PROCEDIMIENTO Y APARATO PARA MOLDEO SIMULTANEO POR INYECCION Y MONTAJE PARA ARTICULOS REALIZADOS DE MATERIAL PLASTICO QUE TIENEN PARTES CONECTABLES MEDIANTE ARTICULACION DURANTE UNA ETAPA DE DESMOLDEO.
Un procedimiento de moldeo simultáneo por inyección y montaje para un artículo realizado de material plástico,
comprendiendo el artículo una primera parte moldeada (10) provista de un pasador de articulación (14), y una segunda parte moldeada (11) provista de un elemento anular (15), diseñadas para ser unidas de manera articulada la una a la otra directamente en el molde de inyección (20, 21);
- en el que el elemento anular (15) y el pasador de articulación (14) son moldeados simultáneamente, y posteriormente acoplados a presión uno a otro, y el artículo desmoldeado por un dispositivo de desmoldeo (23),
comprendiendo el procedimiento las etapas de:
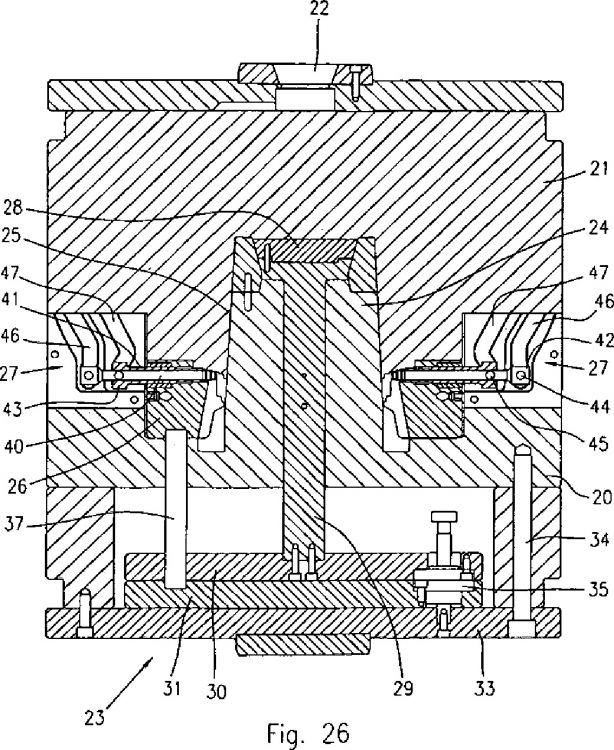
- proveer al molde (20, 21) de un primer miembro de moldeo (40) que define una impresión para el pasador de articulación (14), y respectivamente de un segundo miembro de moldeo (41) que define una impresión para el elemento anular (15), siendo el primer y el segundo miembros de moldeo (40, 41) axialmente móviles uno con respecto a otro; y
- proveer a dicho molde (20, 21) de medios de control por leva (46, 47) conformados para desplazar selectivamente dichos primer y segundo miembros de moldeo (40, 41) para montar las partes moldeadas causando un encaje a presión del elemento anular (15) con el pasador de articulación (14),
caracterizado por las etapas adicionales de:
- proveer el primer y el segundo miembros de moldeo (40, 41) sobre una parte móvil (26) del dispositivo de desmoldeo (23);
- moldear simultáneamente el elemento anular (15) y el pasador de articulación (14) en una condición alineada axialmente;
- acoplar el elemento anular (15) y el pasador de articulación (14) desplazando axialmente al menos uno de dichos primer y segundo miembros de moldeo (40, 41) mediante dicha parte móvil (26) del dispositivo de desmoldeo (23) y dichos medios de leva (46, 47), durante una fase inicial del desmoldeo del artículo del molde; y
- desencajar dichos miembros de moldeo (40, 41) del elemento anular (15) y del pasador de articulación (14), y posteriormente completar el desmoldeo del artículo, con dichas primera y segunda partes moldeadas (10, 11) en su condición montada
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/010534.
Solicitante: ABATE BASILIO&C. S.N.C.
