Placa de vitrocerámica y su procedimiento de fabricación.
Placa de vitrocerámica (1), destinada especialmente a cubrir elementos calefactores,
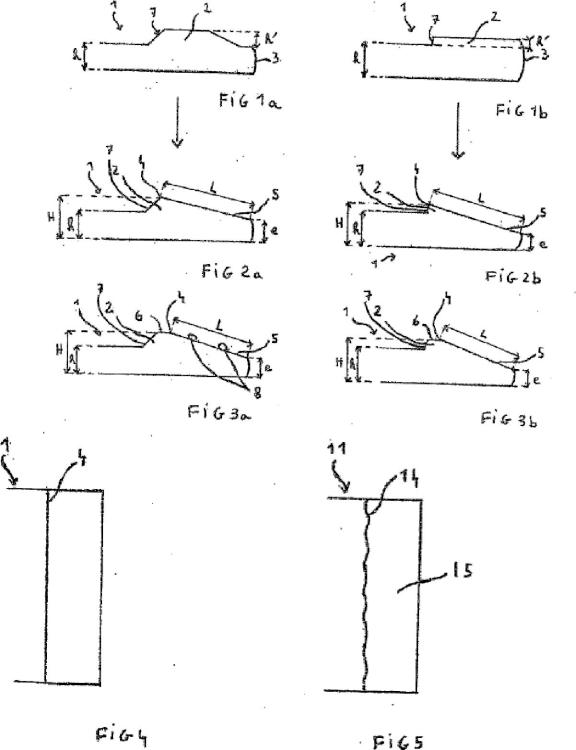
y que presenta un espesor (h) generalmente inferior a 4,5 mm, caracterizada porque presenta al menos un borde biselado (5) de anchura (L) superior o igual a 35 mm realizado en un sobre-espesor (2).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2003/001952.
Solicitante: EUROKERA S.N.C..
Nacionalidad solicitante: Francia.
Dirección: 1, AVENUE DU GENERAL DE GAULLE, CHIERRY 02405 CHATEAU-THIERRY CEDEX FRANCIA.
Inventor/es: VILATO, PABLO, HARMAND, HELENE, RENAULT,ALAIN, HOBON,CAROL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C03B13/08 QUIMICA; METALURGIA. › C03 VIDRIO; LANA MINERAL O DE ESCORIA. › C03B FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA; PROCESOS SUPLEMENTARIOS EN LA FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA (tratamiento de la superficie C03C). › C03B 13/00 Laminado del vidrio. › Laminado de hojas calibradas.
- C03B23/02 C03B […] › C03B 23/00 Acabado del vidrio modelado (acabado de fibras o filamentos C03B 37/14). › Acabado de las hojas de vidrio.
- H05B3/74 ELECTRICIDAD. › H05 TECNICAS ELECTRICAS NO PREVISTAS EN OTRO LUGAR. › H05B CALEFACCION ELECTRICA; ALUMBRADO ELECTRICO NO PREVISTO EN OTRO LUGAR. › H05B 3/00 Calefacción por resistencia óhmica. › Placas no metálicas.
PDF original: ES-2519792_T3.pdf
Fragmento de la descripción:
Placa de vitrocerámica y su procedimiento de fabricación
El presente invento se refiere a una placa de vitrocerámica destinada, especialmente, a cubrir elementos calefactores, destinada en particular a servir como placa de cocción, siendo los elementos calefactores subyacentes asociados a esta placa por ejemplo focos halógenos o radiantes o de calentamiento por inducción.
Las ventas de placas de cocción de vitrocerámica están en constante aumento desde hace varios años. Este éxito se explica principalmente por el atractivo aspecto de estas placas y por su facilidad de limpieza.
Recuérdese que una vitrocerámica es originariamente un vidrio, llamado vidrio precursor, cuya específica composición química permite provocar mediante tratamientos térmicos adaptados, llamados de ceramización, una cristalización controlada. Esta estructura específica cristalizada en parte confiere a la vitrocerámica propiedades únicas.
