PROCEDIMIENTO Y APARATO PARA LA FABRICACIÓN DE UN ARTÍCULO QUE INCLUYE UN ESPACIO VACÍO.
Un conjunto de herramientas que comprende una herramienta macho (19) que incluye una herramienta de conformado interior (13) que comprende una bolsa (15) que tiene una conexión (45) que puede conectarse a una fuente de despresurización para crear un vacío en la bolsa (15) de manera que las perlas (17) dentro de la misma formen un cuerpo de cohesión firme que proporcione rigidez a la herramienta de conformado interior (13),
caracterizado porque la herramienta macho (19) comprende adicionalmente un soporte (1) de curación, hueco y flexible, dispuesto alrededor de la herramienta de conformado interior (13), estando dispuesta la herramienta de conformado interior (13) para que, rompiendo dicho vacío, pueda desmontarse del soporte (1) de curación, hueco y flexible
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07122527.
Solicitante: SAAB AB.
Nacionalidad solicitante: Suecia.
Dirección: ALBIHNS.ZACCO VALHALLAVAGEN 117 BOX 5581 114 85 STOCKHOLM SUECIA.
Inventor/es: ANDERSSON, JAN, PETERSSON,MIKAEL, WEIDMANN,BJORN, HALLANDER,PER, LINDBACK,JAN-ERIK, GRANKALL,TOMMY.
Fecha de Publicación: .
Fecha Solicitud PCT: 6 de Diciembre de 2007.
Clasificación Internacional de Patentes:
- B29C33/38D
- B29C33/50B
Clasificación PCT:
- B29C33/38 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › caracterizados por el material o el procedimiento de fabricación (B29C 33/44 tiene prioridad).
- B29C33/50 B29C 33/00 […] › elásticos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
CAMPO DE LA TÉCNICA DE LA INVENCIÓN
La presente invención se refiere a un conjunto de herramientas de acuerdo con la Reivindicación 1, y a un procedimiento de acuerdo con la Reivindicación 6. La presente invención se refiere, pero no está limitada, a la industria aeronáutica.
ANTECEDENTES DE LA INVENCIÓN
Son conocidos los procedimientos para la fabricación de artículos compuestos que tienen un espacio vacío, en los que la medida de la sección transversal del espacio vacío es mayor que la sección transversal de cualquiera de las partes abiertas del artículo para poder retirar una herramienta macho interior. Esto es, en la técnica es conocido el uso de un molde a macho perdido o de un cuerpo de herramienta macho colapsable, para formar dicho espacio vacío. Los procedimientos de moldeo a macho perdido también se usan para fabricar vigas huecas y curvas cuando resulta imposible retirar una herramienta macho rígida del espacio vacío sin romper el artículo.
Para retirar los insertos de molde del artículo final se usan insertos de molde interiores rígidos en forma de diversas unidades conectables. Lo complejo de conectar estas unidades entre sí, y del interior ocupado del material en bruto durante el proceso de curación, suponen una fabricación poco rentable.
El documento WO 03/064130 describe un inserto de molde fabricado con un material particulado en una bolsa estanca al gas en el que se da al inserto de molde la forma exterior deseada mientras que la bolsa es sellada al vacío de manera que el material particulado forme un cuerpo de cohesión firme. El material compuesto, tal como un material prepreg (preimpregnado), se forma alrededor del inserto de molde y después de la curación del material compuesto se agujerea la bolsa estanca al gas, por lo que la cohesión del inserto de molde se colapsa cuando se rompe el vacío. El material particulado junto con el material de la bolsa son retirados del artículo final.
El documento GB 2284173 también describe una herramienta macho interior para un proceso de moldeo a macho perdido. La herramienta macho interior está hecha con una bolsa con partículas que se volverán rígidas al evacuar el aire del interior de la bolsa. Se inserta la herramienta macho interior en un molde rígido estableciendo un volumen interior presurizable que se adapte a la forma del artículo final. Se introduce un material polimerizable en dicho volumen.
Tras la polimerización del artículo se retira la herramienta macho interior.
Sin embargo, aún existe el problema de cómo reducir el tiempo de fabricación para fabricar artículos huecos, p. ej., hechos de plástico, usando una bolsa sellada al vacío con un material particulado a modo de herramienta de conformado o herramienta macho interior colapsable. Además, existe la necesidad de controlar el ciclo de curación del artículo a fabricar.
El documento WO2007/107552 describe un conjunto de herramientas de acuerdo con el preámbulo de la Reivindicación 1 y un procedimiento para fabricar un artículo de plástico hueco usando dicho conjunto de herramientas.