Nacionalidad solicitante: Italia.
Dirección: VIA C. ALBERTO 112,25011 CALCINATO.
Inventor/es: ABATE,DAVIDE.
Fecha de Publicación: .
Fecha Concesión Europea: 5 de Mayo de 2010.
Clasificación Internacional de Patentes:
- B29C45/00J3
- B65D25/32 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 25/00 Partes constitutivas de otros géneros o tipos de recipientes rígidos o semirrígidos. › Asideros, es decir, mangos giratorios generalmente de forma semicircular.
Clasificación PCT:
- B29C45/00 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
- B65D25/32 B65D 25/00 […] › Asideros, es decir, mangos giratorios generalmente de forma semicircular.
Fragmento de la descripción:
Procedimiento y aparato para moldeo simultáneo por inyección y montaje para artículos realizados de material plástico que tienen partes conectables mediante articulación durante una etapa de desmoldeo.
Campo de la invención
Esta invención se refiere a la fabricación de artículos realizados de material plástico que comprenden partes separadas, que se pueden montar y conectar mediante articulación durante la etapa de desmoldeo de un molde.
En particular, la invención concierne a un procedimiento y un aparato para el moldeo simultáneo por inyección de artículos realizados de material plástico, comprendiendo los artículos partes separadas provistas respectivamente de un pasador de articulación y de un elemento anular, que pueden ser conectadas automáticamente mediante articulación durante una etapa de desmoldeo del artículo moldeado de un molde, después de la apertura del mismo molde.
Técnica anterior
En la fabricación de artículos de material termoplástico realizados mediante procedimientos de moldeo por inyección, en particular de artículos constituidos por varias partes que tienen que ser montadas y conectadas entre sí mediante articulación, por ejemplo en la fabricación de recipientes provistos de un asa de soporte, existe una necesidad de hacer uso de procedimientos y aparatos capaces de permitir un moldeo simultáneo de las diversas partes y su montaje automático directamente dentro del molde.
Procedimientos y aparatos para el moldeo simultáneo de recipientes provistos de un asa conectados mediante articulación se describen, por ejemplo, en los documentos IT1.260.680, EP0912411, y US6.234.782.
En particular, el documento IT1.260.680 describe una prensa para el moldeo simultáneo de recipientes provistos de un asa, en la que se hace uso de un sistema de desmoldeo, separado de los controles para abrir la prensa, y en la que las etapas de abrir el molde y de montar el asa sobre el recipiente se llevan a cabo en fases separadas, antes de la etapa de desmoldeo final del artículo moldeado.
El documento EP0912411 muestra, a su vez, una conexión articulada entre dos partes de un artículo realizado de material plástico, comprendiendo la conexión articulada un pasador de articulación y un elemento anular que son moldeados simultáneamente, de tal manera que salgan unidos uno a otro por medio de puertas rompibles adecuadas; posteriormente, tras una extracción al menos parcial del artículo del molde de inyección, las dos partes de la conexión articulada son montadas juntas luego rompiendo las mismas puertas.
El documento US6.234.782 ilustra un molde de inyección para fabricación de un recipiente provisto de un asa, en el que el asa es montada automáticamente sobre el recipiente por medio de un dispositivo de montaje adicional accionado por un cilindro de control respectivo, separado del dispositivo de desmoldeo.
Las soluciones de esta clase resultan ser estructuralmente complejas; por otra parte, requieren tiempos de ciclo que se consideran elevados para prensas de acción rápida, porque la apertura del molde, el montaje de las partes y la etapa de desmoldeo deben tener lugar posteriormente en momentos separados.
El documento WO93/13927A se refiere a formación y montaje en molde de tapa de accionador y boquilla de inserción; el mecanismo de moldeo comprende componentes del molde, y un montaje constituido por plancha elevadora y corredera, que es un componente del medio para recolocar e insertar el inserto de la boquilla pulverizadora dentro de la tapa de accionador, comprendiendo además el mecanismo un pasador de encaje de inserto dentro de la corredera para formar parcialmente el molde para el inserto de la boquilla pulverizadora.
