PRENSA DE ABERTURAS MÚLTIPLES PARA ADHERIR ELEMENTOS PLANOS, PARTICULARMENTE PARA LA ADHESIÓN EN CALIENTE O EN FRÍO DE CHAPAS DE MADERA, LAMINADOS O SIMILARES EN PANELES SÁNDWICH DE MADERA EN TABLILLAS, DE PANAL O SIMILARES Y PARA PRODUCIR MADERAS CONTRACHAPADAS, PANELES DE MADERA EN TABLILLAS Y SIMILARES.
Una prensa de aberturas múltiples para adherir elementos planos,
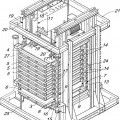
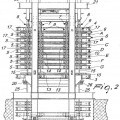
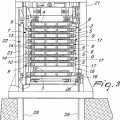
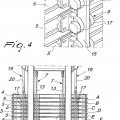
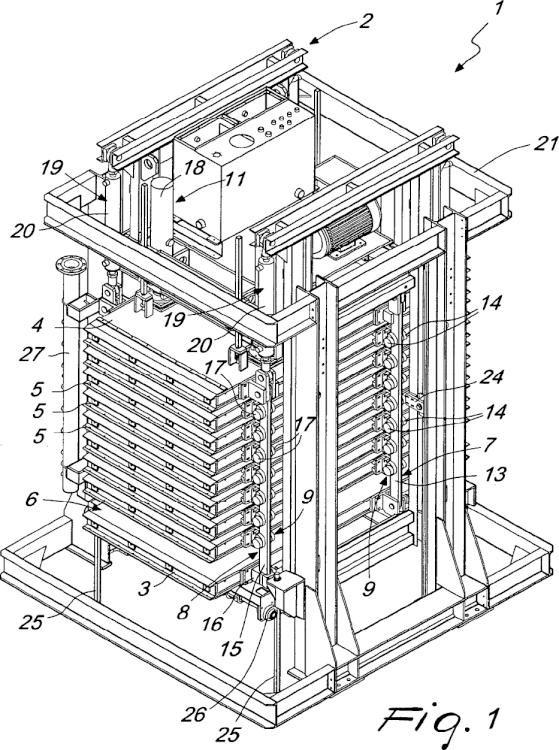
particularmente para la adherencia en caliente o en frío de chapas de madera, laminados o similares en paneles sándwich, de madera en tabillas, de panal o similares y para producir maderas contrachapadas, paneles de madera en tablillas y similares, que comprende un armazón (2) que soporta: un plato fijo (3), un plato móvil (4) que es paralelo a dicho plato fijo (3) y se puede mover al darse la orden hacia o en sentido contrario a dicho plato fijo (3), y al menos un plato intermedio (5), que se dispone entre dicho plato fijo (3) y dicho plato móvil (4) y es paralelo a los mismos; dividiendo dicho al menos un plato intermedio (5) el espacio entre dicho plato fijo (3) y dicho plato móvil (4) en al menos dos aberturas (6), que están adaptadas para alojar los elementos planos (10) que serán prensados; proporcionándose primeros medios de conexión (7), que se unen rígidamente a dicho armazón (2), y segundos medios de conexión (8), que se unen rígidamente a dicho plato móvil (4); estando provisto dicho plato intermedio (5) de medios de bloqueo (9) que se pueden acoplar al darse la orden a dichos primeros medios de conexión (7) con el fin de unir rígidamente dicho plato intermedio (5) a dicho armazón (2) o a dichos segundos medios de conexión (8) con el fin de unir rígidamente dicho plato intermedio (5) a dicho plato móvil (4), o se pueden desacoplar de ambos dichos primeros medios de conexión (7) y dichos segundos medios de conexión (8); proporcionándose además medios prensadores (11) con el fin de prensar, con una presión preestablecida, dicho plato móvil (4) hacia dicho plato fijo (3) con el fin de prensar los elementos planos (10) insertados en dichas aberturas (6), caracterizada porque dichos primeros medios de conexión (7) comprenden barras fijas (13) que se disponen lateralmente a dichos platos (3, 4, 5) y se hallan en ángulos rectos con los planos de disposición de dichos platos; comprendiendo dichos medios de bloqueo (9) primeras abrazaderas (14), que se disponen en dicho al menos un plato intermedio (5) y se pueden acoplar al darse la orden a dichas barras fijas (13), y porque dichos segundos medios de conexión (8) comprenden barras móviles (15), que se conectan a dicho plato móvil (4) y se disponen lateralmente a dichos platos (3, 4, 5) y se hallan en ángulos rectos con los planos de disposición de dichos platos; comprendiendo dichos medios de bloqueo (9) segundas abrazaderas (17) que se disponen en dicho al menos un plato intermedio (5) y se pueden acoplar al darse la orden a dichas barras móviles (15)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07008939.
