos fuera de servicio B60J; disposiciones de conjuntos de propulsión, accionamientos auxiliares, transmisiones, disposición de instrumentos o tableros de a bordo B60K; equipo eléctrico o propulsión de vehículos de tracción eléctrica B60L; alimentación de energía eléctrica para vehículos de tracción eléctrica B60M; disposiciones para pasajeros no previstas en otro lugar B60N; vehículos adaptados al transporte de cargas o para llevar cargas u objetos especiales B60P; adaptación de los dispositivos de señalización o de iluminación, su montaje o soporte, circuitos a este efecto, para vehículos en general B60Q; vehículos, equipos o partes de vehículos, no previstos en otro lugar B60R; servicio,limpieza, reparación, elevación o maniobra, no previstos en otro lugar B60S; frenos, sistemas de control de frenos o partes de estos sistemas B60T; vehículos de colchón de aire B60V; ciclos de motor, sus accesorios B62J, B62K; ensayo de vehículos G01M). › B62D 65/00 Diseño, fabricación, p.ej. ensamblado o medidas encaminadas a facilitar el desensamblaje o la modificación estructural de vehículos de motor o remolques, no previstos en otro lugar. › Ensamblaje o desensamblaje de subconjuntos o componentes, posicionado de subconjuntos o componentes a la carrocería o a otros subconjuntos o componentes.
- B62D65/18 B62D 65/00 […] › Transportadores, cintas transportadoras o de tracción especialmente adaptadas a líneas de montaje de vehículos a motor o remolques.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia.
PDF original: ES-2359041_T3.pdf

Fragmento de la descripción:
La presente invención se refiere a un procedimiento de y un aparato para la fabricación de componentes para automóviles según el preámbulo de las reivindicaciones 1 y 13, respectivamente (véase, por ejemplo, el documento US 2004/0221438).
En la producción en serie de automóviles en líneas de montaje, resulta imprescindible que los diversos componentes de subconjunto se junten para el procedimiento de montaje final de una manera eficaz y ordenada. Los procedimientos de premontaje actuales, aunque en general son satisfactorios, tienden a requerir gran cantidad de mano de obra y espacio de fábrica, a veces presentan complicaciones de mantenimiento, requieren un excesivo gasto de inversión y pueden presentar problemas de seguridad o medioambientales.
El documento US2004/0221438 describe un procedimiento convencional de soldadura de componentes de automóviles en una serie de estaciones de montaje, donde los componentes se sueldan entre sí y posteriormente se sueldan a otros conjuntos añadidos en las estaciones de montaje, para proporcionar una estructura acabada. Se dan a conocer otras soluciones similares en los documentos US2004/0020974, US2005/120536 y US6098268.
SUMARIO DE LA INVENCIÓN
La presente invención se refiere a la provisión de una máquina de premontaje por soldadura de alta densidad perfeccionada para aplicaciones de la industria del automóvil.
Más particularmente, la presente invención se refiere a una máquina de premontaje por soldadura de alta densidad que requiere una cantidad mínima de espacio de fábrica y de mano de obra y una inversión inicial relativamente baja y que facilita el mantenimiento y minimiza los problemas de seguridad y medio ambiente.
La presente invención ofrece un procedimiento de soldadura de componentes de automóviles en una estación de soldadura según la reivindicación 1. El procedimiento comprende proporcionar una plataforma que presenta una pluralidad de subestaciones consecutivas para la recepción de subconjuntos de componentes; el desplazamiento recíproco en vaivén de la plataforma entre una estación de carga/descarga y la estación de soldadura; mientras la plataforma se encuentra en la estación de carga/descarga, el desplazamiento del subconjunto de componentes de cada subestación hasta la siguiente subestación consecutiva y la adición de otro componente a cada subconjunto de componentes desplazado, y mientras la plataforma se encuentra en la estación de soldadura, la soldadura de cada subconjunto de componentes de cada subestación de la plataforma.
