Pieza de material plástico y procedimiento de obtención de dicha pieza.
Pieza de material plástico, la cual está constituida por una parte (1) conformada interiormente hueca y al menos una segunda parte (2) a modo de protuberancia o similar que sobresale de la pared exterior de dicha primera parte,
en el que la primera parte (1) es obtenida por un proceso de soplado y la segunda parte (2) es obtenida por un proceso de inyección donde ambos procesos son realizados en un mismo molde, estando la unión entre las dos partes determinada por una pluralidad de tramos de intrusión entre las superficies de contacto de ambas dichas dos partes (1, 2).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201031467.
Solicitante: FUNDACIO PRIVADA ASCAMM.
Nacionalidad solicitante: España.
Inventor/es: MARTINEZ FERNANDEZ, LUIS, GUMA NOEL,JAUME, PLANTA TORRALBA,FRANCISCO JAVIER, ROSADO BRAVO,ALBERTO, GOMILA LLOP,JUAN, BUHIGAS PUIG,JOAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C33/40 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › Materia plástica, p. ej. espumas o caucho.
- B29C49/06 B29C […] › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Moldeo por inyección-soplado.
- B29D21/00 B29 […] › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › Fabricación de peines o de objetos similares dentados o ranurados.
- B29D23/00 B29D […] › Fabricación de objetos tubulares (B29D 24/00 tiene prioridad).
- F16L47/28 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 47/00 Empalmes o accesorios de empalme para tubos de doble pared o con canales múltiples o para conjuntos de tubos para utilizarse con tubos de materiales plásticos. › Unión de tubos a paredes o a otros tubos, siendo el eje del tubo unido perpendicular a la pared o al eje del otro tubo.
Fragmento de la descripción:
Pieza de material plástico y procedimiento de obtención de dicha pieza.
Objeto de la invención
La presente solicitud de patente de invención tiene por objeto el registro de una pieza de material plástico con sistema de unión que incorpora notables innovaciones y ventajas.
Más concretamente, la invención propone el desarrollo de un sistema de unión para múltiples partes de una misma pieza de material plástico, así como el procedimiento de obtención de dicha pieza.
Antecedentes de la invención
Es bien conocida la fabricación de piezas de material plástico constituidas por un cuerpo interiormente hueco y partes adicionales periféricas unidas a éste, tales como por ejemplo, tubos de canalizaciones, depósitos o cualquier otro elemento hueco cerrado que suele formar parte de un vehículo motor.
Para la obtención del cuerpo hueco se utiliza habitualmente un proceso de extrusión-soplado convencional mientras que para obtener el resto de partes, tales como orejas, pipetas, inclusión de sensores, se lleva a cabo en etapas adicionales mediante procesos de inyección, corte, etc.
Para conseguir el producto final se requiere una unión física entre los diferentes componentes, es decir, entre el elemento de función principal y los elementos de función auxiliar o satélite. Esta unión se hace posteriormente al proceso de fabricación unitaria y mediante procesos complementarios, tales como, soldadura, clipaje manual, etc.
Este tipo de piezas anteriormente mencionadas obtenidas por diversos procesos de fabricación presentan una gran incerteza en lo que se refiere a la calidad del producto acabado, produciéndose de forma indeseada un número elevado de rechazos del producto debido a la poca robustez del proceso, el cual está ligado a tareas manuales y procesos imperfectos (soldadura y encolado).
Tales deficiencias en el producto final, asociadas habitualmente a deficiencias en la unión de las partes adicionales, suelen ser detectadas en la misma planta de transformación, en la línea de montaje o incluso cuando esta actuando y montado en el vehículo, con las consiguientes consecuencias negativas tanto para el fabricante de piezas como el fabricante de vehículos.
Además, otro inconveniente no menos importante es el hecho de que el método de fabricación actual implica unos costes derivados elevados, por un lado, por la necesidad de disponer de utillajes para la realización de todos los procesos de transformación (molde extrusión-soplado, molde de inyección y utillajes destinados a la unión de las múltiples partes) y, por otro lado, de los elevados tiempos de ciclo debidos a que cada uno de los tres procesos de fabricación son completamente independientes entre sí.
Descripción de la invención
La presente invención se ha desarrollado con el fin de proporcionar una pieza de material plástico con un sistema de unión que resuelva los inconvenientes anteriormente mencionados, aportando, además, otras ventajas adicionales que serán evidentes a partir de la descripción que se acompaña a continuación.
Es un objeto de la presente invención proporcionar un sistema de unión de una pieza de material plástico, la cual está constituida por una parte conformada interiormente hueca y al menos una segunda parte a modo de protuberancia o similar que sobresale de la pared exterior de dicha primera parte, en el que la primera parte es obtenida por un proceso de soplado y la segunda parte es obtenida por un proceso de inyección donde ambos procesos son realizados en un mismo molde, y se caracteriza por el hecho de que la unión entre las dos partes está determinada por una pluralidad de tramos de intrusión entre las superficies de contacto de ambas dichas dos partes. Estas intrusiones hacen aumentar la superficie de contacto entre las partes de la pieza, reduciendo la tensión entre superficies y las presiones relativas, mejorando las propiedades de unión entre ambas partes. El uso de la pluralidad de tramos de intrusión entre las superficies de contacto permite obtener piezas fabricadas con materiales plásticos blandos, las cuales presentarían deformaciones en la zona de unión si no se realizara este tipo de geometría en el tramo de unión.
Por lo tanto, dicha pieza de material plástico comprende una parte conformada interiormente hueca y al menos una segunda parte a modo de protuberancia o similar que sobresale de la pared exterior de dicha primera parte, y se caracteriza por el hecho de que la unión entre ambas partes está determinada por una pluralidad de tramos de intrusión entre las superficies de contacto de ambas dichas dos partes.
