Pieza moldeada, tal como por ejemplo fregadero de cocina, lavabo o similares, así como procedimiento para la fabricación de una pieza moldeada de este tipo.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2011/004486.
Solicitante: SCHOCK GMBH.
Nacionalidad solicitante: Alemania.
Dirección: HOFBAUERSTRASSE 1 94209 REGEN ALEMANIA.
Inventor/es: GEIER, JOSEF, PATERNOSTER, RUDOLF, REICHENBERGER,ROLAND.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A47B77/02 NECESIDADES CORRIENTES DE LA VIDA. › A47 MOBILIARIO; ARTICULOS O APARATOS DE USO DOMESTICO; MOLINILLOS DE CAFE; MOLINILLOS DE ESPECIAS; ASPIRADORES EN GENERAL. › A47B MESAS; ESCRITORIOS; MOBILIARIO DE OFICINA; MUEBLES CON CAJONES; CAJONES; PARTES CONSTITUTIVAS GENERALES DE LOS MUEBLES (unión de muebles F16B 12/00). › A47B 77/00 Muebles de cocina (tableros especialmente concebidos para trabajar sobre ellos A47B 96/18). › Disposición general, p. ej. disposición relativa de los compartimientos, superficies de trabajo, superficies, soportes de aparatos (A47B 77/08 tiene prioridad).
- B29C39/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 39/00 Conformación por moldeo, es decir, introduciendo el material a moldear en un molde o entre dos superficies que la encierran sin presión significativa de moldeo; Aparatos a este efecto (B29C 41/00 tiene prioridad). › para la fabricación de objetos de longitud definida, es decir, de objetos separados.
- C04B26/06 QUIMICA; METALURGIA. › C04 CEMENTOS; HORMIGON; PIEDRA ARTIFICIAL; CERAMICAS; REFRACTARIOS. › C04B LIMA; MAGNESIA; ESCORIAS; CEMENTOS; SUS COMPOSICIONES, p. ej. MORTEROS, HORMIGON O MATERIALES DE CONSTRUCCION SIMILARES; PIEDRA ARTIFICIAL; CERAMICAS (vitrocerámicas desvitrificadas C03C 10/00 ); REFRACTARIOS (aleaciones basadas en metales refractarios C22C ); TRATAMIENTO DE LA PIEDRA NATURAL. › C04B 26/00 Composiciones para mortero, hormigón o piedra artificial que contienen solamente ligantes orgánicos. › Acrilatos.
- C08K3/36 C […] › C08 COMPUESTOS MACROMOLECULARES ORGANICOS; SU PREPARACION O PRODUCCION QUIMICA; COMPOSICIONES BASADAS EN COMPUESTOS MACROMOLECULARES. › C08K UTILIZACION DE SUSTANCIAS INORGANICAS U ORGANICAS NO MACROMOLECULARES COMO INGREDIENTES DE LA COMPOSICION (colorantes, pinturas, pulimentos, resinas naturales, adhesivos C09). › C08K 3/00 Utilización de sustancias inorgánicas como aditivos de la composición polimérica. › Sílice.
- E03C1/18 CONSTRUCCIONES FIJAS. › E03 SUMINISTROS DE AGUA; EVACUACION DE AGUAS. › E03C INSTALACIONES DOMESTICAS DE FONTANERIA PARA LA ALIMENTACION O LA EVACUACION DE AGUA (no vinculadas a las canalizaciones de alimentación o de evacuación de agua A47K; dispositivos de este género utilizados en el suelo E03B, E03F ); SUMIDEROS. › E03C 1/00 Instalaciones de fontanería doméstica para alimentación de agua o para la evacuación de aguas usadas; Sumideros. › Sumideros, conectados o no, a la tubería de evacuación.
PDF original: ES-2533031_T3.pdf
Fragmento de la descripción:
Pieza moldeada, tal como por ejemplo fregadero de cocina, lavabo o similares, así como procedimiento para la fabricación de una pieza moldeada de este tipo.