Según otra característica del procedimiento de la presente invención, las subestaciones de la estación de soldadura comprenden una pluralidad de subestaciones correspondientes a la pluralidad de las subestaciones de la plataforma, y cuando la plataforma llega a la estación de soldadura, las subestaciones de la plataforma se alinean respectivamente con las subestaciones de la estación de soldadura y se realiza una operación de soldadura en cada subestación de la estación de soldadura que es exclusiva para el subconjunto de componentes dispuesto sobre la plataforma de la subestación de la estación de soldadura.
Según otra característica del procedimiento de la presente invención, las etapas de desplazamiento en vaivén de la plataforma entre la estación de soldadura y la estación de carga/descarga, soldadura de cada subconjunto de componentes de cada subestación de la plataforma mientras la plataforma se encuentra en la estación de soldadura, desplazamiento de cada subconjunto de componentes soldados hasta la siguiente estación de soldadura consecutiva de la plataforma y adición de otro componente al subconjunto desplazado mientras la plataforma se encuentra en la estación de carga/descarga se repiten hasta que se presenta un subconjunto soldado final en la última subestación, con la plataforma dispuesta en la estación de carga/descarga, tras lo cual el subconjunto soldado final se retira de la plataforma para su uso en otros procedimientos de montaje del automóvil.
Según otra característica del procedimiento de la presente invención, la plataforma presenta por lo menos una primera, una segunda y una tercera subestaciones, y mientras la plataforma está dispuesta en la estación de carga/descarga, un subconjunto constituido por los componentes A/B/C/D se retira de la tercera subestación, un subconjunto constituido por los componentes A/B/C se desplaza desde la segunda subestación hasta la tercera subestación, un nuevo componente D se añade al subconjunto A/B/C situado en la tercera subestación; un subconjunto constituido por los componentes A/B se desplaza desde la primera subestación hasta la segunda subestación, un nuevo componente C se añade al subconjunto A/B, dispuesto en la segunda subestación y unos nuevos componentes A y B se añaden a la primera subestación.
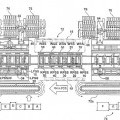
Según otra característica del procedimiento de la presente invención, la plataforma comprende una primera plataforma y el procedimiento comprende además proporcionar una segunda plataforma que se puede desplazar recíprocamente entre una estación de carga/descarga y la estación de soldadura y que presenta una pluralidad de subestaciones consecutivas para la recepción de los subconjuntos de componentes; el desplazamiento alternativo de cada plataforma desde su estación de carga/descarga hasta la estación de soldadura mientras se desplaza la otra plataforma desde la estación de soldadura hasta su estación de carga/descarga y, mientras cada plataforma se encuentra en su estación de carga/descarga, el desplazamiento del subconjunto de componentes de cada subestación hasta la siguiente subestación consecutiva y la adición de otro componente al subconjunto desplazado.
**(Ver fórmula)**
Según otra característica del procedimiento de la presente invención, cada plataforma presenta su propia estación de carga/descarga, y las estaciones de carga/descarga y la estación de soldadura se encuentran alineadas linealmente con la estación de soldadura dispuesta entre las estaciones de carga/descarga.
La presente invención proporciona un aparato de soldadura de componentes de automóviles en una estación de soldadura según la reivindicación 13. El aparato de la presente invención comprende una estación de soldadura, una estación de carga/descarga, una plataforma que está montada para el desplazamiento recíproco entre la estación de carga/descarga y la estación de soldadura y presenta una pluralidad de subestaciones de plataforma consecutivas para la recepción de subconjuntos de componentes, y un sistema de transferencia próximo a la estación de carga/descarga y funcional con la plataforma situada en la estación de carga/descarga para desplazar el subconjunto de componentes de cada subestación hasta la siguiente subestación consecutiva y añadir otro componente a cada subconjunto desplazado, de tal forma que el subconjunto de componentes de una subestación de plataforma particular contiene un componente más que el subconjunto de la subestación inmediatamente anterior y un componente menos que el subconjunto de componentes de la subestación inmediatamente posterior.
