Prensa con amortiguación de los impactos de corte.
Prensa (1) para la estampación de chapas,
con un bastidor de prensa,
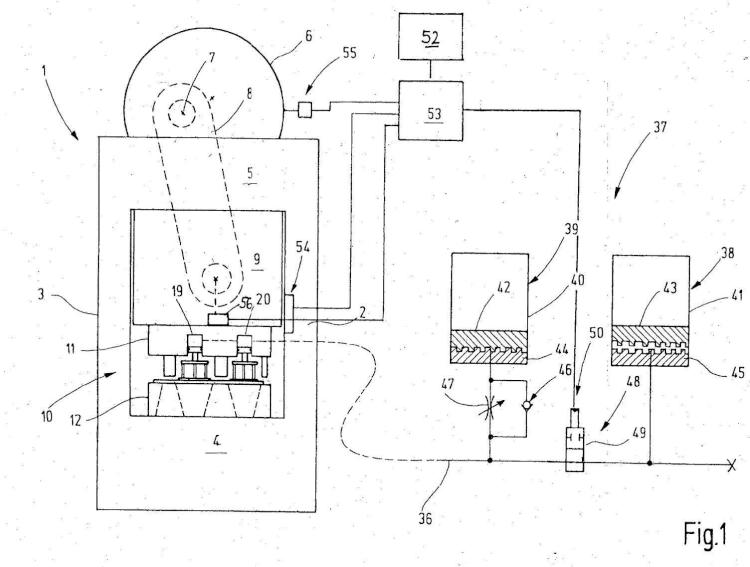
al que pertenecen una mesa de prensa (4) para el alojamiento de una herramienta inferior (12) y en el que está alojado de forma móvil un empujador (9), que está en conexión con una instalación de accionamiento (6) y que lleva una herramienta superior (11),
con una instalación de apoyo (21) controlable, que está instalada para generar una fuera variable efectiva entre el empujador y la mesa de la prensa,
con una instalación de control (53), que está asociada a la instalación de apoyo (21) y que registra por medio de una instalación de sensor (54, 55) como magnitud (a, x), que está en una relación unívoca con la posición del empujador, un ángulo de la prensa (a) o una posición del empujador (x), caracterizada por que la fuerza ejercida por la instalación de apoyo (21), y que actúa entre el empujador (9) y la pieza de trabajo (16), conmuta, en el caso de un ángulo (a) predeterminado de la prensa o en el caso de una posición (x) predeterminada del empujador, desde un valor más reducido a un valor mayor.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06015118.
Solicitante: Schuler Pressen GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Bahnhofstr. 41 73033 Göppingen ALEMANIA.
Inventor/es: FAHRENBACH,JURGEN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D28/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 28/00 Conformación por corte a presión; Perforación. › Utilización de propulsores.
PDF original: ES-2507068_T3.pdf
Fragmento de la descripción:
Prensa con amortiguación de los impactos de corte
La invención se refiere a una prensa, que está instalada especialmente para cortar chapas gruesas y/o de alta resistencia, así como a un procedimiento para el funcionamiento de una prensa de este tipo.
Durante la estampación o corte de chapas de alta resistencia aparecen entre el empujador y la herramienta de estampación temporalmente fuerzas muy fuertemente oscilantes, que se pueden modificar especialmente de forma repentina. Mientras el material de la pieza de trabajo resiste la estampa, está presente una fuerza muy alta, con lo que se deforman elásticamente partes de la prensa. Esto afecta a la mesa de la prensa, a la herramienta de estampación, a la pieza del cabezal de la prensa y en cierta medida también al empujador, además de la biela y el árbol de excéntrica. Cuando la pieza de trabajo cede bajo la acción de la estampa, se libera de forma relativamente incontrolada la energía almacenada elásticamente en dichos elementos.