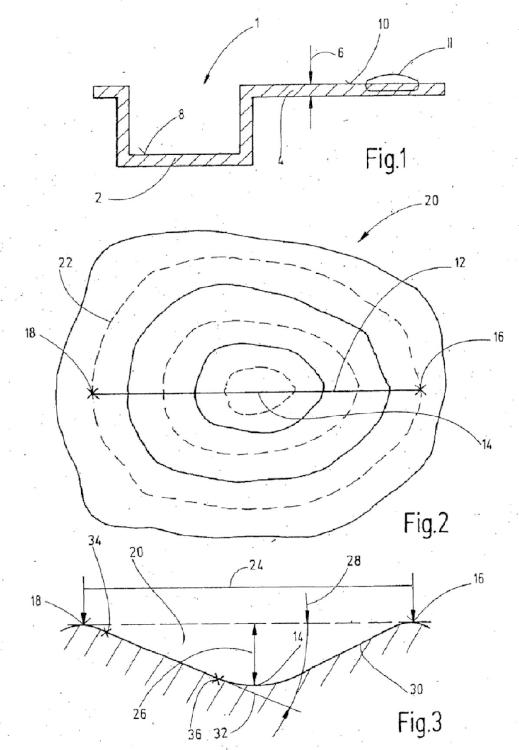
La invención se refiere a una pieza moldeada, tal como por ejemplo un fregadero de cocina, un lavabo, una encimera o similares, fabricada a partir de un material compuesto con un aglutinante polimérico curado y partículas de carga depositadas en el mismo mediante moldeado de un molde que puede usarse preferentemente varias veces, así como a un procedimiento para la fabricación de una pieza moldeada de este tipo.
Por el documento EP 361 11 B2 se conoce una pieza moldeada de este tipo que, mediante variación del tamaño y color de las partículas de carga usadas, puede cumplir los más distintos requerimientos del aspecto exterior y a este respecto presenta propiedades de uso muy buenas, en particular una alta resistencia a la abrasión y una alta resistencia al rayado.
Por el documento DE 1 28 47 758 B3 se conoce una pieza moldeada que se ha mecanizado tras el moldeado en al menos un lado visible de manera que la pieza moldeada presenta en el lado visible una corrugación perceptible de manera táctil y/o visual, y de manera que en el lado visible sobresalen partículas de carga hasta la superficie y debido a ello forman una parte de la superficie del lado visible.
La invención se basa en el objetivo de proporcionar una pieza moldeada y un correspondiente procedimiento de fabricación, en la que se haya mejorado adicionalmente la capacidad de limpieza de la superficie de la pieza moldeada, en particular la capacidad de limpieza del lado visible de la pieza moldeada esencialmente horizontal en el estado de uso de la pieza moldeada, y a este respecto se conserven las buenas propiedades de uso mecánicas de las piezas moldeadas conocidas.
Este objetivo se ha solucionado mediante la pieza moldeada definida en la reivindicación 1 y mediante el procedimiento de fabricación definido en la reivindicación coordinada. Ciertos modos de realización especiales de la invención se han definido en las reivindicaciones dependientes.
La superficie del lado visible de la pieza moldeada, en particular una superficie del lado visible esencialmente horizontal en el estado de uso de la pieza moldeada, presenta irregularidades formadas por poros o una correspondiente rugosidad. Mediante ensayos se determinó que la forma de estos poros, en particular su anchura y profundidad y además la proporción de aspecto de profundidad con respecto a anchura de los poros tienen una gran influencia sobre la capacidad de limpieza de la superficie. Al mismo tiempo se determina también la sensibilidad al rayado mediante la topografía de la superficie, de modo que debe garantizarse que con una mejora de la facilidad de limpieza no se eleve esencialmente la sensibilidad al rayado.
Para ello se midió la superficie del lado visible de las piezas moldeadas de acuerdo con la invención en varias posiciones, distanciadas una de otra. Por ejemplo se registraron en total cinco campos de medición distanciados uno de otro en respectivamente varias trayectorias, para determinar debido a ello en particular la proporción de la superficie formada por poros del lado visible y la proporción de la otra superficie. Para ello se determinó un valor límite de la profundidad de una irregularidad, por ejemplo 1 jmn, a partir del cual la irregularidad se considera poro. A continuación se sometieron a ensayo en cada campo de medición varias muestras con respecto a su anchura, profundidad y otros parámetros esenciales y a partir de los valores medidos se determinó respectivamente el valor promedio.