Existen actualmente diferentes tipos de placas de vitrocerámica cuyo aspecto puede variar en función del tipo de calentamiento empleado o en el destino: placa blanca o negra, con o sin aberturas (por ejemplo, aberturas para quemadores), que presenten deformaciones locales (tacos de sustentación, pliegues (como en el documento US 55491), cavidades (como en el documento US 5885315), etc., formas curvas o rectas, bordes inclinados, etc. Cada variante es el resultado de importantes estudios y de numerosos ensayos, dado que es muy delicado hacer modificaciones en estas placas (por ejemplo en su composición) y/o en su procedimiento de obtención (cambios de temperatura por ejemplo) sin correr el riesgo de un efecto desfavorable en las propiedades buscadas (estructura sólida, resistencia a los choques térmicos, aspecto liso, transmisión elevada en las longitudes de onda del campo de los infrarrojos y débil en las longitudes de onda en el campo visible, sin enmascarar por otra parte los elementos calefactores cuando están en estado de funcionamiento por razones de seguridad, etc.).
Así se sabe biselar el borde de las placas mediante técnicas de moldeo para una mejor estética y para un confort en la manipulación y una mejora en la limpieza, sin perjudicar la resistencia mecánica de las placas en la medida que los biseles permanezcan dentro de una anchura limitada (claramente inferiores a 35 mm, siendo estos biseles generalmente del orden de 12 mm de ancho), planteando el aumento del tamaño de los biseles hasta ahora problemas, en particular de irregularidades en la línea de la cresta de los biseles.
El presente invento tiene pues la tarea de suministrar placas que presenten un nuevo aspecto, que presenten en particular biseles más anchos que los ya existentes sin los problemas mencionados anteriormente y sin efectos nefastos sobre las otras propiedades buscadas de las placas.
La placa según el invento es pues una placa, tal como una placa de vitrocerámica, destinada especialmente a cubrir elementos calefactores, presentando esta placa al menos un bisel de anchura superior o igual a 35 mm como consecuencia de una sobre- elevación (en particular y preferentemente una sobre-elevación en forma de un sobreespesor).
El presente invento se refiere igualmente a un procedimiento de biselado de una placa, tal como una placa de vitrocerámica, que consiste en formar al menos una sobre-elevación (en particular un sobre-espesor) sobre la placa y efectuar un biselado a partir de la sobre-elevación.
El presente invento se refiere igualmente a un procedimiento de fabricación de una placa tal como una placa de vitrocerámica en la cual se ha tallado al menos un bisel (en particular al menos un borde está biselado) según el procedimiento definido anteriormente.
Por placa de vitrocerámica, se entiende las placas realizadas en vitrocerámica, resistiendo estas placas altas temperaturas. El invento no está limitado a la fabricación de placas de cocción para cocinas o mesas de cocina sino que pueden referirse igualmente a otras placas que deben presentar una gran insensibilidad a las variaciones de temperatura.
La placa según el invento está prioritariamente definida por el hecho de que presenta al menos un bisel de anchura superior o igual a 35 mm. Paralelamente, el invento cubre también una placa que presenta al menos un bisel como consecuencia de una sobre-elevación, en relación con el procedimiento puesto en evidencia para el presente invento para obtener un bisel más ancho tal como el buscado, no excluyendo este último modo sin embargo la obtención de manera ventajosa de biseles de menor tamaño (Inferior a 35 mm). Hay que observar que el bisel según el Invento, generalmente en al menos un borde o en el perímetro de la placa, está ventajosamente vuelto hacia el exterior de la placa (en otras palabras el punto más bajo del bisel está más cerca del borde o del exterior de la placa que el punto más alto), especialmente por razones de estética y de facilidad de montaje (en particular el bisel puede estar previsto de tal manera que se remate sobre el borde de la placa con el fin de que ésta enrase el plano de trabajo sobre el que está montada para permitir un mejor ensamblaje). De una manera ventajosa, la presencia del o de los biseles vueltos hacia el exterior en el borde de la placa no la hace más frágil, en la medida en la que el bisel está tallado en una sobre-elevación y en la que el saliente mínimo se conserva en el borde y/o por el hecho de que la parte sobre-elevada es preferentemente maciza (sobre-espesor). Generalmente, el bisel presenta un estado
superficial diferente del resto de la placa, particularmente pulido, brillante, rectilíneo, con una línea de cresta bien definida (formando un ángulo vivo con el resto de la placa y no un redondeado), debido en particular al procedimiento de obtención preferido explicitado posteriormente, que forma un sobre-espesor, especialmente por laminado, para configurar después el bisel en el sobre-espesor.