Para poder controlar mejor este proceso, el documento DE 102 52 625 A1 propone un sistema para la reducción del impacto de corte, en el que en la herramienta están previstos una pluralidad de cilindros hidráulicos. Éstos pueden estar dispuestos debajo, por encima o en el lateral de la pieza de trabajo. Unos sensores, como por ejemplo sensores de ultrasonido, o también sensores, que miden la velocidad de la circulación del líquido hidráulico que circula desde los cilindros hidráulicos, cierran una válvula, a través de la cual podía circular hasta ahora líquido hidráulico desde los cilindros hidráulicos. Los cilindros hidráulicos están conectados con acumuladores de presión, que están bajo presión relativamente alta. Por lo tanto, éstos generan ahora una fuerza opuesta alta. La fuerza ejercida hasta ahora por la estampa sobre la pieza de trabajo se transmite de esta manera en el momento sobre los cilindros hidráulicos, de manera que las estampas comienzan a cortar a través de la pieza de trabajo.
Prensas y procedimientos similares con válvulas que se conmutan en función de la circulación se conocen también a partir de los documentos no publicados anteriormente WO 2005/120741 A2 y EP 1 602 419 A1 así como a partir del documento DE 28 04 185 A1.
Este camino hacia la amortiguación del Impacto de corte ha dado buen resultado, en principio. Sin embargo, el ajuste de los sensores para la detección del corte de la pieza de trabajo es crítico. También en el caso de la disposición de los cilindros hidráulicos junto a la herramienta está presente todavía un cierto Impacto de corte, que debe reducirse adicionalmente.
El documento US 5.673.601 describe una instalación de amortiguación para una prensa, para reducir ruidos y vibraciones, En este caso, se mide el ángulo de la prensa y con determinados valores del ángulo de la prensa se realiza una medición del ruido. La instalación de amortiguación se activa entonces en función de los valores de
medición del ruido.
Partiendo de aquí, el cometido de la invención es mejorar el estado mencionado de la técnica.
Este cometido se soluciona con la prensa según la reivindicación 1 así como con el procedimiento de acuerdo con la
reivindicación 13:
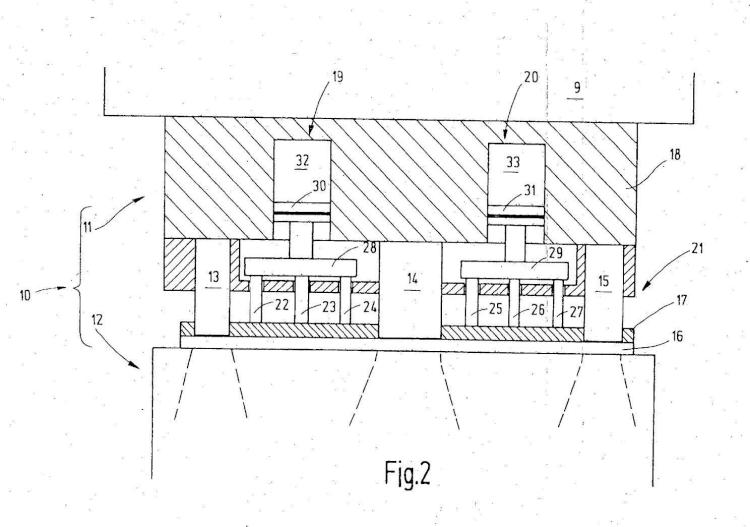
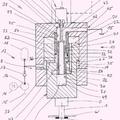
La prensa presenta de acuerdo con la reivindicación 1 una instalación de apoyo, que es efectiva entre el empujador y la mesa de la prensa y genera una fuerza efectiva entre ellos. Por ejemplo, la Instalación de apoyo forma parte de la instalación de retención de la chapa, que presiona la herramienta durante el proceso de transformación contra la herramienta inferior. La herramienta inferior es, por ejemplo, una herramienta de estampación, mientras que la herramienta superior, por ejemplo, una estampa. La instalación de retención de la chapa configurada como instalación de apoyo está en condiciones de ejercer diferentes fuerzas. Una instalación de control asociada a la instalación de apoyo puede influir sobre la fuerza ejercida por la Instalación de apoyo.
