PLACA DECORATIVA ASI COMO SU PROCEDIMIENTO DE FABRICACION.
Placa (10) decorativa con al menos una capa (5) central que forma una capa a partir de un material de madera y con dos capas exteriores que forman el lado superior así como el inferior de la placa (10) decorativa a partir de una capa (9) de resina sintética,
caracterizada porque la capa central está compuesta por madera (5) de testa de balsa maciza, porque sus fibras de madera o capilares (51) están orientados esencialmente en ángulo recto con respecto al lado superior así como el inferior y porque la capa (9) de resina sintética se aplica en el procedimiento de revestimiento directo
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08007958.
Solicitante: MORALT TISCHLERPLATTEN GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: LENGGRIESER STR. 52,83646 BAD TOLZ.
Inventor/es: FEILE,KLAUS.
Fecha de Publicación: .
Fecha Solicitud PCT: 24 de Abril de 2008.
Fecha Concesión Europea: 9 de Septiembre de 2009.
Clasificación Internacional de Patentes:
- B32B21/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 21/00 Productos estratificados compuestos esencialmente de madera, p. ej. una plancha de madera, una lámina de chapado, una hoja de madera aglomerada. › de resina sintética; resina reforzada de fibras.
- B32B3/18 B32B […] › B32B 3/00 Productos estratificados caracterizados esencialmente por el hecho de que una de las capas tiene discontinuidades o rugosidades externas o internas, o bien que una de las capas es de forma no plana (capas de fibras o filamentos B32B 5/02; capas de partículas B32B 5/16; capas de estructura esponjosa B32B 5/18 ); Productos estratificados caracterizados esencialmente por particularidades de forma (B32B 1/00 tiene prioridad). › caracterizados por una capa interna formada por elementos individuales.
Clasificación PCT:
- B27D1/06 B […] › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27D TRABAJO DEL CHAPADO O DEL CONTRACHAPADO DE LA MADERA (aplicación de líquidos u otros materiales fluidos a las superficies en general B05; apomazado, tratado con arena o pulido de la madera B24; aplicación de adhesivos o de cola a las superficies de madera B27G 11/00; fabricación de hojas de madera chapadas B27L 5/00). › B27D 1/00 Unión de chapas de madera con cualquier material; Fabricación de objetos a partir de tales uniones (fabricación de objetos por procedimientos en seco a partir de partículas o fibras de madera o de otras materias lignocelulósicas o de sustancias orgánicas análogas B27N ); Tratamientos preparatorios de las superficies que se van a unir, p. ej. entallado. › Fabricación de las capas interiores; Forma de éstas.
- B32B21/08 B32B 21/00 […] › de resina sintética; resina reforzada de fibras.
- B32B21/13 B32B 21/00 […] › estando compuestas todas las capas exclusivamente de madera.
- B32B3/18 B32B 3/00 […] › caracterizados por una capa interna formada por elementos individuales.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Placa decorativa así como su procedimiento de fabricación.
La invención se refiere a una placa decorativa de tipo genérico conocida según el preámbulo de la reivindicación principal, concretamente a una con al menos una capa central que forma una capa a partir de un material de madera y con dos capas exteriores que forman el lado superior así como el inferior de la placa decorativa a partir de una capa de resina sintética preferiblemente decorativa.
Tales placas decorativas se conocen en una pluralidad de formas de realización y han demostrado ser útiles.
El documento EP-A-1 584 461 da a conocer una placa decorativa compuesta respectivamente por
- - una capa exterior superior a partir de resina sintética,
- - una capa central a partir de madera de testa de balsa maciza con capilares situados en ángulo recto con respecto a la superficie
- - una capa exterior inferior a partir de resina sintética.
Las capas de resina sintética están encoladas y no se aplican en el procedimiento de revestimiento directo.
El documento US-A-5 439 749 da a conocer un revestimiento directo de una placa con decoración, pero no madera de testa de balsa.