En este mecanismo, después del moldeo por inyección, los componentes del molde se separan, y la corredera se desplaza hacia atrás en relación con la plancha elevadora mediante una leva diagonal, sacando el inserto de la boquilla pulverizadora de su posición moldeada; luego una barra de leva es desplazada en relación a un rodillo de leva conectado a un componente del molde para forzar a la plancha elevadora a alejarse del mismo componente del molde para colocar el pasador de encaje de inserto alineado con la estructura de la tapa de accionador.
Un seguidor de leva conectado al pasador de encaje de inserto es desplazado por la barra de leva para montar el inserto con la estructura de la tapa de accionador, impidiéndose que se desplace la corredera; por último, la tapa de accionador montada con el inserto es expulsada ahora mediante tecnología de expulsión de molde convencional.
Objetos de la invención
El principal objeto de esta invención es proveer un procedimiento y un aparato para moldeo simultáneo por inyección de artículos realizados de material plástico, comprendiendo los artículos partes articuladas entre sí, por medio de lo cual es posible reducir los tiempos de los ciclos de trabajo, y llevar a cabo un montaje automático de las partes directamente en el molde, durante la etapa de desmoldeo del artículo moldeado.
Un objeto más de la invención es proveer un aparato, como se mencionó anteriormente, adecuado para uso en una prensa de moldeo por inyección convencional, por medio de lo cual es posible aprovecharse de los movimientos lineales de ciertos miembros de la misma prensa para lograr el montaje de las partes, por medio de una solución sencilla que no requiere el uso de dispositivos y sistemas de control adicionales.
Otro objeto más de la invención es proveer un procedimiento y un aparato, como se mencionó anteriormente, por medio de lo cual es posible producir artículos moldeados que tienen grosores delgados y/o que tienen paredes planas, sin correr el riesgo de que la deformación de las partes debida a su limitado grosor y/o su geometría sea tal que impida la operación de montaje de las mismas partes.
Breve descripción de la invención
Según la invención, se ha provisto un procedimiento según la reivindicación 1, y se ha provisto un aparato según la reivindicación 7.
Breve descripción de los dibujos
La invención se describirá con mayor detalle a continuación con referencia a los dibujos adjuntos, en los que
la Fig. 1 muestra una vista en perspectiva de un recipiente provisto de un asa que no son parte de la invención, moldeado y montado simultáneamente según la invención;
la Fig. 2 muestra un detalle a escala ampliada de la Fig. 1;
la Fig. 3 muestra una vista de la sección transversal de la unión articulada de la Fig. 2;
la Fig. 4 muestra una primera vista de la sección transversal longitudinal de un molde cerrado, que forma parte del aparato según una primera realización de la invención;
la Fig. 5 muestra una segunda vista de la sección transversal longitudinal de un plano diferente del molde de la Fig. 4;
las Figs. de la 6 a la 13 muestran vistas generales y detalles a escala ampliada, diseñados para ilustrar las etapas principales del montaje y desmoldeo del artículo moldeado;
la Fig. 14 muestra una vista en despiece ordenado de un segundo tipo de unión articulada que no es parte de la invención;
la Fig. 15 muestra una vista frontal de la unión articulada de la Fig. 14;
la Fig. 16 muestra una vista en despiece ordenado de un tercer tipo de unión articulada que no es parte de la invención;
la Fig. 17 muestra una vista frontal de la unión articulada de la Fig. 16;
la Fig. 18 muestra una vista de la sección transversal a lo largo de la línea 18-18 de la Fig. 17;
la Fig. 19 muestra una vista en despiece ordenado de una cuarta unión articulada que no es parte de la invención;
la Fig. 20 muestra una sección transversal de un nuevo tipo de unión entre un pasador de articulación y un elemento anular, respectivamente de un recipiente moldeado y del asa de soporte pertinente;
las Figs. de la 21 a la 25 muestran detalles a escala ampliada de los miembros de moldeo según una segunda realización de la invención, diseñados para ilustrar las etapas principales de montaje del artículo moldeado;
la Fig. 26 muestra una vista de la sección transversal longitudinal de un molde cerrado, que forma parte del aparato según la segunda realización de la invención.