El objetivo de la presente invención es superar los problemas de los procedimientos conocidos y llevar a cabo un desarrollo adicional del procedimiento descrito en el documento WO 03/064130, cuyo documento sin embargo describe un procedimiento que funciona correctamente.
RESUMEN DE LA INVENCIÓN
Esto se ha resuelto mediante un conjunto de herramientas tal como el definido en la introducción, que está caracterizado por las características de la reivindicación 1.
De esta manera se logra una herramienta (el soporte de curación, hueco y flexible) que puede usarse en la fabricación de un artículo de plástico hueco que tiene unas aberturas, a través de las que la herramienta puede ser retirada y reutilizada, con un área de salida más pequeña que el área de la sección transversal de la herramienta. El soporte flexible de curación es suficientemente flexible como para poder ser colapsado para su retirada del artículo, pero lo suficientemente rígido como para servir de soporte al material en bruto durante el proceso de curación. Mediante la herramienta se logra que el tiempo de curación sea menor que en el caso de las técnicas anteriores, dado que puede suministrarse aire caliente al interior de la herramienta. Este aire caliente calentará la herramienta desde el interior y por lo tanto también el material en bruto será calentado desde el interior, lo que es beneficioso para el proceso de curación. Además, puede acelerarse el tiempo de enfriamiento tras la curación ya que puede suministrarse aire frío al interior de la herramienta. Por lo tanto, podrá controlarse el tiempo de curación de manera más eficiente en comparación con las técnicas conocidas. El tiempo de fabricación será menor, lo que resulta rentable.
Adecuadamente, se dispone un medio de sellado para sellar el interior del soporte de curación flexible y hueco.
Por lo tanto, puede lograrse un colapso distintivo del soporte de curación flexible y hueco, mediante el vacío. El medio de sellado comprende preferiblemente unas conexiones para una fácil conexión a una fuente de vacío. El medio de sellado puede estar dispuesto permanentemente sobre el soporte de curación flexible y hueco, y puede comprender unos conductos de aire caliente útiles para el proceso de curación.
Preferiblemente, el soporte de curación flexible y hueco comprende un elemento de refuerzo interno.
De esta manera, puede disponerse y modularse el soporte de curación flexible y hueco para soportar ciertas áreas críticas, tales como esquinas u otras curvaturas con radios pequeños, del material en bruto durante el proceso de curación.
Adecuadamente, el conjunto de herramientas comprende adicionalmente una herramienta de conformado, exterior, divisible y precisa, para dar forma a la herramienta macho.
Por lo tanto, pueden mantenerse unos márgenes de tolerancia estrechos para el soporte de curación hueco y flexible mediante el uso de la herramienta para conformar, exterior, divisible y precisa, para dar forma a la herramienta macho y por lo tanto al soporte de curación hueco y flexible. Por medio de la propiedades flexibles del soporte de curación hueco y flexible, la superficie formadora de este último permanecerá siempre cerca de la pared formadora de la herramienta de conformado, exterior y divisible, cuando se prepare la herramienta macho por medio de la herramienta macho interior. Por lo tanto, debido al conjunto de herramientas, el soporte de curación, hueco y flexible, logrará una alta precisión en la forma.
Preferiblemente, la herramienta de conformado exterior, divisible y precisa, comprende un diámetro de paso que puede conectarse a una fuente de despresurización para asentar el soporte de curación hueco y flexible contra una pared formadora de la herramienta de conformado exterior, divisible y precisa.
Por lo tanto, siempre está asegurada la correspondencia entre la geometría interior final del artículo a formar y la geometría deseada.
Esto ha sido también resuelto mediante un procedimiento definido en la introducción, estando caracterizado el procedimiento por las etapas reivindicadas en la parte caracterizadora de la Reivindicación 6.
Por lo tanto, el soporte de curación, hueco y flexible, que da cuerpo a la herramienta rígida de conformado interior constituye una herramienta macho rígida con unas dimensiones de precisión para dar forma al material en bruto alrededor de la herramienta macho rígida. La herramienta de conformado interior es retirada del soporte de curación, hueco y flexible, de la herramienta macho para curar el material en bruto, pudiéndose introducir aire caliente en el interior del soporte de curación, lo que hace que el proceso de curación sea más efectivo que los procedimientos de la técnica anterior. Esto es rentable para la fabricación.
Preferiblemente, la etapa de introducir el soporte de curación, hueco y flexible, está precedida por una etapa de revestir el soporte de curación, hueco y flexible, con un tejido transpirable y un material de contacto para el proceso de curación.
De este modo la herramienta macho está compensada con respecto a la geometría final del artículo finalizado. El tejido transpirable y el material de contacto (tal como un FEP, es decir Etileno-Propileno fluorado) pueden tener un grosor total de 15/100 mm....
