Un procedimiento y un aparato de construcción de una tubería de calor.
Un procedimiento de construcción de una tubería (10) de calor sin mecha,
que comprende las etapas de:
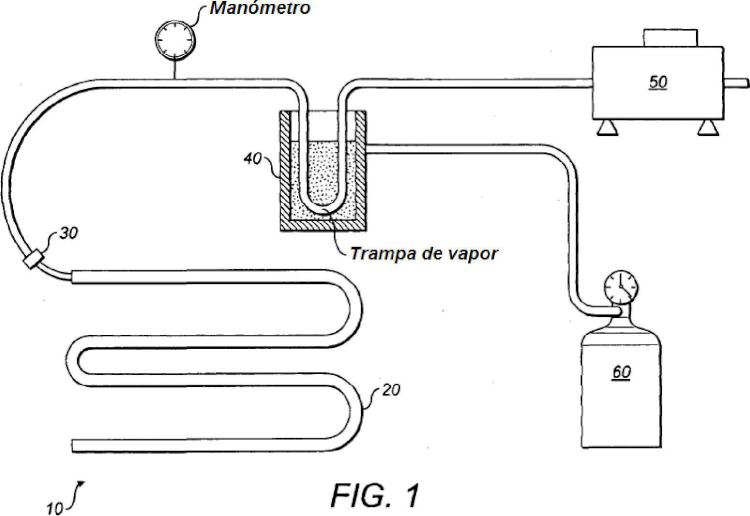
proporcionar un tubo (20) que tiene un extremo abierto y un extremo cerrado opuesto;
llenar el tubo (20) con un volumen predeterminado de fluido de trabajo;
conectar una trampa (40) de vapor al extremo abierto del tubo;
aplicar un vacío al extremo abierto del el tubo (20) durante un período de tiempo predeterminado para extraer los gases no condensables del tubo (20); y
sellar el tubo (20), caracterizado porque el procedimiento comprende la etapa adicional de pesar el tubo (20) después de la etapa de llenar el tubo con un volumen predeterminado de fluido de trabajo y antes de la etapa de evacuar el tubo (20);
volver a pesar el tubo después de la etapa de evacuar el tubo, y registrar la masa de fluido de trabajo vaporizado perdida durante la etapa de evacuación del tubo (20).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/GB2011/000543.
Solicitante: S & P Coil Products Ltd.
Nacionalidad solicitante: Reino Unido.
Dirección: SPC House Evington Valley Road Leicester LE5 5LU REINO UNIDO.
Inventor/es: JOUHARA,HUSSAM, MESKIMMON,RICHARD IAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F28D15/02 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F28 INTERCAMBIO DE CALOR EN GENERAL. › F28D INTERCAMBIADORES DE CALOR, NO PREVISTOS EN NINGUNA OTRA SUBCLASE, EN LOS QUE LOS MEDIOS QUE INTERCAMBIAN CALOR NO ENTRAN EN CONTACTO DIRECTO (materiales de transferencia de calor, de intercambio de calor o de almacenamiento de calor C09K 5/00; calentadores de fluidos que tienen medios para producir y transferir calor F24H; hornos F27; partes constitutivas de los aparatos intercambiadores de calor de aplicación general F28F ); APARATOS O PLANTAS DE ACUMULACION DE CALOR EN GENERAL. › F28D 15/00 Aparatos cambiadores de calor en los cuales el agente intermediario de transferencia térmica está en tubos cerrados que pasan por, o a través de, las paredes de las canalizaciones. › en los cuales el agente se condensa y se evapora, p. ej. tubos térmicos.
PDF original: ES-2520643_T3.pdf
Fragmento de la descripción:
Un procedimiento y un aparato de construcción de una tubería de calor
La presente invención se refiere a un procedimiento de construcción de una tubería de calor y a un aparato de fabricación de una tubería de calor de este tipo. El documento US 26/581 desvela un procedimiento y un aparato como se define en los preámbulos de las reivindicaciones 1 y 8. Las tuberías de calor son un medio eficaz para transferir calor desde una ubicación a otra.
Una tubería de calor convencional comprende un tubo hueco sellado formado a partir de un material que tiene una alta conductividad térmica, tal como cobre o una aleación de aluminio, y parcialmente lleno con un fluido de trabajo. La tubería de calor opera por medio del fluido de trabajo que se mantiene en sus estados líquido y vapor en su punto de saturación en aire en reposo. Esto se consigue asegurando que la tubería de calor funcione a las condiciones de presión y temperatura apropiadas.