Descripción detallada de la invención
El procedimiento y el aparato según la invención se describirán con mayor detalle a continuación...
Reivindicaciones:
1. Un procedimiento de moldeo simultáneo por inyección y montaje para un artículo realizado de material plástico, comprendiendo el artículo una primera parte moldeada (10) provista de un pasador de articulación (14), y una segunda parte moldeada (11) provista de un elemento anular (15), diseñadas para ser unidas de manera articulada la una a la otra directamente en el molde de inyección (20, 21);
- en el que el elemento anular (15) y el pasador de articulación (14) son moldeados simultáneamente, y posteriormente acoplados a presión uno a otro, y el artículo desmoldeado por un dispositivo de desmoldeo (23),
comprendiendo el procedimiento las etapas de:
- proveer al molde (20, 21) de un primer miembro de moldeo (40) que define una impresión para el pasador de articulación (14), y respectivamente de un segundo miembro de moldeo (41) que define una impresión para el elemento anular (15), siendo el primer y el segundo miembros de moldeo (40, 41) axialmente móviles uno con respecto a otro; y
- proveer a dicho molde (20, 21) de medios de control por leva (46, 47) conformados para desplazar selectivamente dichos primer y segundo miembros de moldeo (40, 41) para montar las partes moldeadas causando un encaje a presión del elemento anular (15) con el pasador de articulación (14),
caracterizado por las etapas adicionales de:
- proveer el primer y el segundo miembros de moldeo (40, 41) sobre una parte móvil (26) del dispositivo de desmoldeo (23);
- moldear simultáneamente el elemento anular (15) y el pasador de articulación (14) en una condición alineada axialmente;
- acoplar el elemento anular (15) y el pasador de articulación (14) desplazando axialmente al menos uno de dichos primer y segundo miembros de moldeo (40, 41) mediante dicha parte móvil (26) del dispositivo de desmoldeo (23) y dichos medios de leva (46, 47), durante una fase inicial del desmoldeo del artículo del molde; y
- desencajar dichos miembros de moldeo (40, 41) del elemento anular (15) y del pasador de articulación (14), y posteriormente completar el desmoldeo del artículo, con dichas primera y segunda partes moldeadas (10, 11) en su condición montada.
2. El procedimiento según la reivindicación 1, caracterizado por causar una secuencia de movimientos coordinados de los miembros de moldeo (40, 41), siguiendo su movimiento con respecto a los medios de control por leva (46, 47), en la misma dirección de desmoldeo.
3. El procedimiento según la reivindicación 2, que ha de ser llevado a cabo por una prensa de moldeo por inyección que comprende un dispositivo de desmoldeo (23) para los artículos moldeados, móvil linealmente en una dirección axial, caracterizado por causar dicha secuencia coordinada de movimientos de los miembros de moldeo (40,41), en relación con un movimiento lineal del dispositivo de desmoldeo (23).
4. El procedimiento según la reivindicación 1, caracterizado porque dicha secuencia de movimientos de los miembros de moldeo (40, 41), simultáneamente o en momentos subsiguientes, comprende:
un primer movimiento de retroceso para un primer miembro de moldeo (40), para desencajarlo del pasador de articulación (14);
un segundo movimiento de avance del segundo miembro de moldeo (41) para ejercer un empuje axial adecuado para encajar el elemento anular (15) con el pasador de articulación (14); y
un movimiento final subsiguiente para alejar los miembros de moldeo anteriormente mencionados (40, 41) del elemento anular (15) y del pasador de articulación (14).
5. El procedimiento según la reivindicación 1, caracterizado por la etapa adicional de:
- ejercer una acción de retención axial sobre el pasador de articulación (14), por medio de dicho primer miembro de moldeo (40), durante el acoplamiento del elemento anular (15) al pasador de articulación (14) del artículo.