Reivindicaciones:
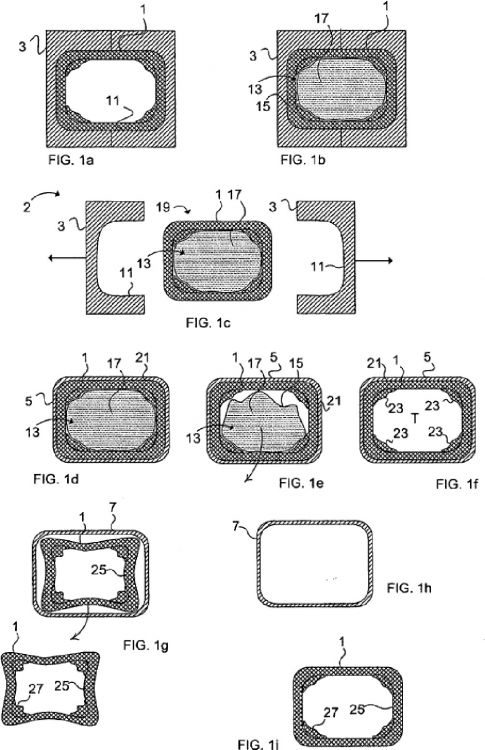
1. Un conjunto de herramientas que comprende una herramienta macho (19) que incluye una herramienta de conformado interior (13) que comprende una bolsa (15) que tiene una conexión (45) que puede conectarse a una fuente de despresurización para crear un vacío en la bolsa (15) de manera que las perlas (17) dentro de la misma formen un cuerpo de cohesión firme que proporcione rigidez a la herramienta de conformado interior (13), caracterizado porque la herramienta macho (19) comprende adicionalmente un soporte (1) de curación, hueco y flexible, dispuesto alrededor de la herramienta de conformado interior (13), estando dispuesta la herramienta de conformado interior (13) para que, rompiendo dicho vacío, pueda desmontarse del soporte (1) de curación, hueco y flexible.
2. El conjunto de herramientas de acuerdo con la Reivindicación 1, en el cual hay dispuesto un medio de sellado (27, 37) para sellar el interior del soporte (1) de curación, hueco y flexible.
3. El conjunto de herramientas de acuerdo con la Reivindicación 1 ó 2, en el cual el soporte (1) de curación, hueco y flexible, comprende un elemento de refuerzo interior (23).
4. El conjunto de herramientas de acuerdo con cualquiera de las reivindicaciones 1 a 3, en el cual el conjunto (2) de herramientas comprende adicionalmente una herramienta de conformado exterior (3), divisible y precisa, para dar forma a la herramienta macho (19).
5. El conjunto de herramientas de acuerdo con la Reivindicación 4, en el cual la herramienta de conformado exterior (3), divisible y precisa, comprende un orificio de paso (43) que puede conectarse a una fuente de despresurización para asentar el soporte (1) de curación, hueco y flexible, contra una pared formadora (11) de la herramienta de conformado exterior (3), divisible y precisa.
6. Un procedimiento para fabricar un artículo de plástico hueco (7) por medio de procesos formadora y curación, comprendiendo el procedimiento las etapas de:
- proporcionar una herramienta de conformado exterior (3), divisible y precisa;
- introducir un soporte (1) de curación, hueco y flexible, dentro de la herramienta de conformado exterior (3), divisible y precisa, y una herramienta de conformado interior (13) dentro del soporte (1) de curación, hueco y flexible, comprendiendo la herramienta de conformado interior (13) una bolsa (15) que incluye unas perlas (17); -crear un vacío en la bolsa (15) de manera que las perlas (17) dentro de la misma formen un cuerpo de cohesión firme que proporcione rigidez a la herramienta de conformado interior (13); -retirar el soporte (1) de curación, hueco y flexible, que da cuerpo a la herramienta de conformado interior (13), de la herramienta de conformado exterior (3), divisible y precisa, -formar un material en bruto (5) de plástico curable sobre el soporte (1) de curación, hueco y flexible; -retirar la herramienta de conformado interior (13) del interior del soporte (1) de curación, hueco y flexible, tras romper dicho vacío; -curar el material en bruto (5) soportado por el soporte (1) de curación, hueco y flexible, introduciendo calor en el interior del soporte 1 de curación, hueco y flexible.
7. El procedimiento de acuerdo con la Reivindicación 6, en el cual la etapa de introducir el soporte (1) de curación, hueco y flexible, está precedida por la etapa de revestir el soporte (1) de curación, hueco y flexible, con un tejido transpirable (41) y un material de contacto para el proceso de curación.