Solicitante: ORMAMACCHINE S.P.A.
Nacionalidad solicitante: Italia.
Dirección: VIALE LOMBARDIA 47 24020 TORRE BOLDONE BG ITALIA.
Inventor/es: AZZIMONTI,FABRIZIO, GIRARDINI,GASTONE.
Fecha de Publicación: .
Fecha Solicitud PCT: 3 de Mayo de 2007.
Clasificación Internacional de Patentes:
- B30B7/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B30 PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › B30B 7/00 Prensas caracterizadas por una disposición particular de los órganos de presión. › con varias platinas superpuestas una encima de otra.
- B30B7/02B
Clasificación PCT:
- B30B7/02 B30B 7/00 […] › con varias platinas superpuestas una encima de otra.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2361340_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a una prensa de aberturas múltiples de alta productividad para adherir elementos planos, particularmente para la adhesión en caliente o en frío de chapas de madera, laminados o similares en paneles sándwich o de núcleo hueco, de madera en tablillas, de panal o similares y para producir maderas contra-chapadas, paneles de madera en tablillas y similares.
Las prensas con múltiples platos apilados, también conocidas como prensas de aberturas múltiples, han sido durante mucho tiempo conocidas y usadas extensamente en la industria de la carpintería y proporcionan una pluralidad de aberturas de procesamiento, permitiéndose de ese modo prensar simultáneamente numerosos elementos planos, como por ejemplo paneles en los que los elementos de revestimiento que serán adheridos se han dispuesto de antemano, que es igual al número de aberturas de las que están provistas tales prensas.
En la realización más conocida, tales prensas están constituidas por un armazón que soporta una pluralidad de platos apilados y medios prensadores correspondientes, que actúan sobre los platos con el fin de sujetarlos entre sí después de que hayan sido cargados interponiendo entre ellos los paneles y los elementos planos con los elementos de revestimiento correspondientes que serán prensados.
En este tipo de prensas, los medios prensadores son un conjunto único para todas las aberturas y la presión se aplica por lo tanto simultáneamente a todos los paneles cargados.
Ya que la preparación de los paneles situando sobre los mismos los elementos de revestimiento en los que previamente se ha extendido adhesivo, normalmente requiere un tiempo más breve que el requerido para el secado del adhesivo una vez que tales elementos han sido cargados en la prensa, los operarios asignados para esta operación permanecen por lo tanto improductivos mientras esperan a la terminación del ciclo de secado del adhesivo de los paneles cargados.
Otro inconveniente de este tipo de prensas es el hecho de que en casi todos los casos los procesos de adherencia se realizan mientras están calientes, y los paneles no se pueden insertar de forma individual en las aberturas respectivas puesto que el adhesivo reaccionaría incluso antes de que se completara la carga; es necesario de ese modo usar un cargador múltiple.
Este aparato normalmente está constituido por una estructura provista de un número de cintas de carga apiladas que coincide con el número de aberturas de la prensa y se pueden mover verticalmente con el fin de permitir primero cargar cada cinta individual a un nivel y que se dispongan posteriormente de manera que todas las cintas estén a la altura del plato correspondiente de la prensa.
Cada panel individual se prepara de ese modo en una primera cinta de preparación, y el panel es transferido a una cinta del cargador múltiple, procediendo en sucesión hasta que se complete la carga; después, todos los paneles se cargan simultáneamente en la prensa mediante el accionamiento simultáneo de todas las cintas del cargador múltiple.
Es evidente que este aparato afecta considerablemente a los costes finales del sistema, también en vista del hecho de que es necesario proporcionar en la salida un aparato similar, una unidad de descarga de aberturas múltiples, que pueda recibir los paneles prensados previamente en la salida de la prensa durante el nuevo proceso de carga; tales paneles se deben manejar entonces necesariamente de forma individual de nuevo para el transporte y para los procesos posteriores.