De manera general, la placa según el invento puede presentar uno o varios biseles o partes biseladas, en particular uno o varios bordes biselados, de una anchura más importante que la de los biseles practicados habitualmente en las placas vitrocerámicas, en particular puede presentar uno o varios biseles de anchura superior o igual a 35 mm, para un espesor de placa que permanece generalmente inferior a 4,5 mm, y preferentemente inferior a 4,2 mm, y esto para todo tipo de placa de vitrocerámica. Por "anchura del bisel" se entenderá la anchura real medida sobre la placa (anchura L medida a lo largo de la pendiente, desde la cima hasta la base del bisel, como está ilustrado posteriormente en las figuras) y no la anchura proyectada sobre el plano de la placa. Es en particular ventajoso prever un bisel de gran anchura en el lado de la placa destinado a recibir el o los medios de control de los elementos calefactores (botones de mando, indicación de la temperatura o del tiempo, etc.) para una mejor puesta en valor, estética y de accesibilidad de los citados elementos por parte de un usuario. Llegado el caso, la sobre-elevación adyacente al bisel puede además formar una barrera de protección de los citados elementos de control cuando son vertidos productos sobre la placa.
Como se ha comentado anteriormente, el tamaño de un bisel ancho se hace posible en particular por la sobreelevación (en particular en el sentido de que se trata de un sobre-espesor o exceso de material o aumento de material) generado en el lugar deseado para formar el bisel en la placa. El bisel atraviesa una parte al menos de la sobre-elevación o sobre-espesor y prosigue generalmente (pero no necesariamente) en una parte del espesor "estándar" (el de la placa desprovista de sobre-elevación) de la placa. Preferentemente, el espesor de la placa en la cima de la sobre-elevación (después del biselado, incluso antes del biselado si éste sigue un tratamiento térmico, tal como el de ceramización de la placa) no excede en dos veces, y preferentemente en 1,5 veces, el espesor estándar de la placa para evitar problemas en particular de deformación durante los tratamientos térmicos de la placa.
Preferentemente de igual manera, se deja en la placa un saliente (o espesor mínimo) de al menos 2 mm (incluso de al menos 2,5 mm) en el punto más bajo del bisel con el fin de conservar las buenas propiedades de resistencia mecánica al nivel de la placa, en particular cuando el bisel está vuelto hacia el exterior tal y como se ha comentado anteriormente.
Según un modo de realización del invento, el bisel puede ser generado al mismo tiempo que la sobre-elevación, por ejemplo mediante una operación de laminado. Este laminado se efectúa entonces generalmente sobre el vidrio todavía maleable (o "blando") por medio de un rodillo que... [Seguir leyendo]
Reivindicaciones:
1. Placa de vitrocerámica (1), destinada especialmente a cubrir elementos calefactores, y que presenta un espesor (h) generalmente Inferior a 4,5 mm, caracterizada porque presenta al menos un borde biselado (5) de anchura (L) superior o Igual a 35 mm realizado en un sobre-espesor (2).
2. Placa según la reivindicación 1, caracterizada porque el borde biselado (5) está destinado a recibir uno o varios medios de control (8) de los elementos calefactores.
3. Placa según una de las reivindicaciones 1 ó 2, caracterizada porque el borde biselado (5) es una consecuencia de un sobre-espesor (2), siendo el espesor de la placa (1) en la cima del sobre-espesor (2) Inferior o Igual a dos veces el espesor estándar (h) de la placa.
4. Placa según una de las reivindicaciones 1 a 3, caracterizada porque se deja un espesor (e) de al menos 2 mm en la placa en el punto más bajo del borde biselado (5).
5. Placa según una de las reivindicaciones 1 a 4, caracterizada porque la placa (1) presenta una cara que lleva el o los citados bordes biselados (5) y porque la cara opuesta queda aproximadamente plana, lisa o provista de nervaduras, enfrente de los bordes biselados (5).
6. Placa según una de las reivindicaciones 1 a 5, caracterizada porque la relación entre la anchura (L) del bisel y la altura (h") del bisel, es inferiora 23,3.
7. Placa según una de las reivindicaciones 1 a 6, caracterizada porque el borde biselado (5) es una consecuencia de un sobre-espesor (2), borde biselado que se extiende sobre al menos una parte de la anchura del sobre-espesor (2), y que se extiende eventualmente sobre una parte de la anchura de la placa por fuera del sobre-espesor (2).
8. Procedimiento de biselado de una placa (1), tal como una placa de vitrocerámica, que consiste en formar al menos un sobre-espesor (2) sobre al menos un borde de la placa (1) y efectuar al menos un biselado a partir del sobre-espesor(2).