Se estableció que cuando más del 3 % y menos del 9 %, en particular más del 4 % y menos del 8 % y preferentemente más del 5 % y menos del 65 % de la superficie (8) del lado visible esté formado por poros, cuya anchura asciende en promedio a más de ,1 mm y menos de 1 mm, cuya profundidad asciende en promedio a más de 1 /jm y menos de 5 /m, y la proporción de profundidad con respecto a anchura de los poros asciende en promedio a entre 1:4 y 1:3, se conservan las buenas propiedades de uso mecánicas, sin embargo se consiguen mejoras esenciales en la capacidad de limpieza, en particular en piezas moldeadas cuyo color se determina por el color de las partículas de carga y cuya matriz de aglutinante es transparente y en particular contiene menos del 1 % de pigmentos colorantes.
Además se estableció que mediante esta topografía de superficie especial resulta una reducción de la absorción de agua en el ensayo de vapor de agua, debido a ello una aclaramiento más bajo, lo que es especialmente ventajoso en particular en caso de colores oscuros de las piezas moldeadas. En particular, los lados visibles esencialmente horizontales en el estado de uso de la pieza moldeada presentan la topografía de superficie de acuerdo con la invención. En caso de fregaderos empotrables es esto por ejemplo la base de la sección en forma de vaso y/o la superficie de escurrimiento. En el caso de encimeras, toda la superficie que forma el lado visible está dotada de una topografía de acuerdo con la invención.
En un modo de realización asciende el valor promedio de la anchura de los poros a más de ,2 mm y menos de ,5 mm, en particular más de ,25 mm y menos de ,45 mm. La anchura de los poros se determina mediante la distancia más corta de dos máximos de altura de la superficie locales opuestos entre sí con respecto al punto más profundo del poro. Dado que los poros por regla general no son redondos, varía la anchura de los poros. La longitud de los poros puede ser Igual a la anchura de los poros o puede ascender a un múltiplo de la misma.
En un modo de realización asciende el valor promedio de la profundidad de los poros a más de 12 /m y menos de 35 jim, en particular más de 15 //m y menos de 25 /m. La profundidad de los poros se mide a este respecto mediante la longitud de la normal que pasa por el punto más profundo del poro con respecto a una línea de unión, que se determina mediante dos máximos de altura del poro locales opuestos entre sí con respecto al punto más profundo.
En un modo de realización asciende el valor promedio de la proporción de profundidad con respecto a anchura de los poros a menos de 1:8 y más de 1:3, en particular menos de 1:1 y más de 1:25 y preferentemente menos de 1:12 y más de 1:25. Esta denominada proporción de aspecto determina la facilidad de limpieza de la superficie de la pieza moldeada. Dado que la proporción de aspecto depende esencialmente de la anchura del poro y ésta varía en caso de poros que difieren de la forma circular, la facilidad de limpieza básicamente es también dependiente de la dirección. Mediante una distribución y orientación esencialmente uniforme de manera estadística de los poros que difieren de la forma circular resulta sin embargo en promedio una posibilidad de limpieza independiente de la dirección.
En un modo de realización, los poros presentan un ángulo de inclinación de poro cuyo valor promedio asciende a más de 8o y menos de 3°, en particular más de 1° y menos de 25°, y preferentemente más de 12° y menos de 22° o más de 12° y menos de 2° El ángulo de Inclinación de poro es, a este respecto, aquel ángulo que está encerrado por dos lados. El primer lado se determina mediante la línea de unión de dos máximos de altura del poro locales opuestos entre sí con respecto al punto más profundo del poro. El segundo lado se determina mediante los dos puntos en el contorno del poro que corresponden a una profundidad de poro del 1 % o del 9 %. Como alternativa o también de manera complementarla puede estar formado el primer lado por una horizontal y/o el segundo lado puede estar formado por la tangente a la sección del contorno del poro con la máxima pendiente. En el caso de un microscopio de medición digital puede distinguirse la sección con la máxima pendiente del contorno del poro visualmente mediante una fuerte modificación del color que representa la altura o puede determinarse también automáticamente. Para no obtener mediciones erróneas mediante valores extremos individuales puede medirse ya durante la medición no sólo un punto singular, sino que puede realizarse una determinación del promedio por una superficie de medición predeterminadle de por ejemplo 4, 25, 1 o 4 //m2. Además resulta otra determinación del promedio de los valores de medición mediante la determinación del valor promedio por varios poros de una muestra y/o por varios puntos de medición en una muestra. Mediante el ángulo de inclinación de poro de acuerdo con la invención se mejora adicionalmente la facilidad de limpieza.