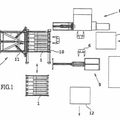
Como consecuencia, las dimensiones finales del sistema son tanto como cinco veces el tamaño de la prensa propiamente dicha y se deben a: una cinta de preparación individual, la unidad de carga de aberturas múltiples, el cuerpo de la prensa, la unidad de descarga de aberturas múltiples, y la unidad de descarga individual donde los paneles estacionados en la unidad de descarga de aberturas múltiples se toman de forma individual.
Un aparato concebido de ese modo, además de ser voluminoso, complicado, caro, y, como se menciona anteriormente, no particularmente productivo, sufre otro inconveniente más que limita aún más sus posibilidades de producción. Debido al tiempo de preparación de los diversos paneles y al tiempo requerido para las diversas transferencias de dichos paneles, es de hecho necesario limitar las aberturas de trabajo de la prensa, que normalmente son cuatro en total, como mucho cinco, so pena del secado del adhesivo en los paneles antes de que se hayan introducido en la prensa. De hecho, cuando se revisten paneles con enchapado, que normalmente tienen un grosor de 0,5-0,6 mm, debido al rizado repentino causado por la absorción de la humedad que está presente en el adhesivo, lo cual se produce en cuanto entra en contacto con el mismo, no es posible preparar y posteriormente prensar más de dos paneles para cada carga.
Con el fin de obviar todo esto y hacer los sistemas más productivos, un tipo de prensas de aberturas múltiples ha pasado a estar comercialmente disponible, de tal manera que, a diferencia de las prensas descritas anteriormente, permite la apertura y el cierre independiente de una abertura mientras mantiene las otras bajo presión. Tales prensas permiten eliminar los tiempos de inactividad, ya que durante las etapas para la apertura, la carga, la descarga y el cierre de cada abertura individual las otras aberturas se mantienen bajo presión. De esta manera, procediendo progresivamente y en sucesión con la carga de las diferentes aberturas, una vez que la última abertura ha sido cargada y se retorna a la primera abertura, tal primera abertura ha permanecido bajo presión durante el tiempo requerido para conseguir la adhesión del panel. Tales prensas han permitido aumentar la productividad considerablemente con respecto a las prensas de aberturas múltiples tradicionales.
Las prensas que permiten abrir y cerrar de forma independiente las diferentes aberturas se pueden remontar a dos tipos diferentes: un primer tipo, dado a conocer por ejemplo en el documento EP-384958, y un segundo tipo, dado a conocer por ejemplo en las patentes italianas IT742525 e IT1218248.
La prensa dada a conocer en el documento EP-384958 comprende una pluralidad de platos apilados, que son estructuralmente autoportantes y se conectan los unos a los otros mediante cilindros prensadores hidráulicos laterales, y en la que los elementos planos que serán prensados se interponen entre dos platos contiguos que delimitan una abertura.
Sustancialmente, una prensa de este tipo se puede asemejar conceptualmente a varias prensas individuales apiladas conjuntamente, en las que los cilindros prensadores se aplican directamente a los platos en dos lados frontales opuestos y conectan mutuamente en cada caso dos platos contiguos. Tales platos pueden realizar por lo tanto un movimiento de traslación vertical entre sí. En esta configuración, excluyendo los platos primero y último en orden de altura, cada plato intermedio está en situación de estar compartido por dos aberturas apiladas. Cada plato intermedio de hecho actúa como un plato superior para la abertura subyacente, con su cara inferior, y como plato inferior para la abertura suprayacente, con su cara superior.
Aunque consigue el propósito para el que fue concebida, esta prensa sufre ciertos problemas.
En esta prensa, los cilindros hidráulicos requeridos para poner la máquina bajo presión se multiplican por el número de aberturas designadas y, considerando un número de aberturas que normalmente oscilan entre ocho y diez, el gasto de tales medios es evidente.
Además, ya que los cilindros prensadores se disponen lateralmente a los platos, tales platos, con el fin de poder contrastar las fuerzas de flexión, que se incrementan considerablemente conforme a la distancia de aplicación de la fuerza, deben estar provistos de grosores que sean más del doble de los requeridos por una aplicación tradicional con presión distribuida por igual sobre el plato, con un aumento considerable posterior de la energía requerida para calentarlos, debido al considerable aumento de masa .