6. El procedimiento según la reivindicación 5, caracterizado por proveer a dicho primer miembro de moldeo (40) de medios desencajables (50) para retener axialmente el pasador de articulación (14), y
por encajar el pasador de articulación (14) con dicho primer miembro (40), durante el moldeo por inyección.
7. Aparato para moldeo simultáneo por inyección y montaje para un artículo realizado de material plástico, comprendiendo el artículo una primera parte moldeada (10) provista de un pasador de articulación (14), y una segunda parte moldeada (11) provista de un elemento anular (15), conectables mediante articulación, comprendiendo el apara- to:
un molde de inyección (20, 21), que define impresiones de moldeo para la primera y la segunda partes moldeadas (10, 11) de un artículo realizado de material plástico;
un dispositivo de desmoldeo (23) móvil linealmente en una dirección axial del molde;
primer y segundo miembros de moldeo (40, 41) que definen impresiones de moldeo del elemento anular (15) y del pasador de articulación (14), siendo móviles dichos miembros de moldeo (40, 41) uno con respecto a otro; y
medios de control por leva (46, 47) para desplazar selectivamente dichos miembros de moldeo (40, 41) entre una condición de moldeo adelantada, una condición de montaje y una condición retrasada para desencaje del pasador (14) y el elemento de articulación anular (15);
caracterizado porque dichos miembros de moldeo (40, 41) están soportados por un componente de desmoldeo móvil (26) del dispositivo de desmoldeo (23),
estando dichos miembros de moldeo (40, 41) conformados y dispuestos coaxialmente para proveer las impresiones para el elemento anular (15) y el pasador de articulación (14) en una condición alineada axialmente,
estando provistos medios de empuje (37) en dicho dispositivo de desmoldeo (23) para desplazar dicho componente de soporte (26) del dispositivo de desmoldeo (23) durante una fase inicial de desmoldeo para el artículo moldeado, para causar un movimiento axial controlado por leva de al menos uno de dichos primer y segundo miembros de moldeo (40, 41) para acoplar el elemento anular (15) y el pasador de articulación (14).
8. Aparato según la reivindicación 7, caracterizado porque dichos miembros de moldeo (40, 41) comprenden un primer y un segundo pasador (40, 41), dispuestos de manera coaxialmente móvil uno con respecto a otro.
9. Aparato según la reivindicación 8, en el que el molde (20, 21) comprende un anillo de desmoldeo (26) móvil en una dirección axial, caracterizado porque dichos pasadores de moldeo (40, 41) están soportados para desplazarse en una dirección radial por dicho anillo de desmoldeo (26).
10. Aparato según la reivindicación 8, caracterizado por comprender un primer pasador interno (40) que define una impresión para el pasador de articulación (14), y un segundo pasador tubular (41) coaxialmente móvil con respecto al pasador interno (40), que define una impresión para el elemento anular (15), estando conformados dichos medios de control por leva (46, 47) para desplazar selectivamente el pasador interno (40) entre una posición de moldeo adelantada y una posición retrasada para desencaje de dicho pasador de articulación (14), y respectivamente para desplazar selectivamente el pasador tubular (41) entre una primera posición de moldeo del elemento anular (15), una segunda posición adelantada para montar el elemento anular (15) con el pasador de articulación (14), y una tercera posición retrasada para desencajarlo del elemento anular (15) y del pasador de articulación (14).
11. Aparato según una o más de las reivindicaciones precedentes, caracterizado porque dichos miembros de moldeo (40, 41) están conectados funcionalmente a levas de control (46, 47) que se extienden en la dirección axial del movimiento del dispositivo de desmoldeo (23).
12. Aparato según la reivindicación 7, caracterizado porque dicho primer miembro de moldeo (40) comprende medios desencajables (50) para retener axialmente el pasador de articulación (14) durante el acoplamiento del mismo pasador (14) con dicho elemento de articulación anular (15).