La aplicación de calor a un extremo de la tubería de calor hace que el líquido hierva y entre en el estado de vapor. Al hacerlo, el líquido adquiere su calor latente de vaporización. El vapor formado en el extremo caliente está a una presión más alta que la del vapor en el extremo frío de la tubería, y se mueve a lo largo de la tubería hasta la ubicación más fría donde se condensa y cede su calor latente de vaporización. El líquido condensado fluye después de vuelta al extremo caliente de la tubería de calor. Por lo tanto, el calor se transfiere desde una sección de evaporación caliente a una sección de condensación fría.
El flujo del fluido de trabajo condensado del extremo frío al extremo caliente se produce normalmente bajo la influencia de la gravedad. Esto requiere que la tubería de calor se oriente generalmente de tal manera que el extremo frío esté a un nivel sustancialmente más alto que el extremo caliente.
Sin embargo, una estructura de mecha interior opcional se utiliza a menudo para ayudar al retorno del fluido condensado del extremo frío de nuevo al extremo caliente de la tubería de calor, por acción capilar. El uso de una estructura de mecha hace posible que la tubería de calor se oriente de tal modo que el extremo frío está ya sea a nivel o más alto que el extremo caliente.
Las tuberías de calor sin mecha que dependen del retorno por gravedad son capaces de transferir tasas mucho más altas de fluidos que las tuberías de calor con mecha. También son significativamente más simples y menos costosos de fabricar. La elección del fluido de trabajo viene dictada en gran medida por las condiciones de temperatura bajo las que la tubería de calor se tiene que operar. Por ejemplo, las aplicaciones de muy baja temperatura pueden emplear helio líquido, mientras que para temperaturas muy altas, se pueden elegir fluidos tales como mercurio o sodio. Sin embargo, para la mayoría de aplicaciones de tuberías de calor convencionales, el fluido de trabajo será refrigerante, amoníaco, alcohol o agua.
El agua se prefiere a menudo como un fluido de trabajo, ya que es ecológicamente responsable y, generalmente, presenta pocos peligros. También tiene propiedades térmicas más atractivas que los fluidos competitivos, permitiendo que cada caudal másico unitario transfiera más calor.
Una tubería de calor convencional se fabrica mediante la formación de un tubo en una configuración deseada, tal como una tunería recta o un bucle, y el sellado de un extremo. La tubería se llena después con un volumen predeterminado de fluido de trabajo.
Una vez que la tubería de calor se ha llenado parcialmente con el fluido de trabajo, es necesario purgar de la tubería todos los gases no condensables. Si no se extraen estos gases no condensables, los mismos se acumulan en la parte superior de la tubería de calor y pueden causar corrosión en combinación con el fluido de trabajo. Esto tiene el efecto de reducir la longitud efectiva de la tubería de calor dado que los gases no condensables bloquean el extremo superior de la tubería de calor, y reducen el área superficial de la sección del condensador y la velocidad a la que los vapores se pueden condensar. En consecuencia, se reduce la eficacia de la tubería de calor.
Una técnica para extraer todos los gases no condensables desde una tubería de calor cargada es calentar el conjunto hasta que el fluido de trabajo hierva. El vapor resultante purga los gases no condensables de la tubería de calor, punto en el que la tubería de calor está cerrada y sellada.
Aunque esta técnica se puede aplicar fácilmente a conjuntos de tuberías de calor de tamaños pequeño a mediano, que se pueden calentar fácilmente de forma individual, no es práctico para conjuntos de tuberías de calor grandes o con forma irregular. La técnica no es capaz de extraer todos los gases no condensables de la tubería dado que nunca se puede lograr una purga completa.
En la técnica descrita anteriormente, la tubería de calor se llena de un fluido de trabajo antes de que se purgue para extraer los gases no condensables.
En otra técnica conocida, una tubería de calor se evacúa inicialmente utilizando una bomba conectada a la tubería de calor por medio de, por ejemplo, una válvula. Después de la evacuación por la bomba, la bomba se cierra desde
la tubería de calor por medio de la válvula. El fluido de trabajo se inyecta después en la tubería de calor. Sin embargo, es posible inyectar el fluido de trabajo en la tubería de calor solo rompiendo el vacío creado en la tubería de calor con el fin de cargar el fluido de trabajo. Además, dado que la etapa de purga se realiza antes de que el fluido de trabajo se inyecte en la tubería de calor, no se extraen los gases no condensables contenidos en el fluido de trabajo.