La instalación de control influye sobre la fuerza ejercida por la Instalación de apoyo de acuerdo con la invención con la ayuda de una magnitud que está en relación unívoca con la posición del empujador. Esta magnitud es la posición del empujador propiamente dicho o también, como se prefiere, el ángulo de la prensa. Cuando el ángulo de la prensa sirve de base, se parte de una prensa que es accionada por un árbol giratorio, como es el caso por ejemplo en prensas de excéntrica, prensas de palanca acodada o similares. La posición giratoria del árbol de accionamiento, en particular del árbol de excéntrica se designa en este caso como "ángulo de la prensa". El ángulo de la prensa (o la otra magnitud que identifica de una manera unívoca la posición del empujador), en el que debe realizarse con preferencia una elevación repentina de la fuerza opuesta aplicada por la Instalación de apoyo, se predetermina o se preajusta, por ejemplo, por el fabricante de la herramienta. Se puede prever corregir este valor preajustado del ángulo de la prensa, en el que se realiza la conmutación de la fuerza, durante la mecanización de la prensa, es decir, modificarlo provisionalmente, para conseguir un modo de trabajo lo más estable posible de la prensa en el sentido de una amortiguación máxima del impacto de corte. El valor ajustado de esta manera se registra con preferencia y luego sirve de base pata el funcionamiento siguiente de la prensa.
El valor ajustado para el ángulo de la prensa se puede establecer de manera específica de la pieza de trabajo y de manera específica de la herramienta. Tales valores pueden estar registrados en una tabla de manera que se pueden llamar, para que estén disponibles, en el caso de un reequipamiento de la prensa, nuevos valores de ajuste para el ángulo de la prensa, en el que se realiza la conmutación de la fuerza de la instalación de apoyo.
A través de la conmutación de la fuerza de apoyo, que se realiza en el caso más sencillo exclusivamente con la ayuda del ángulo de la prensa, se puede ajustar la prensa de una manera sencilla a diferentes particularidades, en particular con respecto al número de carreras o también a la fuerza de corte.
A la instalación de retención de la chapa pertenece, en general, una plata de retención, que se apoya directamente en la pieza de trabajo. La placa de retención se extiende hasta la proximidad inmediata de las estampas (estampas de estampación) y, por lo tanto, se aproxima estrechamente al corte a generar. De esta manera, la chapa debe enclavarse en la proximidad inmediata del corte fijamente entre la placa de retención y la herramienta inferior (herramienta de estampación), para conseguir una alta calidad del corte. En la prensa de acuerdo con la invención, con preferencia la instalación de retención de la chapa o, en cambio, también otra instalación de apoyo, después del corte de la estampa a través de la pieza de trabajo, absorbe la fuerza aplicada por el empujador, mientras ésta pasa su punto muerto inferior y almacena temporalmente la energía cedida de esta manera por el empujador. Durante la carrera de retorno del empujador, esta energía es retornada al empujador y, por lo tanto, al accionamiento de la prensa. A través de la prevención conseguida de esta manera de la liberación incontrolada de la energía acumulada elásticamente en la prensa, se descarga, en general, el accionamiento de la prensa, es decir, que se ahorra energía. Además, se reduce la carga mecánica de la prensa a través de la prevención de modificaciones de la fuerza repentinas demasiado grandes. Por lo demás, a través de la transferencia de la fuerza ejercida hasta el corte de la pieza de trabajo sobre la estampa sobre la instalación de retención de la chapa se consigue una sujeción especialmente fija de la pieza de trabajo precisamente durante el corte, de manera que resultan calidades especialmente altas del corte. Además, la fuerza se puede introducir a través de la instalación de retención de la chapa especialmente sobre una superficie grande y, por lo tanto, de forma cuidadosa en la pieza de trabajo, de modo que se pueden evitar deformaciones no deseadas, como por ejemplo aplastamientos o similares.