Otra complicación que es inherente a esta realización está constituida por la diferencia de peso considerable que afecta a los cilindros prensadores de las diferentes aberturas de la prensa; los cilindros más inferiores, los de la primera abertura desde abajo, de hecho deben aguantar todo el peso de los cilindros y platos suprayacentes, que disminuye gradualmente a medida que se asciende hacia la última abertura.... [Seguir leyendo]
Reivindicaciones:
RE IV INDICACIONE S
1. Una prensa de aberturas múltiples para adherir elementos planos, particularmente para la adherencia en caliente o en frío de chapas de madera, laminados o similares en paneles sándwich, de madera en tabillas, de panal o similares y para producir maderas contrachapadas, paneles de madera en tablillas y similares, que comprende un armazón (2) que soporta: un plato fijo (3), un plato móvil (4) que es paralelo a dicho plato fijo (3) y se puede mover al darse la orden hacia o en sentido contrario a dicho plato fijo (3), y al menos un plato intermedio (5), que se dispone entre dicho plato fijo (3) y dicho plato móvil (4) y es paralelo a los mismos; dividiendo dicho al menos un plato intermedio (5) el espacio entre dicho plato fijo (3) y dicho plato móvil (4) en al menos dos aberturas (6), que están adaptadas para alojar los elementos planos (10) que serán prensados; proporcionándose primeros medios de conexión (7), que se unen rígidamente a dicho armazón (2), y segundos medios de conexión (8), que se unen rígidamente a dicho plato móvil (4); estando provisto dicho plato intermedio (5) de medios de bloqueo (9) que se pueden acoplar al darse la orden a dichos primeros medios de conexión (7) con el fin de unir rígidamente dicho plato intermedio (5) a dicho armazón (2) o a dichos segundos medios de conexión (8) con el fin de unir rígidamente dicho plato intermedio
(5) a dicho plato móvil (4), o se pueden desacoplar de ambos dichos primeros medios de conexión (7) y dichos segundos medios de conexión (8); proporcionándose además medios prensadores (11) con el fin de prensar, con una presión preestablecida, dicho plato móvil (4) hacia dicho plato fijo (3) con el fin de prensar los elementos planos
(10) insertados en dichas aberturas (6), caracterizada porque dichos primeros medios de conexión (7) comprenden barras fijas (13) que se disponen lateralmente a dichos platos (3, 4, 5) y se hallan en ángulos rectos con los planos de disposición de dichos platos; comprendiendo dichos medios de bloqueo (9) primeras abrazaderas (14), que se disponen en dicho al menos un plato intermedio (5) y se pueden acoplar al darse la orden a dichas barras fijas (13), y porque dichos segundos medios de conexión (8) comprenden barras móviles (15), que se conectan a dicho plato móvil (4) y se disponen lateralmente a dichos platos (3, 4, 5) y se hallan en ángulos rectos con los planos de disposición de dichos platos; comprendiendo dichos medios de bloqueo (9) segundas abrazaderas (17) que se disponen en dicho al menos un plato intermedio (5) y se pueden acoplar al darse la orden a dichas barras móviles (15).
2. La prensa de aberturas múltiples según la reivindicación 1, caracterizada porque dicho plato fijo (3), dicho plato móvil (4) y dicho al menos un plato intermedio (5) se disponen horizontalmente con respecto al suelo sobre el que descansa dicho armazón (2).
3. La prensa de aberturas múltiples según las reivindicaciones 1 y 2, caracterizada porque dicho plato móvil (4) se dispone por encima de dicho plato fijo (3).
4. La prensa de aberturas múltiples según una o más de las reivindicaciones precedentes, caracterizada porque comprende medios para compensar al menos parte del peso de dicho plato móvil (4) y de dicho al menos un plato intermedio (5) que aguanta encima los elementos planos (10) insertados en dichas aberturas (6).
5. La prensa de aberturas múltiples según una o más de las reivindicaciones precedentes, caracterizada porque dichos medios prensadores (11) comprenden cilindros de energía hidráulica (18) que se montan en dicho armazón
(2) y actúan con el vástago de su pistón, orientado en ángulos rectos con dichos platos (3, 4, 5) en dicho plato móvil (4).
6. La prensa de aberturas múltiples según una o más de las reivindicaciones precedentes, caracterizada porque comprende una pluralidad de platos intermedios (5) que dividen el espacio entre dicho plato fijo (3) y dicho plato móvil (4) en una pluralidad de aberturas (6) que están adaptadas para alojar los elementos planos que serán prensados.