Esta técnica, que se conoce comúnmente como el procedimiento Faghri es, por tanto, incapaz de extraer completamente todos los gases no condensables.
Los procedimientos y técnicas convencionales para producir y llenar tuberías de calor no pueden, por tanto, extraer todos los gases no condensables, particularmente para tuberías de calor que son grandes o tienen una configuración compleja o irregular.
Para muchos fluidos de trabajo, la presencia de gases no condensables es aceptable para ciertas aplicaciones, particularmente si el fluido de trabajo opera a presiones positivas. Sin embargo, cuando se utiliza agua como fluido de trabajo, la misma opera a una presión sub-atmosférica. Esto significa que los gases no condensables restantes en la tubería de calor ocupan un volumen significativamente mayor de la tubería de calor que lo hacen con un fluido de trabajo que opera a una presión positiva.
Un problema adicional que se encuentra con las tuberías de calor convencionales es el de la "desgasificación '. La desgasificación es un fenómeno por el que el gas que queda atrapado en la solución en el material de la tubería se difunde lentamente en el fluido de trabajo a lo largo del tiempo. Esto da como resultado una acumulación de gases no condensables en la tubería de calor lo que reduce su eficacia por las razones expuestas anteriormente.
De acuerdo con un primer aspecto de la invención, se proporciona un procedimiento de construcción de una tubería de calor, de acuerdo con la reivindicación 1.
Se ha de entender que la etapa de evacuar el tubo para extraer los gases no condensables del tubo incluye la extracción de gases no condensables del fluido de trabajo dentro del tubo y el material del que se fabrica el tubo.
La extracción de los gases no condensables desde la tubería de calor mejora su eficacia y longevidad por las razones expuestas anteriormente.
Opcionalmente, el fluido de trabajo es agua.
Se puede utilizar agua como fluido de trabajo en algunas realizaciones de la invención por diversas razones. En primer lugar, el agua es ecológicamente responsable y, por lo general, no representa ningún riesgo si la tubería de calor desarrolla una fuga. En segundo lugar, no existen riesgos de seguridad asociados con el uso de agua durante el proceso de llenado. En tercer lugar, hay ventajas significativas de coste para su uso de agua en lugar de, por ejemplo, amoníaco o refrigerantes comerciales.
Los fluidos que tienen propiedades similares al agua se pueden utilizar también como fluido de trabajo en algunas realizaciones de la invención. Dentro de esta memoria descriptiva se considera un fluido que tiene propiedades similares a las del agua si el fluido en cuestión se expone a temperaturas por debajo de su punto de ebullición a la presión atmosférica durante su uso como fluido de trabajo dentro de una tubería de calor. Un fluido de este tipo se describe en el presente documento como un fluido similar... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento de construcción de una tubería (1) de calor sin mecha, que comprende las etapas de:
proporcionar un tubo (2) que tiene un extremo abierto y un extremo cerrado opuesto; llenar el tubo (2) con un volumen predeterminado de fluido de trabajo; conectar una trampa (4) de vapor al extremo abierto del tubo;
aplicar un vacío al extremo abierto del el tubo (2) durante un período de tiempo predeterminado para extraer los gases no condensables del tubo (2); y
sellar el tubo (2), caracterizado porque el procedimiento comprende la etapa adicional de pesar el tubo (2) después de la etapa de llenar el tubo con un volumen predeterminado de fluido de trabajo y antes de la etapa de evacuar el tubo (2);
volver a pesar el tubo después de la etapa de evacuar el tubo, y registrar la masa de fluido de trabajo vaporizado perdida durante la etapa de evacuación del tubo (2).
2. Un procedimiento de acuerdo con la reivindicación 1, que comprende la etapa adicional de, antes de la evacuación del tubo (2), determinar el período de tiempo predeterminado con respecto a la etapa de evacuación.
3. El procedimiento de acuerdo con la reivindicación 2, en el que el procedimiento de determinar el período de tiempo predeterminado incluye la etapa de medir la presión del fluido de trabajo dentro del tubo, (2) y determinar cuando la presión del fluido de trabajo se vuelve constante.