Según otra característica del aparato de la presente invención, el sistema de transferencia comprende unos robots colocados en la estación de carga/descarga.
Según otra característica del aparato de la presente invención, el aparato comprende además una estructura de almacenamiento dispuesta próxima a la estación de carga/descarga, en la que se almacenan unas existencias de componentes que se utilizan para formar los subconjuntos de componentes.
Según otra característica del aparato de la presente invención, el aparato comprende además una cinta transportadora situada entre la estructura de almacenamiento y la estación de carga/descarga, un tramo de la cual está dispuesto próximo a la estructura de almacenamiento para la recepción de los componentes de existencias, y otro tramo próximo a la estación de carga/descarga para suministrar los componentes a la estación de carga/descarga con el fin de que el sistema de transferencia los deposite en las subestaciones de la plataforma.
Según otra característica del aparato de la presente invención, la plataforma comprende una subestación inicial, una subestación final y unas subestaciones intermedias; el sistema de transferencia resulta funcional para desplazar sucesivamente los subconjuntos de componentes desde la subestación inicial hasta la subestación final; y el sistema de transferencia es operativo además para retirar un... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de soldadura de componentes para automóviles (A, B, C, D) en una estación de soldadura (12), caracterizado porque comprende:
proporcionar una plataforma (24; 50) que presenta una pluralidad de subestaciones consecutivas (LPSS10LPSS50; RPSS10-RPSS50) para la recepción de los subconjuntos de componentes;
desplazar la plataforma (24; 50) en vaivén entre una estación de carga/descarga (14; 16) y la estación de soldadura (12);
mientras la plataforma (24; 50) se encuentra en la estación de carga/descarga (24; 50), desplazar el subconjunto de componentes en cada subestación hasta la siguiente subestación consecutiva y añadir otro componente (A, B, C, D) a cada subconjunto de componentes desplazado; y
mientras la plataforma (24; 50) se encuentra en la estación de soldadura (12), soldar cada subconjunto de componentes en cada subestación (LPSS10-LPSS50; RPSS10-RPSS50) de la plataforma (24; 50).
2. Procedimiento según la reivindicación 1, en el que las etapas de desplazamiento de la plataforma (24; 50) en vaivén entre la estación de soldadura (12) y la estación de carga/descarga (14; 16), soldadura de cada subconjunto de componentes en cada subestación (LPSS10-LPSS50; RPSS10-RPSS50) de la plataforma (24; 50) mientras la plataforma se encuentra en la estación de soldadura (12) y desplazamiento de cada subconjunto de componentes soldados hasta la estación de soldadura consecutiva siguiente de la plataforma (24; 50) y adición de otro componente al subconjunto desplazado mientras la plataforma (24; 50) se encuentra en la estación de carga/descarga (14; 16) se repiten hasta que se presenta un subconjunto soldado final (A/B/C/D) en la subestación final con la plataforma (24; 50) dispuesta en la estación de carga/descarga (14; 16), tras lo cual el subconjunto soldado final (A/B/C/D) se retira de la plataforma para su utilización en otros procedimientos de montaje de automóvil.
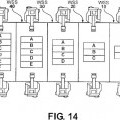
3. Procedimiento según la reivindicación 1, en el que la plataforma (24; 50) presenta por lo menos una primera, una segunda y una tercera subestaciones (LPSS10- LPSS30; RPSS10-RPSS30), y en el que cuando la plataforma está dispuesta en la estación de carga/descarga (14; 16):
un subconjunto constituido por los componentes A/B/C/D se retira de la subestación tercera (LPSS30; RPSS30);
un subconjunto constituido por los componentes A/B/C se desplaza desde la segunda subestación (LPSS20; RPSS20) hasta la tercera subestación (LPSS30; RPSS30);
un nuevo componente D se añade al subconjunto A/B/C dispuesto en la tercera subestación (LPSS30; RPSS30);
un subconjunto constituido por los componentes A/B se desplaza desde la primera subestación (LPSS10; RPSS10) hasta la segunda subestación (LPSS20; RPSS20);
un nuevo componente C se añade al subconjunto A/B dispuesto en la segunda subestación (LPSS20; RPSS20); y
unos nuevos componentes A y B se cargan sobre la primera subestación (LPSS10; RPSS10).