7. La prensa de aberturas múltiples según una o más de las reivindicaciones precedentes, caracterizada porque comprende medios (19) para abrir y cerrar dichas aberturas (6); estando adaptados dichos medios de apertura-cierre
(19) para producir un movimiento de dicho plato móvil (4), junto con dichas barras móviles (15) y el plato o platos intermedios (5) unidos a dichas barras móviles (15) por medio de dichas segundas abrazaderas (17), hacia o en sentido contrario a dicho plato fijo (3) y el plato o platos intermedios (5) unidos rígidamente a dichas barras fijas (13) por medio de dichas primeras abrazaderas (14) para cerrar o abrir la abertura (6) delimitada por un lado por dicho plato fijo (3) o por un plato intermedio (5) que se une rígidamente al mismo y por el otro lado por dicho plato móvil (4)
o por un plato intermedio (5) que está unido rígidamente al mismo.
8. La prensa de aberturas múltiples según una o más de las reivindicaciones precedentes, caracterizada porque dichos medios de apertura-cierre (19) comprenden cilindros de apertura-cierre hidráulicos (20) que se interponen entre dicho armazón (2) y dicho plato móvil (4).
9. La prensa de aberturas múltiples según una o más de las reivindicaciones precedentes, caracterizada porque dichos medios de compensación comprenden medios para introducir un fluido presurizado en dichos cilindros de apertura-cierre hidráulicos (20) para aplicar, por medio de dichos cilindros de apertura-cierre hidráulicos (20), a dicho plato móvil (4) y al plato o platos intermedios (5) unidos rígidamente al mismo por medio de dichas segundas abrazaderas (17) una fuerza ascendente que está correlacionada con el peso que ha de ser compensado.
10. La prensa de aberturas múltiples según una o más de las reivindicaciones precedentes, caracterizada porque dicho armazón (2) está soportado, de manera que se pueda deslizar a lo largo de una dirección vertical, con respecto al suelo, por una estructura de soporte (21), proporcionándose medios (22) para mover dicho armazón (2) verticalmente con respecto a dicha estructura de soporte (21) con el fin de posicionar una de las aberturas (6) a una altura preestablecida.
11. La prensa de aberturas múltiples según una o más de las reivindicaciones precedentes, caracterizada porque dichos medios de movimiento (22) comprenden cilindros de movimiento hidráulicos (23) que se interponen entre dicha estructura de soporte (21) y dicho armazón (2) y están orientados de manera que sus ejes estén verticales con respecto al suelo.
12. La prensa de aberturas múltiples según una o más de las reivindicaciones precedentes, caracterizada porque dichos cilindros de energía hidráulicos (23) están constituidos por cilindros de simple efecto.
13. La prensa de aberturas múltiples según una o más de las reivindicaciones precedentes, caracterizada porque dichos cilindros de apertura-cierre hidráulicos (20) están constituidos por cilindros hidráulicos de doble efecto.
14. La prensa de aberturas múltiples según una o más de las reivindicaciones precedentes, caracterizada porque dichos cilindros de movimiento hidráulicos (23) están constituidos por cilindros hidráulicos de simple efecto (23).
15. La prensa de aberturas múltiples según una o más de las reivindicaciones precedentes, caracterizada porque dichos medios de compensación comprenden una válvula de máxima presión que se dispone en el ramal del circuito hidráulico que suministra a los cilindros de apertura-cierre hidráulicos (20) en la dirección para abrir las aberturas (6), es decir, la cámara de dichos cilindros de apertura-cierre hidráulicos que se dispone en un lado del pistón correspondiente; estableciéndose dicha válvula de máxima presión a la presión requerida para aguantar el peso de dicho plato móvil (4) y de dichos platos intermedios (5) en conjunto; manteniéndose dicha presión de manera constante en el circuito hidráulico incluso durante el cierre de las aberturas (6) realizado mediante la aplicación de una presión opuesta al ramal del circuito hidráulico que alimenta a dichos cilindros de apertura-cierre hidráulicos (20) en la dirección para cerrar las aberturas (6), es decir, a la cámara de dichos cilindros de apertura-cierre hidráulicos (20) que se dispone en el lado opuesto del pistón correspondiente.
16. La prensa de aberturas múltiples según una o más de las reivindicaciones precedentes, caracterizada porque dichos cilindros de apertura-cierre hidráulicos (20) se disponen de manera que el vástago del pistón pase por la cámara de dichos cilindros de apertura-cierre hidráulicos (20) que se alimenta para abrir las aberturas (6).