4. El procedimiento de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que la etapa de aplicar un vacío al extremo abierto del tubo comprende la etapa de:
conectar una bomba de vacío al extremo abierto del tubo, de tal manera que la trampa (4) de vapor se interponga entre la bomba de vacío y el extremo abierto del tubo.
5. El procedimiento de acuerdo con cualquier reivindicación anterior, en el que el fluido es agua.
6. El procedimiento de acuerdo con una cualquiera de las reivindicaciones anteriores, que comprende la etapa inicial adicional de:
limpiar la superficie interior del tubo (2).
7. El procedimiento de acuerdo con cualquier reivindicación anterior, en el que la etapa de sellar el tubo (2), comprende la etapa de:
cerrar el extremo abierto para formar una tubería (1) de calor sellada.
8. Un aparato de fabricación de una tubería (1) de calor sin mecha mediante la realización de un procedimiento de acuerdo con una cualquiera de las reivindicaciones 1 a 7, comprendiendo el aparato un tubo (2) que tiene un extremo abierto y un extremo cerrado opuesto, una bomba de vacío conectada al extremo abierto del tubo, y una trampa (4) de vapor interpuesta entre la bomba de vacío y el extremo abierto del tubo, y un medio de pesaje, en el que la tubería de calor se llena con un volumen predeterminado de fluido de trabajo y caracterizado porque el medio de pesaje está adaptado para pesar el tubo después del llenado del tubo con el volumen predeterminado de fluido de trabajo, y para volver a pesar el tubo después de que el tubo haya sido evacuado.
9. Un aparato de fabricación de una tubería (1) de calor de acuerdo con la reivindicación 8, en el que el fluido es agua.
1. Un aparato de acuerdo con la reivindicación 8 o la reivindicación 9, que comprende además un manómetro conectado operativamente al aparato y adaptado para medir la presión dentro del tubo (2).
Patentes similares o relacionadas:
Dispositivo de absorción o disipación de calor con fluidos con diferencia de temperatura transportados de manera inversa en múltiples tuberías, del 18 de Marzo de 2020, de YANG, TAI-HER: Dispositivo de absorción o disipación de calor con fluidos termoconductores transportados de manera inversa en múltiples tuberías, que es un dispositivo […]
Canalización de efluente que comprende una instalación para extraer calor, del 8 de Enero de 2020, de LYONNAISE DES EAUX FRANCE: Canalización de efluente que comprende una instalación para extraer calor, particularmente de un colector de aguas residuales, comprendiendo la instalación sobre las […]
Mecanismo para mitigar condiciones de flujo de calor elevado en un evaporador o condensador de termosifón, del 13 de Noviembre de 2019, de Phononic Devices, Inc: Tubuladura para un sistema de termosifón , que comprende: una región de condensador , una región de evaporador y una región entre […]
Cámara de vapor, del 23 de Octubre de 2019, de Inheco Industrial Heating and Cooling GmbH: Termociclador , que comprende un disipador de calor , al menos un elemento calefactor eléctrico (24a, 24b, 24c), que también puede ser convenientemente […]
 Dispositivo de enfriamiento con tubo de calor pulsado, del 28 de Agosto de 2019, de EUROPHANE SAS: Dispositivo de enfriamiento adecuado para enfriar una fuente de calor que comprende unos componentes electrónicos y/o eléctricos, […]
Dispositivo de enfriamiento con tubo de calor pulsado, del 28 de Agosto de 2019, de EUROPHANE SAS: Dispositivo de enfriamiento adecuado para enfriar una fuente de calor que comprende unos componentes electrónicos y/o eléctricos, […]
Un dispositivo de transferencia de calor de tipo dos-fases para fuentes de calor operando en una amplia gama de temperaturas, del 10 de Junio de 2019, de Airbus Defence and Space SA: Un dispositivo de transferencia de calor de tipo dos-fases que comprende un evaporador que toma calor de una fuente de calor , un condensador […]
Intercambiador de calor, del 8 de Mayo de 2019, de Econotherm UK Limited: Intercambiador de calor para absorber calor de un medio a través de una superficie sustancialmente plana, comprendiendo el intercambiador : un panel […]
Paneles radiadores para nave espacial, del 6 de Mayo de 2019, de THE BOEING COMPANY: Un panel radiador para una nave espacial, comprendiendo el panel radiador: dos láminas de cara separadas que incluyen una lámina de cara interior y una lámina […]