4. Procedimiento según la reivindicación 1, en el que la plataforma comprende una primera plataforma
(24) y en el que el procedimiento comprende además:
proporcionar una segunda plataforma (50) que puede desplazarse recíprocamente entre una estación de carga/descarga (16) y la estación de soldadura (12) y que presenta una pluralidad de subestaciones consecutivas RPSS10-RPSS50 para la recepción de los subconjuntos de componentes;
desplazar alternativamente cada plataforma (24) desde su estación de carga/descarga (14) hasta la estación de soldadura (12) mientras se desplaza la otra plataforma (50) desde la estación de soldadura (12) hasta su estación de carga/descarga (16);
mientras cada plataforma (24; 50) se encuentra en la estación de carga/descarga (14; 16), desplazar el subconjunto de componentes en cada subestación hasta la subestación consecutiva siguiente y añadir otro componente a cada subconjunto desplazado;
y mientras una plataforma (24) se encuentra en su estación de carga/descarga (14) para el desplazamiento de los subconjuntos entre las subestaciones consecutivas (LPSS10-LPSS50), la otra plataforma (50) se encuentra en la estación de soldadura (12) para la soldadura de los subconjuntos de componentes en las subestaciones.
5. Procedimiento según la reivindicación 4, en el que: cada plataforma (24; 50) presenta su propia estación de carga/descarga (14; 16) y
**(Ver fórmula)**
las estaciones de carga/descarga (14; 16) y la estación de soldadura (12) están alineadas linealmente con la estación de soldadura dispuesta entre las estaciones de carga/ descarga.
6. Procedimiento según la reivindicación 1, que comprende además las etapas que consisten en: proporcionar las existencias de componentes de automóvil A, B y C; cargar los componentes A y B de existencias en una primera subestación (LPSS10; RPSS10) de dicha
pluralidad de subestaciones consecutivas de la plataforma (24; 50); desplazar la plataforma (24; 50) hasta la estación de soldadura (12); soldar los componentes A/B entre sí en la estación de soldadura (12) para formar un subconjunto soldado
AB; retorno de la plataforma a la estación de carga/descarga (14; 16); desplazar el subconjunto soldado AB desde la primera subestación (LPSS10; RPSS10) hasta una segunda
subestación (LPSS20; RPSS20) en la plataforma (24; 50); cargar un componente C de existencias en la segunda subestación (LPSS20; RPSS20); cargar los componentes A y B de existencias en la primera subestación (LPSS20; RPSS10); retorno de la plataforma (24; 50) a la estación de soldadura (12); y soldar los componentes A/B/C, dispuestos en la segunda subestación (LPSS20; RPSS20), en la estación de
soldadura (12) para formar un subconjunto soldado ABC mientras se sueldan entre sí los componentes A/B, dispuestos en la primera subestación (LPSS10; RPSS10), en la estación de soldadura (12) para formar un subconjunto soldado AB.