El documento US-A-4 536 427 da a conocer madera de balsa con una capa superior continuable que están unidas mediante adhesivo.
Sin embargo tales placas decorativas de tipo genérico están dotadas de una capa de plástico decorativa encolada, lo que si bien conlleva la ventaja de que pueden fabricarse, debido a la presión de prensado sólo reducida en el encolado, a partir de un material de madera de menor densidad, debe aceptarse entonces sin embargo una peor adhesión de la capa de resina sintética decorativa sólo encolada. Al mismo tiempo las tolerancias de grosor son indeseablemente grandes debido a las presiones sólo reducidas en el encolado. Finalmente la capa de resina sintética decorativa puede volver a desprenderse en caso de mayores temperaturas ambiente, de modo que también por este motivo los fines de uso están adicionalmente limitados.
En cambio, si se pretendiera una capa de plástico con una adhesión lo más fuerte posible, para aplicarse en el procedimiento de revestimiento directo, entonces esto requeriría, debido a las mayores presiones necesarias en el revestimiento directo, un material de madera con una densidad superior a 400 kg/m3 y de este modo llevaría a placas decorativas más pesadas y por tanto ya no empleables universalmente ya debido a su peso, aunque con menores tolerancias de grosor.
La invención se basa por tanto en el objetivo de proponer una placa decorativa de tipo genérico según el preámbulo de la reivindicación principal así como un procedimiento de fabricación de tipo genérico para una placa decorativa empleable de manera más universal con un peso más reducido, con una capa decorativa de fuerte adhesión.
Este objetivo se soluciona según la invención en el caso de una placa decorativa de tipo genérico según el preámbulo de la reivindicación principal mediante sus rasgos caracterizadores, esto es, porque la capa central está compuesta por madera de testa de balsa maciza, porque sus fibras de madera o capilares están orientados esencialmente en ángulo recto con respecto al lado superior así como el inferior y porque la capa de resina sintética se aplica en el procedimiento de revestimiento directo.
La placa decorativa según la invención es, debido al peso reducido de la capa a partir del material de madera de la capa central, concretamente madera de testa de balsa maciza con una densidad aparente de menos de 250 kg/m3, una placa de construcción ligera, y concretamente la placa decorativa más ligera conocida a partir de madera maciza, que puede fabricarse en grosores de desde 16 mm hasta 98 mm, especialmente adecuada para su uso en vehículos terrestres, acuáticos y aéreos, en la construcción de muebles y la construcción interior así como menos susceptible a daños y empleable de manera más universal debido a la mejor adhesión de la capa de plástico debido al revestimiento directo. Si además la capa de resina sintética presenta un plástico termoestable, entonces se obtiene al mismo tiempo una capa exterior extremadamente dura y de este modo también resistente, que forma el lado superior así como el inferior de la placa decorativa.
Esta nueva placa según la invención se fabrica, según un procedimiento de tipo genérico según el preámbulo de la reivindicación principal de procedimiento, según la invención, mediante sus rasgos caracterizadores, esto es, porque como capa central se utiliza una madera de testa de balsa maciza de este tipo, cuyas fibras de madera o capilares están orientados esencialmente en ángulo recto con respecto al lado superior así como el inferior y porque a continuación se aplica sobre la capa la resina sintética y dado el caso el papel y éste se reviste directamente con el efecto de la presión así como de la temperatura durante un determinado tiempo de prensado formando la capa de resina sintética.