8. El procedimiento de acuerdo con la Reivindicación 6 ó 7, en el cual la etapa de introducir el soporte (1) de curación, hueco y flexible, está seguida por la etapa de insertar una bolsa de vacío (9) en el soporte (1) de curación, hueco y flexible, y sellar la bolsa de vacío (9) contra la herramienta de conformado exterior (3), divisible y precisa, para asentar el soporte (1) de curación, hueco y flexible, contra una pared formadora
(11) de la herramienta de conformado exterior (3), divisible y precisa.
9. El procedimiento de acuerdo con cualquiera de las reivindicaciones 6 a 8, en el cual el procedimiento comprende las etapas adicionales de:
- proporcionar un medio de sellado (27, 37) para sellar el interior del soporte (1) de curación, hueco y flexible; y -despresurizar el interior del soporte (1) de curación, hueco y flexible, de manera que el soporte (1) de curación, hueco y flexible, se colapse para poder retirarlo del artículo de plástico hueco final (7).
Patentes similares o relacionadas:
UN PROCEDIMIENTO DE REALIZACIÓN DE PANELES RIGIDIZADOS DE MATERIALES COMPUESTOS, del 9 de Junio de 2011, de EUROPEAN AERONAUTIC DEFENCE AND SPACE COMPANY EADS FRANCE: Un procedimiento de realización de un panel rigidizado en material compuesto, incluyendo dicho panel rigidizado una piel y al menos un rigidizador (3a, […]
 PROCEDIMIENTO DE REALIZACIÓN DE ESTRUCTURAS DE FORMAS COMPLEJAS DE MATERIALES COMPUESTOS, del 2 de Febrero de 2011, de EUROPEAN AERONAUTIC DEFENCE AND SPACE COMPANY EADS: Un procedimiento de realización de una pieza de material compuesto, de tal modo que dicho material compuesto comprende fibras […]
PROCEDIMIENTO DE REALIZACIÓN DE ESTRUCTURAS DE FORMAS COMPLEJAS DE MATERIALES COMPUESTOS, del 2 de Febrero de 2011, de EUROPEAN AERONAUTIC DEFENCE AND SPACE COMPANY EADS: Un procedimiento de realización de una pieza de material compuesto, de tal modo que dicho material compuesto comprende fibras […]
MÉTODO DE FABRICACIÓN DE ÁLABES DE TURBINA EÓLICA QUE COMPRENDEN MATERIALES DE MATERIAL COMPUESTO, del 18 de Noviembre de 2011, de SIEMENS AKTIENGESELLSCHAFT: Método de fabricación de álabes de turbina eólica que comprenden materiales de material compuesto, que comprende las etapas de - seleccionar una […]
 HERRAMIENTA DE COMPACTACIÓN EXPANSIBLE Y PROCEDIMIENTO DE FABRICACIÓN DE ESTRUCTURAS COMPUESTAS, del 11 de Abril de 2011, de THE BOEING COMPANY: Una herramienta de compactación expansible para consolidar un elemento compuesto que tiene al menos una sección transversal cerrada, incluyendo: un […]
HERRAMIENTA DE COMPACTACIÓN EXPANSIBLE Y PROCEDIMIENTO DE FABRICACIÓN DE ESTRUCTURAS COMPUESTAS, del 11 de Abril de 2011, de THE BOEING COMPANY: Una herramienta de compactación expansible para consolidar un elemento compuesto que tiene al menos una sección transversal cerrada, incluyendo: un […]
Método para fabricar una herramienta de conformación en caliente y herramienta de conformación en caliente fabricada con este, del 10 de Junio de 2020, de Buderus Edelstahl Gmbh: Método para la producción de una herramienta de conformación en caliente para el endurecimiento y conformación o el endurecimiento en prensa […]
PANEL SOPORTE PARA LA FABRICACIÓN DE APLACADOS DE AGLOMERADOS, del 26 de Marzo de 2020, de PLASTICOS HIDROSOLUBLES, S.L.: Panel soporte para la fabricación de aplacados de aglomerados que comprende al menos una capa que a su vez comprende: - 40%-90% de una mezcla de resinas poliméricas, […]
Molde para fabricar un panel polimérico de ventana de avión, del 11 de Marzo de 2020, de PPG INDUSTRIES OHIO, INC.: Un molde para moldear un panel polimérico de ventana de avión , que comprende: una primera mitad de molde , que comprende […]
Modelo de recubrimiento de cuero, del 4 de Marzo de 2020, de SMP Deutschland GmbH: Modelo de recubrimiento de cuero para la fabricación de un molde de silicona, que presenta - un modelo de fresado que presenta al menos una ranura con […]