En un modo de realización, las irregularidades de la superficie formadas por los poros son irregulares.... [Seguir leyendo]
Reivindicaciones:
1. Pieza moldeada (1), tal como por ejemplo fregadero de cocina, lavabo, encimera o similares, fabricada a partir de un material compuesto con un aglutinante pollmérlco curado y partículas de carga depositadas en el mismo mediante moldeado de un molde que puede usarse preferentemente varias veces, en la que la superficie (8) de un
lado visible (1) de la pieza moldeada (1), en particular de un lado visible (1) de la pieza moldeada (1) esencialmente horizontal en el estado de uso de la pieza moldeada (1), presenta irregularidades formadas por poros (2), caracterizada porque más del 3 % y menos del 9 %, en particular más del 4 % y menos del 8 % y preferentemente más del 5 % y menos del 65 % de la superficie (8) del lado visible (1) está formada por poros (2), cuya anchura (24) asciende en promedio a más de ,1 mm y menos de 1 mm, cuya profundidad (26) asciende 1 en promedio a más de 1 /m y menos de 5 /m y la proporción de profundidad (26) con respecto a anchura (24) de los poros (2) asciende en promedio a entre 1:4 y 1:3.
2. Pieza moldeada (1) según la reivindicación 1, caracterizada porque el valor promedio de la anchura (24) de los poros (2) asciende a más de ,2 mm y menos de ,5 mm, en particular más de ,25 mm y menos de ,45 mm.
3. Pieza moldeada (1) según la reivindicación 1 o 2, caracterizada porque el valor promedio de la profundidad (26) 15 de los poros (2) asciende a más de 12 /m y menos de 35 //m, en particular más de 15 //m y menos de 25 /m.
4. Pieza moldeada (1) según la reivindicación 1 o una de las reivindicaciones anteriores, caracterizada porque el valor promedio de la proporción de profundidad (26) con respecto a anchura (24) de los poros (2) asciende a entre 1:8 y 1:3, en particular entre 1:1 y 1:25 y preferentemente entre 1:12 y 1:25.
5. Pieza moldeada (1) según la reivindicación 1 o una de las reivindicaciones anteriores, caracterizada porque los 2 poros (2) presentan un ángulo de Inclinación de poro (28), cuyo valor promedio asciende a más de 8o y menos de
3°, en particular más de 1o y menos de 25° y preferentemente más de 12o y menos de 22° o más de 12° y menos de 2°
6. Pieza moldeada (1) según la reivindicación 1 o una de las reivindicaciones anteriores, caracterizada porque las irregularidades formadas por los poros (2) de la superficie (8) son Irregulares.
7. Pieza moldeada (1) según la reivindicación 1 o una de las reivindicaciones anteriores, caracterizada porque los
poros (2) se crean de manera libre de forma mediante separación por contracción del molde durante el curado del aglutinante polimérico.
8. Pieza moldeada (1) según la reivindicación 1 o una de las reivindicaciones anteriores, caracterizada porque las partículas de carga determinan esencialmente el aspecto de color de la pieza moldeada (1) en el lado visible (1) y
por que la matriz formada por el aglutinante es esencialmente transparente.
9. Pieza moldeada (1) según la reivindicación 1 o una de las reivindicaciones anteriores, caracterizada porque la proporción de masa de las partículas de carga asciende a entre el 4 % y el 85 %, con respecto a la masa de la pieza moldeada (1), en particular entre el 6 % y el 8 % y preferentemente entre el 65 % y el 76 %.
1. Pieza moldeada (1) según la reivindicación 1 o una de las reivindicaciones anteriores, caracterizada porque las 35 partículas de carga presentan una primera fracción con un tamaño de grano de al menos ,1 mm, en particular al
menos ,2 mm y preferentemente al menos ,3 mm, con una proporción de masa de más del 4 %; en particular más del 5 % y preferentemente más del 55 %, con respecto a la masa de la pieza moldeada (1).