El revestimiento directo con resina sintética se realiza preferiblemente en una prensa de ciclo corto, en la que la resina sintética, preferiblemente un plástico termoestable, por ejemplo resina de melamina, se licua temporalmente dado el caso junto con un papel decorativo impregnado con la misma bajo presión así como a alta temperatura, esto es, en cierto modo "se funde" y las resinas liquidadas penetran en la capa que se encuentra por debajo de las mismas y entonces endurecen para formar la capa de resina sintética. A pesar de la configuración como placa de construcción ligera, puede compensarse la contrapresión que se produce en la formación de la capa de resina sintética decorativa mediante la capa central con la densidad aparente reducida de menos de 250 kg/m3 debido al uso de una madera de testa de balsa maciza, es decir madura, como capa central, así como adicionalmente a la orientación de sus fibras de madera o capilares esencialmente en ángulo recto con respecto al lado superior así como el inferior de la placa decorativa. Debido a la orientación esencialmente en ángulo recto de las fibras de madera o capilares con respecto al lado superior así como el inferior de la placa decorativa, el vapor de agua que se produce durante el revestimiento directo debido a la humedad de la madera y debido a la temperatura que actúa, sólo puede escaparse en esta dirección bloqueada por la capa de resina sintética revestida directamente que está aplicándose en este momento, ya que durante el tiempo del efecto de la temperatura para endurecer la capa de resina sintética, ésta aún no ha formado una capa cerrada y mientras tanto es permeable al vapor de agua formado con esto.
Cuando en una configuración ventajosa del procedimiento según la invención, antes de la aplicación de la capa de resina sintética, se aplica un adhesivo sobre los dos lados de la capa central que forma la capa a partir del material de madera y se recubre (encola) en cada caso con una capa intermedia como capa delgada de fibras de densidad media, capa delgada de fibras de alta densidad o capa delgada de virutas formando una placa de soporte, entonces ésta puede calibrarse mediante lijado antes del mecanizado posterior, dado el caso tras el acondicionamiento como consecuencia del ajuste de la temperatura y la humedad de la madera, antes de que se revista directamente con la resina sintética, por lo que se obtiene una tolerancia de grosor sólo reducida de la placa decorativa según la invención. El lijado tiene además la ventaja de que además se eliminan posibles impurezas que se encuentren por debajo de la capa de resina sintética decorativa revestida directamente o arañazos provocados por el transporte dentro de la instalación durante el procedimiento de fabricación. Debido al vapor de agua que se produce durante el revestimiento directo es necesario un ajuste cuidadoso de todos los parámetros operativos. Especialmente debería ajustarse poca humedad restante de la capa central así como un mayor tiempo de prensado y un efecto de la presión y/o de la temperatura lo más reducido posible, así como emplearse una resina sintética de plástico termoestable de reticulación lenta.
Si la placa de soporte se acondiciona antes del lijado ajustando la temperatura y la humedad de la madera, a este respecto puede conseguirse ya una menor humedad restante de la capa central y de este modo que se produzca menos vapor de agua durante el revestimiento directo.
A...
Reivindicaciones:
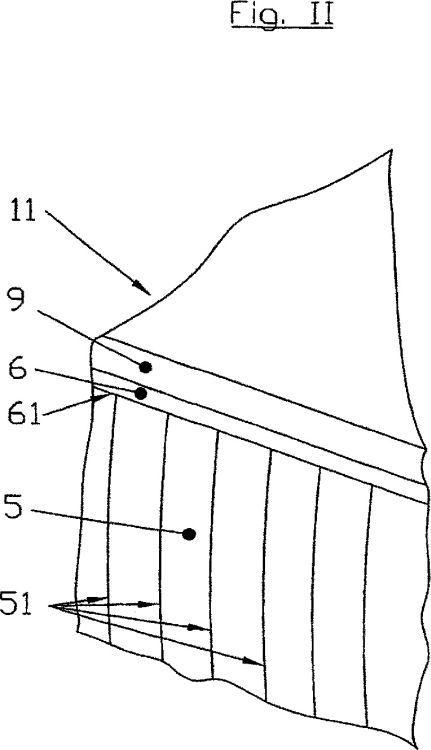
1. Placa (10) decorativa con al menos una capa (5) central que forma una capa a partir de un material de madera y con dos capas exteriores que forman el lado superior así como el inferior de la placa (10) decorativa a partir de una capa (9) de resina sintética, caracterizada porque la capa central está compuesta por madera (5) de testa de balsa maciza, porque sus fibras de madera o capilares (51) están orientados esencialmente en ángulo recto con respecto al lado superior así como el inferior y porque la capa (9) de resina sintética se aplica en el procedimiento de revestimiento directo.