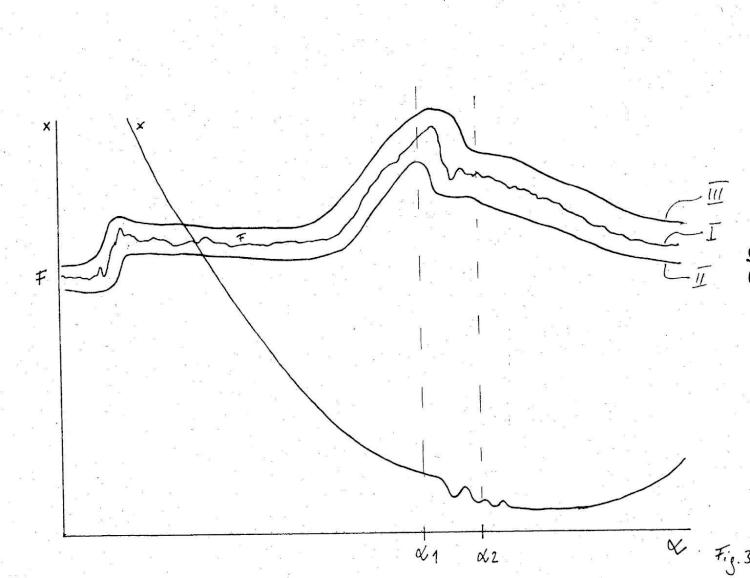
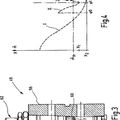
También es posible registrar y supervisar la curva de la fuerza del empujador sobre el tiempo o sobre el ángulo de la prensa. Si éste abandona una zona de tolerancia predeterminada en función del ángulo de la prensa, se puede desplazar hacia delante o hacia atrás el instante de la conmutación (ángulo de conmutación de la prensa) para la fuerza opuesta aplicada por la Instalación de apoyo. Esto posibilita especialmente la consecución de números altos de carreras.
Con preferencia, la instalación de retención de... [Seguir leyendo]
Reivindicaciones:
1.- Prensa (1) para la estampación de chapas,
con un bastidor de prensa, al que pertenecen una mesa de prensa (4) para el alojamiento de una herramienta inferior (12) y en el que está alojado de forma móvil un empujador (9), que está en conexión con una instalación de accionamiento (6) y que lleva una herramienta superior (11),
con una instalación de apoyo (21) controlable, que está instalada para generar una fuera variable efectiva entre el empujador y la mesa de la prensa,
con una instalación de control (53), que está asociada a la instalación de apoyo (21) y que registra por medio de una instalación de sensor (54, 55) como magnitud (a, x), que está en una relación unívoca con la posición del empujador, un ángulo de la prensa (a) o una posición del empujador (x), caracterizada por que la fuerza ejercida por la instalación de apoyo (21), y que actúa entre el empujador (9) y la pieza de trabajo (16), conmuta, en el caso de un ángulo (a) predeterminado de la prensa o en el caso de una posición (x) predeterminada del empujador, desde un valor más reducido a un valor mayor.
2.- Prensa de acuerdo con la reivindicación 1, caracterizada por que la magnitud es el ángulo de la prensa (a) y la instalación de sensor es un generador de la posición giratoria (55).
3.- Prensa de acuerdo con la reivindicación 2, caracterizada por que el generador de la posición giratoria (55) está instalado para detectar el ángulo de la prensa en incrementos.
4.- Prensa de acuerdo con la reivindicación 1, caracterizada por que la magnitud es la posición del empujador (x) y la instalación de sensor es una instalación de medición del recorrido (54).
5.- Prensa de acuerdo con la reivindicación 1, caracterizada por que la instalación de apoyo (21) pertenece a la herramienta (10) y la pieza de trabajo (16) presiona durante el proceso de transformación contra la herramienta inferior (12) y se apoya a tal fin con un extremo en el empujador (9) y con su otro extremo sobre la pieza de trabajo (16).
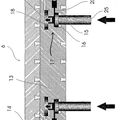
6.- Prensa de acuerdo con la reivindicación 1, caracterizada por que la instalación de apoyo (21) presenta al menos un cilindro hidráulico (19), que está conectado en un sistema hidráulico (37), que impulsa el cilindro hidráulico (19) con un fluido hidráulico que está bajo presión.
7.- Prensa de acuerdo con la reivindicación 1, caracterizada por que el sistema hidráulico (37) presenta al menos un primer acumulador de presión hidráulica (38) y al menos un segundo acumulador de presión hidráulica (39).
8.- Prensa de acuerdo con la reivindicación 2, caracterizada por que la instalación de control (53) presenta una válvula de conmutación (48) controlada hidráulicamente para el control del flujo hidráulico desde el cilindro hidráulico (19, 20).
9.- Prensa de acuerdo con la reivindicación 1, caracterizada por que a la Instalación de sensor pertenece al menos un sensor de fuerza (56), que detecta al menos una parte de la fuerza ejercida sobre la pieza de trabajo.