7. Procedimiento según la reivindicación 6, en el que el procedimiento comprende las etapas adicionales que consisten en:
proporcionar unas existencias de los componentes de automóvil D; tras la realización de las etapas según la reivindicación 1, retorno de la plataforma (24; 50) a la estación de carga/descarga (14; 16);
desplazar el subconjunto soldado ABC hasta una tercera subestación (LPSS30; RPSS30) de la plataforma (24; 50);
cargar un componente D de existencias en la tercera subestación (LPSS30; RPSS30); desplazar el subconjunto AB desde la primera subestación (LPSS10; RPSS10) hasta la segunda subestación (LPSS20; RPSS20);
cargar un tercer componente C de existencias en la segunda subestación (LPSS20; RPSS20);
cargar los componentes A y B de existencias en la primera subestación (LPSS10; RPSS10);
retorno de la plataforma (24; 50) a la estación de soldadura (12) y
soldar los componentes A/B/C/D, situados en la tercera subestación (LPSS30; RPSS30) entre sí, para
formar un subconjunto soldado ABCD, soldar los componentes A/B/C, dispuestos situados en la segunda subestación (LPSS20; RPSS20) entre sí, para formar un subconjunto soldado ABC, y soldar los componentes A/B, dispuestos en la primera subestación (LPSS10; RPSS10) entre sí, para formar un subconjunto soldado AB.
8. Procedimiento según la reivindicación 7, en el que el procedimiento comprende además las etapas que consisten en:
proporcionar unas existencias de componentes de automóvil E; tras la realización de las etapas según la reivindicación 11, retorno de la plataforma (24; 50) a la estación de carga/descarga (14; 16);
desplazar el subconjunto soldado ABCD desde la tercera subestación (LPSS30; RPSS30) hasta una cuarta subestación (LPSS34; RPSS40) de la plataforma; cargar un componente E de existencias en la cuarta subestación (LPSS34; RPSS40);
**(Ver fórmula)**
desplazar el subconjunto soldado ABC desde la segunda subestación (LPSS20; RPSS20) hasta la tercera subestación (LPSS30; RPSS30);
cargar un componente D de existencias en la tercera subestación (LPSS30; RPSS30);
desplazar el subconjunto soldado AB desde la primera subestación (LPSS10; RPSS10) hasta la segunda subestación (LPSS20; RPSS20);
cargar un componente C de existencias en la segunda subestación (LPSS20; RPSS20);
cargar los componentes A y B de existencias en la primera subestación (LPSS10; RPSS10);
retorno de la plataforma (24; 50) a la estación de soldadura (12); y
soldar los componentes A/B/C/D/E, dispuestos en la cuarta subestación (LPSS40; RPSS40) entre sí, para formar un subconjunto soldado ABCDE, soldar los componentes A/B/C/D, dispuestos en la tercera subestación (LPSS30; RPSS30) entre sí, para formar un subconjunto soldado ABCD, soldar los componentes A/B/C, dispuestos en la segunda subestación (LPSS20; RPSS20) entre sí, para formar un subconjunto soldado ABC y soldar de los componentes A/B, dispuestos en la primera subestación (LPSS10; RPSS10) entre sí, para formar un subconjunto soldado AB.
9. Procedimiento según la reivindicación 6, en el que las etapas de desplazamiento de la plataforma (24; 50) en vaivén entre la estación de soldadura (12) y la estación de carga/descarga (14; 16), soldadura de cada subconjunto de componentes en cada subestación (LPSS10-LPSS50; RPSS10-RPSS50) de la plataforma (24; 50) mientras la plataforma se encuentra en la estación de soldadura (12) y desplazamiento de cada subconjunto de componentes soldados hasta la siguiente estación de soldadura consecutiva de la plataforma y adición de otro componente al subconjunto desplazado mientras la plataforma (24; 50) se encuentra en la estación de carga/descarga (14; 16) se repiten hasta que se presenta un subconjunto soldado final en la subestación final con la plataforma (24; 50) dispuesta en la estación de carga/descarga (14; 16), tras lo cual el subconjunto soldado final se retira de la plataforma (24; 50) para su utilización en otros procedimientos de montaje del automóvil.