11. Pieza moldeada (1) según la reivindicación 1 o una de las reivindicaciones anteriores, caracterizada porque las partículas de carga presentan una fracción con un tamaño de grano de como máximo ,1 mm, en particular como
máximo ,8 mm y preferentemente como máximo ,5 mm, con una proporción de masa de más del 3 %, en particular más del 5 % y preferentemente más del 1 %, con respecto a la masa de la pieza moldeada (1).
12. Pieza moldeada (1) según la reivindicación 1 o una de las reivindicaciones anteriores, caracterizada porque las partículas de carga presentan una primera fracción con un tamaño de grano de al menos ,1 mm, en particular al menos ,2 mm y preferentemente al menos ,3 mm, con una proporción de masa de más del 4 %, en particular
más del 5 % y preferentemente más del 55 %, con respecto a la masa de la pieza moldeada (1), por que las partículas de carga presentan una segunda fracción con un tamaño de grano entre ,5 mm y ,2 mm con una proporción de masa entre el 3 % y el 25 %, en particular entre el 4 % y el 2 % y preferentemente entre el 4,5 % y el 15 %, con respecto a la masa de la pieza moldeada (1), y por que las partículas de carga presentan una tercera fracción con un tamaño de grano entre ,1 mm y ,5 mm con una proporción de masa entre el 4 % y el 25 %, en 5 particular entre el 6 % y el 2 % y preferentemente entre el 8 % y el 15 %, con respecto a la masa de la pieza moldeada (1).
13. Procedimiento para la fabricación de una pieza moldeada (1) según la reivindicación 1 o una de las reivindicaciones anteriores, caracterizado porque la pieza moldeada (1) se fabrica mediante moldeo por colada.
Patentes similares o relacionadas:
Procedimiento de preparación de sílices precipitadas, sílices precipitadas y sus usos, especialmente para el refuerzo de polímeros, del 24 de Junio de 2020, de RHODIA OPERATIONS: Sílice precipitada, caracterizada por que posee: - una superficie específica BET comprendida entre 70 y 240 m2/g, especialmente entre 100 y 240 m2/g, […]
Mezclas de silanos y procedimiento para su producción, del 27 de Mayo de 2020, de EVONIK DEGUSSA GMBH: Mezcla de silanos, que contiene un silano de fórmula I (R1)y(R2)3-ySi-R3-(S-R4)n-S-R5 (I), y un silano de fórmula II (R1)y(R2)3-ySi-R3-(S-R4)z-S-R3-Si(R1)y(R2)3-y […]
Dispersión acuosa de sílice silanizada, del 6 de Mayo de 2020, de Nouryon Chemicals International B.V: Método de producción de una dispersión acuosa de partículas de sílice coloidal silanizada que comprende mezclar en un medio acuoso a) al menos un compuesto de silano […]
Neumático para vehículos destinados a llevar cargas pesadas, del 29 de Abril de 2020, de COMPAGNIE GENERALE DES ETABLISSEMENTS MICHELIN: Neumático para vehículos destinados a llevar cargas pesadas, cuya banda de rodamiento comprende una composición a base de al menos: - una matriz elastomérica que comprende: […]
Composición polimérica que comprende carga inorgánica en partículas, del 8 de Abril de 2020, de IMERTECH SAS: Una composicion polimerica que comprende un polimero y un material inorganico en particulas, en donde el material inorganico en particulas tiene un area superficial igual […]
Composición curable de uretano, del 18 de Marzo de 2020, de NOF CORPORATION: Una composición curable de uretano, que comprende: un catalizador (a); un poliol (b) que tiene dos o más grupos hidroxilo en una molécula; un poliisocianato […]
Composición de resina de poliéster y procedimiento para producir la misma, del 11 de Marzo de 2020, de KANEKA CORPORATION: Una composición de resina de poliéster biodegradable que comprende un poliéster alifático (P3HA) que tiene una unidad repetida representada por la siguiente fórmula general […]
Partículas de composite con revestimientos superficiales hidrófilos e hidrófobos, del 22 de Enero de 2020, de Gebrüder Dorfner GmbH & Co. Kaolin- und Kristallquarzsand-Werke KG: Partícula de composite, que comprende una partícula soporte y al menos un revestimiento superficial parcial, que se caracteriza por que la partícula […]