10.- Prensa de acuerdo con la reivindicación 9, caracterizada por que la Instalación de control (53) está Instalada para supervisar la curva del tiempo (I) de la fuerza detectada y para elevar repentinamente la fuerza ejercida por la instalación de apoyo (21), cuando la curva de la fuerza supervisada se desvía más que una medida predeterminada de un valor (II, III) predeterminado en función del tiempo.
11.- Prensa de acuerdo con la reivindicación 10, caracterizada por que la Instalación de control (53) determina la velocidad de modificación de la curva de tiempo (I) y eleva de forma repentina la fuerza ejercida por la instalación de apoyo (21), cando la velocidad de modificación excede una medida límite.
12 - Prensa de acuerdo con la reivindicación 11, caracterizada por que la Instalación de control (53) determina la velocidad de modificación de la curva de tiempo (I) solamente para una sección limitada del recorrido del empujador.
13 - Procedimiento para la estampación de chapas con una prensa, que
lleva un bastidor de prensa, al que pertenece una mesa de prensa (4) para el alojamiento de una herramienta Inferior (12) y en el que está alojado un empujador (9) móvil en la dirección del movimiento del empujador, que está en conexión con una instalación de accionamiento (6), y una herramienta superior (11),
una instalación de apoyo (21) controlable, que presiona al menos temporalmente en contra de la dirección de trabajo del empujador contra el empujador (9), y
presenta una instalación de control (51, 53), que está asociada a la instalación de apoyo (21), que detecta por medio de una instalación de sensor (54, 55) como magnitud (a, x), que está en una relación unívoca con la posición del empujador, un ángulo de la prensa (a) o una posición del empujador (x), caracterizado por que en el procedimiento la fuerza aplicada por la instalación de apoyo (21) se conmuta, en el caso de un ángulo (a) predeterminado de la prensa o en el caso de una posición (x) predeterminada del empujador, desde un valor más reducido hasta un valor mayor.
14.- Procedimiento de acuerdo con la reivindicación 13, caracterizado por que como instalación de apoyo (21) se utiliza una instalación de retención de la chapa (21).
15.- Procedimiento de acuerdo con la reivindicación 13, caracterizado por que la instalación de apoyo (21) presenta al menos un cilindro hidráulico (19, 20), que está conectado en un sistema hidráulico (37), a través del cual se impulsa el cilindro hidráulico (19, 20) con un fluido hidráulico que está bajo presión.
16.- Procedimiento de acuerdo con la reivindicación 15, caracterizado por que el sistema hidráulico (37) presenta al menos un primer acumulador de presión hidráulica (38) y al menos un segundo acumulador de presión hidráulica (39).
17.- Procedimiento de acuerdo con la reivindicación 16, caracterizado por que la instalación de control (53) controla una instalación de válvula (48), a través de la cual se activa en la instalación de apoyo (21) de manera alternativa la presión del primer acumulador de presión (38) o la presión del segundo acumulador de presión.
18.- Procedimiento de acuerdo con la reivindicación 13, caracterizado por que la instalación de control (53) detecta por medio de una instalación de generación (54) la posición actual del empujador.
19.- Procedimiento de acuerdo con la reivindicación 13, caracterizado por que la instalación de control (53) detecta por medio de una instalación de generación (55) el ángulo de la prensa.
20.- Procedimiento de acuerdo con la reivindicación 13, caracterizado por que la instalación de control (53) detecta la fuerza del empujador por medio de una instalación de sensor (56).
21.- Procedimiento de acuerdo con la reivindicación 20, caracterizado por que la instalación de control (53) modifica la fuerza de la instalación de apoyo (21), cuando la curva (I) de la fuerza detectada abandona una banda de tolerancia (II, III).