10. Procedimiento según la reivindicación 1, en el que:
la estación de soldadura (12) comprende una pluralidad de subestaciones (WSS10-WSS50) correspondientes a la pluralidad de subestaciones de la plataforma (LPSS10-LPSS50; RPSS10-RPSS50);
cuando la plataforma (24; 50) llega a la estación de soldadura (12), las subestaciones de la plataforma (LPSS10-LPSS50; RPSS10-RPSS50) se alinean respectivamente con las subestaciones de la estación de soldadura (WSS10-WSS50); y
se realiza una operación de soldadura en cada subestación de soldadura (WSS10-WSS50) exclusiva para el subconjunto de componentes dispuesto en la plataforma (24; 50) en dicha subestación de soldadura.
11. Procedimiento según la reivindicación 1, en el que:
dicha plataforma comprende unas primera y segunda plataformas (24; 50) que pueden desplazarse recíprocamente entre una estación de carga/descarga (14; 16) y la estación de soldadura (12), y presentando cada una una pluralidad de subestaciones (LPSS10-LPSS50; RPSS10-RPSS50) para la recepción de subconjuntos de componentes; y en el que dicho procedimiento comprende:
desplazar alternativamente cada plataforma (24; 50) desde su estación de carga/descarga (14; 16) hasta la estación de soldadura (12) mientras se desplaza la otra plataforma (24; 50) desde la estación de soldadura
(12) hasta su estación de carga/descarga (14; 16);
mientras cada plataforma (24; 50) se encuentra en la estación de soldadura (12), soldar los subconjuntos de componentes en la subestación de plataforma (LPSS10-LPSS50; RPSS10-RPSS50); y,
mientras cada plataforma (24; 50) se encuentra en su estación de carga/descarga (14; 16), extraer por lo menos un subconjunto de componentes soldados de la plataforma (24; 50) mientras se cargan nuevos componentes en las subestaciones de la plataforma (LPSS10-LPSS50; RPSS10-RPSS50) de existencias de componentes.
12. Procedimiento según la reivindicación 11, en el que:
la estación de soldadura (12) presenta una pluralidad de subestaciones (WSS10-WSS50) correspondientes a la pluralidad de subestaciones de plataforma (LPSS10-LPSS50; RPSS10-RPSS50);
cuando cada plataforma (24; 50) llega a la estación de soldadura (12), las subestaciones de la plataforma (LPSS10-LPSS50; RPSS10-RPSS50) se alinean respectivamente con las subestaciones de la estación de soldadura (WSS10-WSS50); y
**(Ver fórmula)**
se realiza una operación de soldadura en cada subestación de la estación de soldadura (WSS10-WSS50) exclusiva para la posición del subconjunto de componentes en la plataforma (24; 50) de dicha subestación de la estación de soldadura (WSS10-WSS50).
13. Aparato para soldar componentes de automóvil (A, B, C, D) que comprende:
una estación de soldadura (12);
una estación de carga/descarga (14; 16);
una plataforma (24; 50) montada para el desplazamiento recíproco entre la estación de carga/descarga (14; 16) y la estación de soldadura (12), caracterizado porque la plataforma (24; 50) presenta una pluralidad de subestaciones de plataforma consecutivas (LPSS10-LPSS50; RPSS10-RPSS50) para la recepción de subconjuntos de componentes; y el aparato comprende además:
un sistema de transferencia (17; 18) próximo a la estación de carga/descarga (14; 16) funcional con la plataforma (24; 50) dispuesta en la estación de carga/descarga (14; 16) para desplazar el subconjunto de componentes en cada subestación hasta la siguiente subestación consecutiva y añadir otro componente a cada subconjunto desplazado, de manera que el subconjunto de componentes en una subestación de plataforma particular comprende un componente más que el subconjunto de la subestación inmediatamente anterior y un componente menos que el subconjunto de componentes de la subestación inmediatamente siguiente.