13. Aparato según la reivindicación 12, caracterizado porque dicho primer miembro de moldeo (40) comprende un primer pasador axialmente móvil (40), un extremo (40') del cual define la impresión interna de dicho pasador de articulación (14).
14. Aparato según la reivindicación 13, caracterizado porque dichos medios de retención axial (50) comprenden un dentado periférico continuo o discontinuo (50) sobre dicho pasador (40) del primer miembro de moldeo (40), estando diseñado el dentado (50) para encajar internamente con el pasador de articulación (14), durante el moldeo por inyección del mismo pasador (14).
15. Aparato según la reivindicación 13, caracterizado porque dicho pasador (40) del primer miembro de moldeo comprende una ranura periférica continua o discontinua (40'') que define la impresión de moldeo para un reborde interno (15') de dicho elemento de articulación anular (15), estando provista dicha ranura periférica (40'') en un extremo axial con una superficie cónica (40''') conformada y dispuesta para formar en dicho reborde interno (15') una superficie de entrada cónica (15'') para acoplar dicho elemento anular (15) sobre el pasador de articulación (14).
Patentes similares o relacionadas:
Borde para un contenedor, del 21 de Junio de 2019, de Frugalpac Limited: Un conjunto de reborde para un contenedor, el contenedor que comprende un cuerpo principal y una tapa , el cuerpo principal […]
Un recipiente y una tapa con un anillo de seguridad, del 30 de Noviembre de 2018, de Baltic Packaging A/S: Un recipiente que comprende un cuerpo del recipiente , una tapa y medios de sujeción para asegurar la tapa en el cuerpo del recipiente […]
Recipiente para el manejo de hielo, del 30 de Noviembre de 2018, de Ecolab USA Inc: Un recipiente para el manejo de hielo comprendiendo: un fondo y paredes verticales que terminan en una boca ; […]
Contenedor, del 28 de Junio de 2017, de Hsieh, Fu-Yu: Un contenedor formado como una forma integral y que incluye: un cuerpo (10, 10A) que incluye un espacio del cuerpo formado en el cuerpo […]
 Dispositivo de transporte para un barrilete, del 31 de Agosto de 2016, de Fass-Frisch GmbH: Combinación de un barrilete , que en su cara superior presenta un reborde en forma de anillo , cuyo diámetro externo es más pequeño que un diámetro interno […]
Dispositivo de transporte para un barrilete, del 31 de Agosto de 2016, de Fass-Frisch GmbH: Combinación de un barrilete , que en su cara superior presenta un reborde en forma de anillo , cuyo diámetro externo es más pequeño que un diámetro interno […]
 Barril de cerveza de plástico, del 11 de Junio de 2013, de REHRIG PACIFIC COMPANY: Un barril de cerveza de plástico que incluye:
un recipiente que tiene una base , generalmente redonda, y una pared que se extiende hacia […]
Barril de cerveza de plástico, del 11 de Junio de 2013, de REHRIG PACIFIC COMPANY: Un barril de cerveza de plástico que incluye:
un recipiente que tiene una base , generalmente redonda, y una pared que se extiende hacia […]
RECIPIENTE CON ASA DESPLAZABLE, del 14 de Julio de 2011, de SUPERFOS A/S: Recipiente , que comprende: - un cuerpo de recipiente, - una tapa , - dos asas - en el que los extremos de cada una de las dos […]
 PROCEDIMIENTO DE FIJACIÓN DE UN ASA DE MATERIAL PLÁSTICO A UN ENVASE METÁLICO, del 1 de Marzo de 2011, de SABATIER: Procedimiento de fijación de un asa (A) de material plástico a un envase metálico (B), preferentemente sensiblemente cilíndrico o cónico, que […]
PROCEDIMIENTO DE FIJACIÓN DE UN ASA DE MATERIAL PLÁSTICO A UN ENVASE METÁLICO, del 1 de Marzo de 2011, de SABATIER: Procedimiento de fijación de un asa (A) de material plástico a un envase metálico (B), preferentemente sensiblemente cilíndrico o cónico, que […]