Patentes similares o relacionadas:
Equipo y procedimiento para retirar/expulsar una retícula de estampado/pieza conformada interiormente y eyección de una pieza cortada en una prensa de corte de precisión, del 11 de Enero de 2017, de FEINTOOL INTERNATIONAL HOLDING AG: Equipo para retirar una retícula de estampado, expulsar una pieza conformada interiormente y eyectar una pieza cortada en una prensa de corte de precisión, […]
 Dispositivo y procedimiento para prevenir la rotura de una herramienta en el corte de precisión y/o al conformar una pieza, del 9 de Marzo de 2016, de FEINTOOL INTERNATIONAL HOLDING AG: Dispositivo para prevenir la rotura de una herramienta en el corte de precisión y/o al conformar en una prensa con un portaherramientas […]
Dispositivo y procedimiento para prevenir la rotura de una herramienta en el corte de precisión y/o al conformar una pieza, del 9 de Marzo de 2016, de FEINTOOL INTERNATIONAL HOLDING AG: Dispositivo para prevenir la rotura de una herramienta en el corte de precisión y/o al conformar en una prensa con un portaherramientas […]
 Máquina punzonadora CNC, del 12 de Enero de 2016, de Hoerbiger Automatisierungstechnik Holding GmbH: Máquina punzonadora CNC con un bastidor de máquina, un asiento de pieza de trabajo dispuesto en el, un útil de punzonado en dos partes, que comprende un útil superior (1; […]
Máquina punzonadora CNC, del 12 de Enero de 2016, de Hoerbiger Automatisierungstechnik Holding GmbH: Máquina punzonadora CNC con un bastidor de máquina, un asiento de pieza de trabajo dispuesto en el, un útil de punzonado en dos partes, que comprende un útil superior (1; […]
 Accionador de prensa de punzonado, del 4 de Julio de 2012, de PEDDINGHAUS CORPORATION (100.0%): Una máquina para comprimir una herramienta de una pieza de trabajo contra una pieza de trabajo enla dirección de un primer eje geométrico, […]
Accionador de prensa de punzonado, del 4 de Julio de 2012, de PEDDINGHAUS CORPORATION (100.0%): Una máquina para comprimir una herramienta de una pieza de trabajo contra una pieza de trabajo enla dirección de un primer eje geométrico, […]
Prensa para cortar chapas de alta resistencia, del 29 de Mayo de 2012, de SCHULER PRESSEN GMBH & CO. KG: Prensa para el estampado de chapas, con un cuerpo de la prensa al que pertenece una mesa de la prensa para el alojamiento de una matriz […]
 PRENSA PARA CORTAR CHAPAS DE ALTA RESISTENCIA, del 22 de Octubre de 2010, de SCHULER PRESSEN GMBH & CO. KG: Prensa para la estampación de chapas,
con un bastidor de prensa, al que pertenece una mesa de prensa para el alojamiento de una herramienta inferior […]
PRENSA PARA CORTAR CHAPAS DE ALTA RESISTENCIA, del 22 de Octubre de 2010, de SCHULER PRESSEN GMBH & CO. KG: Prensa para la estampación de chapas,
con un bastidor de prensa, al que pertenece una mesa de prensa para el alojamiento de una herramienta inferior […]
 METODO Y DISPOSITIVO PARA LA AMORTIGUACION DEL IMPACTO DE CORTE, del 30 de Agosto de 2010, de MULLER WEINGARTEN AG: Método para la amortiguación del impacto de corte en una prensa mediante un sistema hidráulico, el cual, durante un proceso de corte, ejerce […]
METODO Y DISPOSITIVO PARA LA AMORTIGUACION DEL IMPACTO DE CORTE, del 30 de Agosto de 2010, de MULLER WEINGARTEN AG: Método para la amortiguación del impacto de corte en una prensa mediante un sistema hidráulico, el cual, durante un proceso de corte, ejerce […]
 ABSORBEDOR DE CHOQUES PARA HERRAMIENTAS MOVILES, del 8 de Marzo de 2010, de MORPHIC TECHNOLOGIES AKTIEBOLAG (PUBL): Un absorbedor de choques para máquinas que tienen una herramienta móvil , absorbedor de choques que comprende:
a) una carcasa con una primera cámara […]
ABSORBEDOR DE CHOQUES PARA HERRAMIENTAS MOVILES, del 8 de Marzo de 2010, de MORPHIC TECHNOLOGIES AKTIEBOLAG (PUBL): Un absorbedor de choques para máquinas que tienen una herramienta móvil , absorbedor de choques que comprende:
a) una carcasa con una primera cámara […]