14. Aparato según la reivindicación 13, en el que:
la plataforma (23; 50) comprende una subestación inicial (LPSS10; RPSS10), una subestación final (LPSS50; RPSS50) y unas subestaciones intermedias (LPSS20-LPSS40; RPSS20-RPSS40);
el sistema de transferencia (17; 18) es funcional para desplazar los subconjuntos de componentes sucesivamente desde la subestación inicial (LPSS10; RPSS10) hasta la subestación final (LPSS50; RPSS50); y
el sistema de transferencia (17; 18) resulta funcional además para retirar un subconjunto de componentes soldados final de la subestación final (LPSS50; RPSS50) para su utilización en otros procedimientos de montaje del automóvil.
15. Aparato según la reivindicación 13, en el que:
la estación de carga/descarga comprende una primera estación de carga/descarga (14), la plataforma comprende una primera plataforma (24), y el sistema de transferencia comprende un primer sistema de transferencia (17); y
el aparato comprende además una segunda estación de carga/descarga (16), una segunda plataforma (50) montada para el desplazamiento recíproco entre la segunda estación de carga/descarga (16) y la estación de soldadura (12) y presenta una pluralidad de subestaciones consecutivas (RPSS10-RPSS50), y un segundo sistema de transferencia (18) funcional con la segunda plataforma (50) dispuesta en la segunda estación de carga/descarga (16) para desplazar los subconjuntos de componentes en cada subestación hasta la siguiente subestación consecutiva y añadir otro componente a cada subconjunto desplazado.
Patentes similares o relacionadas:
Aparatos y métodos para fabricación aditiva de conjuntos a gran escala, del 17 de Junio de 2020, de THE BOEING COMPANY: Un aparato de fabricación aditiva que comprende: un riel lineal, que tiene una longitud L1, en el que el riel lineal es […]
Soldadura láser de componentes tubulares de acero TWIP, del 17 de Junio de 2020, de ELETTROSYSTEM S.R.L: Planta de soldadura láser para soldar con láser componentes tubulares de acero TWIP; la planta de soldadura láser comprende dos mandriles , que son coaxiales y […]
Sistema de aprendizaje de soldeo, del 20 de Noviembre de 2019, de LINCOLN GLOBAL, INC.: Sistema para enseñar a soldadores, que comprende: (a) un componente de generación de datos, en el que el componente de generación de datos incluye […]
DISPOSITIVO DE RECTIFICACIÓN Y MEDICIÓN DE SOLDADURAS EN CARRILES DE VIAS FERROVIARIAS, del 29 de Julio de 2019, de REDALSA, S.A: 1. Dispositivo de rectificación y medición de soldaduras en carriles de vías ferroviarias , del tipo que comprenden un vehículo ferroviario […]
Sistema y procedimiento de montaje de vehículo modular, del 15 de Febrero de 2019, de Comau LLC: Un sistema de montaje modular para uso en el montaje de una gran cantidad de productos a lo largo de una cadena de montaje, teniendo el sistema un bastidor […]
Procedimiento de ablación láser y procedimiento de soldadura para piezas de trabajo, del 6 de Noviembre de 2018, de WISCO Lasertechnik GmbH: Procedimiento de ablación láser y de soldadura para piezas de trabajo , en particular chapas, donde el procedimiento comprende los siguientes […]
Puesto de realización de un trabajo sobre una pieza, del 25 de Octubre de 2017, de ABB FRANCE: Procedimiento de manipulación de al menos una pieza en un puesto de fijación de al menos dos piezas una sobre otra, caracterizado por el hecho de que […]
Dispositivo de sujeción con un acoplamiento de seguridad contra sobrecargas para sujetar al menos un elemento de las herramientas en un sistema de producción de carrocerías de vehículo, del 19 de Julio de 2017, de ThyssenKrupp System Engineering GmbH: Un dispositivo de sujeción para sujetar una pieza que se pretende sujetar en un sistema de producción de carrocerías de vehículo, caracterizado […]