Patentes similares o relacionadas:
Aparato y método de soldadura para cintas transportadoras, del 12 de Septiembre de 2018, de Flexible Steel Lacing Company: Un aparato de soldadura de cintas para unir extremos de cinta monolítica, comprendiendo el aparato de soldadura de cintas: un bastidor […]
 Prensa y procedimiento para laminar piezas de trabajo esencialmente en forma de placa, del 7 de Agosto de 2013, de ROBERT BURKLE GMBH: Prensa para la laminación de piezas de trabajo esencialmente en forma de placa bajo la acción de presión y de calor, con una mitad inferior […]
Prensa y procedimiento para laminar piezas de trabajo esencialmente en forma de placa, del 7 de Agosto de 2013, de ROBERT BURKLE GMBH: Prensa para la laminación de piezas de trabajo esencialmente en forma de placa bajo la acción de presión y de calor, con una mitad inferior […]
 DISPOSITIVO DE MOLDES MÚLTIPLES PARA EL PRENSADO DE PIEZAS CÁRNICAS COCIDAS, del 10 de Octubre de 2012, de TECNOLOGÍA MECÁNICA I ELÉCTRICA S.L: Dispositivo de moldes múltiples para el prensado de piezas cárnicas cocidas.
Este dispositivo comprende: un bastidor provisto de una base […]
DISPOSITIVO DE MOLDES MÚLTIPLES PARA EL PRENSADO DE PIEZAS CÁRNICAS COCIDAS, del 10 de Octubre de 2012, de TECNOLOGÍA MECÁNICA I ELÉCTRICA S.L: Dispositivo de moldes múltiples para el prensado de piezas cárnicas cocidas.
Este dispositivo comprende: un bastidor provisto de una base […]
 DISPOSITIVO MULTIMOLDE PARA EL PRENSADO DE PIEZAS CÁRNICAS COCIDAS, del 14 de Mayo de 2012, de TECNOLOGÍA MECÁNICA I ELÉCTRICA S.L: Dispositivo multimolde para el prensado de piezas cárnicas cocidas.
Este dispositivo comprende unas columnas telescópicas que presentan en su extremo superior unas guías […]
DISPOSITIVO MULTIMOLDE PARA EL PRENSADO DE PIEZAS CÁRNICAS COCIDAS, del 14 de Mayo de 2012, de TECNOLOGÍA MECÁNICA I ELÉCTRICA S.L: Dispositivo multimolde para el prensado de piezas cárnicas cocidas.
Este dispositivo comprende unas columnas telescópicas que presentan en su extremo superior unas guías […]
PRENSA DE LAMINACIÓN DE VARIOS PISOS, del 2 de Febrero de 2012, de ROBERT BURKLE GMBH: Prensa de laminación de varios pisos para laminar piezas esencialmente con forma de placa bajo el efecto de la presión y del calor, que […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA LAMINACIÓN DE PIEZAS DE TRABAJO ESENCIALMENTE EN FORMA DE PLACA BAJO LA ACCIÓN DEL CALOR Y LA PRESIÓN, del 12 de Diciembre de 2011, de ROBERT BURKLE GMBH: Procedimiento para la laminación, bajo la acción del calor y la presión, de piezas de trabajo esencialmente en forma de placa con al menos […]
DISPOSITIVO MULTIMOLDE PARA EL PRENSADO DE PIEZAS CARNICAS, del 27 de Julio de 2011, de TECNOLOGIA MECANICA I ELECTRICA S.L. JO-BEX MAN,S.L: Dispositivo multimolde para el prensado de piezas cárnicas.El dispositivo comprende: un bastidor provisto de una base con unas columnas verticales […]
 PROCEDIMIENTO PARA EL PRENSADO EN MOLDE DE UN ALIMENTO DESHUESADO Y MANA PRENSADORA, del 3 de Agosto de 2009, de INDUSTRIES FAC, S.L.: Procedimiento para el prensado en molde de un alimento deshuesado y máquina prensadora. Comprende una primera fase en la que dispone en el interior de un molde […]
PROCEDIMIENTO PARA EL PRENSADO EN MOLDE DE UN ALIMENTO DESHUESADO Y MANA PRENSADORA, del 3 de Agosto de 2009, de INDUSTRIES FAC, S.L.: Procedimiento para el prensado en molde de un alimento deshuesado y máquina prensadora. Comprende una primera fase en la que dispone en el interior de un molde […]