9. Procedimiento según la reivindicación 8, caracterizado porque el sobre-espesor (2) se genera al mismo tiempo que el borde biselado (5) por ejemplo mediante una operación de laminación.
1. Procedimiento según la reivindicación 8, caracterizado porque el borde biselado (5) como consecuencia de un sobre-espesor (2) se obtiene al menos en dos etapas, consistiendo la primera en generar un sobre-espesor (2) sobre la placa, por ejemplo mediante laminación, y consistiendo la segunda en efectuar un biselado a partir del citado sobre-espesor (2).
11. Procedimiento según una de las reivindicaciones 8 a 1, caracterizado porque el borde biselado (5) se encuentra sobre una cara de la placa (1), quedando la cara opuesta aproximadamente plana, lisa o provista de nervaduras, enfrente del citado borde biselado (5).
12. Procedimiento según la reivindicación 8, caracterizado porque el o los sobre-espesores (2) se generan a la salida de un horno sobre el vidrio precursor maleable durante la operación de laminación de forma, siendo ceramizada cada placa (1), después del corte y de eventuales repasos, y llegado el caso después de una decoración, y a continuación biselada, o, inversamente siendo biselada antes de ser ceramizada, haciéndose el biselado al nivel del o de los sobre-espesores (2).
13. Dispositivo de cocción y/o de mantenimiento a alta temperatura que incluye una placa de vitrocerámica según una de las reivindicaciones 1 a 7.
Patentes similares o relacionadas:
Unidad de entrada de aparato electrodoméstico, en particular para un campo de cocción, del 24 de Junio de 2020, de BSH HAUSGERÁTE GMBH: Unidad de entrada de aparato electrodoméstico, en particular para un campo de cocción (10a, 10b), con al menos una unidad de elementos de mando (12a, […]
Un aparato de cocción de vitrocerámica y un procedimiento relacionado con un control de limitación de temperatura para evitar la ignición del aceite de cocina, del 15 de Abril de 2020, de Zhejiang Jiu Kang Electric Appliances Co., Ltd: Un aparato de cocción de vitrocerámica que comprende al menos: una superficie de vitrocerámica para soportar y calentar recipientes de cocción; […]
 Dispositivo de calentamiento y método para la fabricación de un dispositivo de calentamiento, del 25 de Marzo de 2020, de E.G.O. ELEKTRO-GERATEBAU GMBH: Dispositivo de calentamiento por radiación para una encimera de cocción , con:
- un soporte superficial con un lado superior de soporte,
- al […]
Dispositivo de calentamiento y método para la fabricación de un dispositivo de calentamiento, del 25 de Marzo de 2020, de E.G.O. ELEKTRO-GERATEBAU GMBH: Dispositivo de calentamiento por radiación para una encimera de cocción , con:
- un soporte superficial con un lado superior de soporte,
- al […]
Dispositivo de campo de cocción, del 18 de Marzo de 2020, de BSH HAUSGERÁTE GMBH: Dispositivo de campo de cocción, en particular, dispositivo de campo de cocción por inducción, con al menos un elemento de calentamiento (12a-b) que está previsto para […]
Superficie de cocción transparente, teñida, con capacidad de indicación de color mejorada y procedimiento para la producción de tal superficie de cocción, del 27 de Noviembre de 2019, de SCHOTT AG: Superficie de cocción transparente, teñida, con capacidad de indicación de color mejorada, constituida por una vitrocerámica con cristales mixtos de alto cuarzo como fase […]
Encimera de cocción, del 6 de Noviembre de 2019, de E.G.O. ELEKTRO-GERATEBAU GMBH: Encimera de cocción con una placa de encimera de cocción y con al menos un dispositivo de calentamiento dispuesto debajo, que presenta: - una placa […]
DISPOSITIVO DE CAMPO DE COCCIÓN, del 11 de Julio de 2019, de BSH ELECTRODOMESTICOS ESPAÑA S.A.: Dispositivo de campo de cocción. Con el fin de proporcionar un dispositivo de campo de cocción genérico con mejores propiedades en cuanto al calentamiento de […]
Placa de vitrocerámica transparente o traslúcida y su procedimiento de fabricación, del 19 de Junio de 2019, de EUROKERA S.N.C.: Placa de vitrocerámica (1, 1', 1''), transparente o traslúcida, destinada, por ejemplo, a cubrir o recibir al menos un elemento de calentamiento, en […]