2. Placa decorativa según una de las reivindicaciones anteriores, caracterizada porque la capa central a partir de madera (5) de testa de balsa maciza presenta una densidad aparente de menos de 250 kg/m3.
3. Placa decorativa según una de las reivindicaciones anteriores, caracterizada porque la capa (9) de resina sintética está configurada como papel decorativo impregnado con resina sintética.
4. Placa decorativa según una de las reivindicaciones anteriores, caracterizada porque la capa (9) de resina sintética configurada como papel decorativo impregnado con resina sintética se aplica bajo presión así como a alta temperatura en el procedimiento de revestimiento directo.
5. Placa decorativa según la reivindicación 4, caracterizada porque la resina sintética está configurada como plástico termoestable, por ejemplo como resina de melamina.
6. Placa decorativa según cualquiera de las reivindicaciones anteriores, caracterizada porque entre la capa (5) central y tanto la capa exterior que forma el lado superior como la que forma el lado inferior de la placa (10) decorativa a partir de una capa (9) de resina sintética (decorativa) está dispuesta en cada caso una capa (6) intermedia a partir de un material de madera.
7. Placa decorativa según la reivindicación 6, caracterizada porque la capa (5) central está recubierta (encolada) en sus dos lados con las dos capas (6) intermedias a partir del material de madera.
8. Placa decorativa según la reivindicación 7, caracterizada porque el material de madera de las capas (6) intermedias está configurado como capa delgada de fibras de densidad media, capa delgada de fibras de alta densidad o capa delgada de virutas.
9. Placa decorativa según la reivindicación 7, caracterizada porque la capa (5) central está recubierta en sus dos lados con las dos capas (6) intermedias a partir del material de madera mediante un adhesivo (61).
10. Placa decorativa según la reivindicación 9, caracterizada porque el adhesivo (61) está configurado como adhesivo de resina de melamina-urea-formaldehído de policondensación, adhesivo de resina de urea-formaldehído de policondensación, poli(acetato de vinilo) (KPVAC) (cola de caseína) o adhesivo de poliuretanto (PUR).
11. Placa decorativa según la reivindicación 9, caracterizada porque las dos superficies opuestas a la capa (5) central de las dos capas (6) intermedias se lijan para la calibración antes de la aplicación de la capa (9) de resina sintética revestida directamente.
12. Procedimiento para la fabricación de una placa decorativa con al menos una capa (5) central con una capa a partir de un material de madera y con dos capas exteriores que forman el lado superior así como el inferior de la placa decorativa a partir de una capa (9) de resina sintética (decorativa), caracterizado porque como capa central se utiliza una madera (5) de testa de balsa maciza de este tipo, cuyas fibras de madera o capilares (51) están orientados esencialmente en ángulo recto con respecto al lado superior así como el inferior, y porque a continuación se aplica sobre la capa la resina sintética y dado el caso el papel y éste se reviste directamente con el efecto de la presión así como de la temperatura durante un determinado tiempo de prensado formando la capa (9) de resina sintética.
13. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque antes del revestimiento directo de la capa (9) de resina sintética se lija en primer lugar la capa que se encuentra por debajo de la misma y sólo entonces se aplica sobre la misma la resina sintética y dado el caso el papel y se reviste directamente con el efecto de la presión y/o de la temperatura durante un determinado tiempo de prensado formando la capa (9) de resina sintética.
14. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque la resina sintética y dado el caso el papel aplicados se prensan con una presión de desde 245 N/cm2 hasta 355 N/cm2, preferiblemente de 300 N/cm2, una temperatura de hasta 200ºC y un tiempo de prensado de hasta 60 s formando la capa (9) de resina sintética.
15. Procedimiento según la reivindicación 14, caracterizado porque como resina sintética se utiliza un plástico de endurecimiento termoestable.
16. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque antes del lijado se aplica sobre los dos lados de la capa (5) central que forma la capa a partir del material de madera un adhesivo y se recubre (encola) en cada caso con una capa (6) intermedia como capa delgada de fibras de densidad media, capa delgada de fibras de alta densidad o capa delgada de virutas formando una placa de soporte.
17. Procedimiento según la reivindicación 16, caracterizado porque la placa de soporte se acondiciona antes del lijado ajustando la temperatura y humedad de la madera.
18. Procedimiento según la reivindicación 17, caracterizado porque la placa de soporte se corta a formato tras el acondicionamiento.
19. Procedimiento según la reivindicación 18, caracterizado porque el lijado de la placa de soporte se realiza tras su corte a formato.
20. Procedimiento según la reivindicación 19, caracterizado porque la placa de soporte se reviste directamente con la resina sintética tras el lijado.
21. Procedimiento según la reivindicación 17, caracterizado porque la placa de soporte se acondiciona ajustando una temperatura de 45ºC.
22. Procedimiento según la reivindicación 17, caracterizado porque la placa de soporte se acondiciona ajustando una humedad de equilibrio de la madera del 9,5%.
23. Procedimiento según la reivindicación 17, caracterizado porque la placa de soporte se acondiciona durante entre dos y cinco días, preferiblemente de tres a cuatro días.
Patentes similares o relacionadas:
Método de fabricación de un panel de construcción, del 10 de Junio de 2020, de VALINGE INNOVATION AB: Un método de fabricación de un panel de construcción con una capa de superficie decorativa, un núcleo y una capa (3') de equilibrio y/o protectora, en donde el método […]
Panel de cubierta y procedimiento de producción de paneles de cubierta, del 8 de Enero de 2020, de Beaulieu International Group NV: Panel de cubierta, tal como un panel de suelo, panel de pared o panel de techo, que comprende al menos un sustrato y opcionalmente una capa superior, mediante […]
Composición de resina sintética que comprende vinaza, del 11 de Diciembre de 2019, de surfactor Germany GmbH: Una composición de la resina sintética que comprende: a) al menos un compuesto hidroxilaromático, b) vinaza, y c) al menos un aldehído por cuanto la […]
Procedimiento de fabricación de paneles de piso que tienen una superficie decorativa, del 23 de Octubre de 2019, de Unilin BVBA: Procedimiento de fabricación de paneles de suelo con una superficie decorativa, en el que dichos paneles de suelo comprenden al menos un sustrato […]
Perfil de borde para un material en forma de tablero, así como material en forma de tablero, del 2 de Octubre de 2019, de Fritz Egger GmbH ; Co. OG: Perfil de borde para un material en forma de tablero que comprende una estructura de capas - con un cuerpo de base hecho de […]
Elemento de suelo laminado, del 14 de Agosto de 2019, de RKW SE: Elemento de suelo laminado con un soporte del grupo formado por tableros de fibras de madera de aglomerado o de densidad media (MDF) o de alta densidad (HDF) o por tableros […]
Capa de cubierta con propiedades amortiguadoras del ruido estructural, especialmente para superficies de materiales de madera, del 23 de Abril de 2019, de Parador GmbH: Uso de una capa de cubierta con propiedades amortiguadoras del ruido estructural como capa decorativa sobre empanelados de paredes y superficies de […]
Método para tratar un tablero de madera, del 16 de Abril de 2019, de surfactor Germany GmbH: Un método para tratar un tablero de madera, en el que se proporciona sobre la superficie del tablero de madera una composición que contiene un agente hidrófobo, y se proporciona […]