Es otro objeto adicional de la presente invención proporcionar un procedimiento para la fabricación de una pieza de material plástico, la cual está constituida por una parte conformada interiormente hueca y al menos una segunda parte a modo de protuberancia o similar que sobresale de la pared exterior de dicha primera parte, siendo la unión entre ambas partes determinada por una pluralidad de tramos de intrusión entre las superficies de contacto de ambas dichas dos partes, y se caracteriza por el hecho de que comprende una etapa de soplado de la pieza interiormente hueca en una cavidad de un molde y una etapa de inyección de al menos una segunda parte en una cavidad adicional provista en el interior del citado molde, teniendo lugar la unión entre ambas partes en el interior del molde.
Gracias a las características anteriormente descritas, se obtiene una reducción en los costes de fabricación en la obtención de piezas de plástico del tipo que se ha descrito con anterioridad, que puede ser del orden de entre un 25 y 35% debido a la integración de los procesos de moldeo de las diversas partes que conforman la pieza, y un incremento en la calidad del producto acabado en lo que se refiere a la resistencia mecánica en las zonas de unión de las fijaciones a la pieza que se ha obtenido por soplado. El procedimiento descrito también permite la obtención de piezas fabricadas en materiales plásticos blandos sin que se produzcan deformaciones en las zonas de unión de las partes que conforman la pieza final.
Otras características y ventajas de la presente invención resultarán evidentes a partir de la descripción de una realización preferida, pero no exclusiva, que se ilustra a modo de ejemplo no limitativo en los dibujos que se acompañan, en los cuales.
Breve descripción de los dibujos
Figura 1.- Es una vista en perspectiva de una pieza de material plástico obtenido con el procedimiento de acuerdo con la presente invención; y
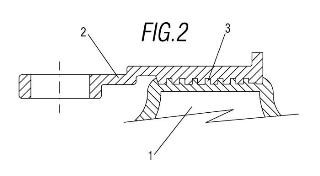
Figura 2.- Es una vista de detalle en alzado esquematizada correspondiente a la zona de unión entre dos partes de la pieza representada en la figura 1.
Descripción de una realización preferente
En el sector de automoción, existen piezas de material plástico, como por ejemplo, PP, PE, EPDM, que están constituidas por una parte (1) conformada interiormente hueca y al menos una segunda parte (2) a modo de protuberancia o similar que sobresale de la pared exterior de dicha primera parte y puede tener una función de elemento retenedor de la pieza dentro de un conjunto, como pueden ser conductos, colectores, etc., para el paso de fluidos o gases que están previstos en la parte mecánica.
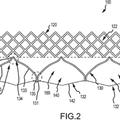
La unión de tales dos partes (1) y (2) está determinada por una pluralidad de tramos de intrusión (3) entre las superficies de contacto de ambas dichas dos partes (1) y (2), tal como se aprecia con mayor claridad en la figura 2.
Estos tramos de intrusión (3) de cada una de las dos partes (1) y (2) consisten en una región dentada, de tal modo que ambas regiones dentadas son encajables y ajustables de forma fija entre si, de modo que una vez sale la pieza del molde ambas dos partes (1) y (2) no pueden separarse.
En un proceso de fabricación particular de acuerdo con la presente invención para obtener la pieza descrita, se lleva a cabo en una primera etapa del procedimiento el moldeo por soplado del cuerpo hueco (correspondiente a la parte (1) anteriormente descrita) a partir de un parison de material plástico moldeable en el interior de una cavidad de un molde. En dicha etapa se aplica material plástico en un estado líquido y a una temperatura de fusión predeterminada y seguidamente se insufla aire en el interior de la cavidad por medios de soplado de tipo conocido que no se describirán en esta memoria ya que no son objeto de la invención.
...
Reivindicaciones:
1. Pieza de material plástico que comprende una parte (1) conformada interiormente hueca y al menos una segunda parte (2) a modo de protuberancia o similar que sobresale de la pared exterior de dicha primera parte, en el que la primera parte (1) es obtenida por un proceso de soplado y la segunda parte (2) es obtenida por un proceso de inyección donde ambos procesos son realizados en un mismo molde, caracterizado por el hecho de que la unión entre ambas partes (1, 2) está determinada por una pluralidad de tramos de intrusión (3) entre las superficies de contacto de ambas dichas dos partes.
2. Pieza de material plástico según la reivindicación 1, caracterizado por el hecho de que los tramos de intrusión (3) de cada una de las dos partes (1, 2) consisten en una región dentada, de tal modo que ambas regiones dentadas son encajables y ajustables de forma fija entre sí.
3. Procedimiento para la fabricación de una pieza de material plástico, la cual está constituida por una parte conformada interiormente hueca y al menos una segunda parte a modo de protuberancia o similar que sobresale de la pared exterior de dicha primera parte, siendo la unión entre ambas partes determinada por una pluralidad de tramos de intrusión entre las superficies de contacto de ambas dichas dos partes, caracterizado por el hecho de que comprende una etapa de soplado de la pieza interiormente hueca en una cavidad de un molde y una etapa de inyección de al menos una segunda parte en una cavidad adicional provista en el interior del citado molde, teniendo lugar la unión entre ambas partes en el interior del molde.
Patentes similares o relacionadas:
 Válvula transcatéter de eversión, del 29 de Julio de 2020, de W.L. GORE & ASSOCIATES, INC.: Una válvula transcatéter que comprende:
un marco de varias partes que comprende un marco de valva y un marco de cuerpo, en el que el marco de cuerpo […]
Válvula transcatéter de eversión, del 29 de Julio de 2020, de W.L. GORE & ASSOCIATES, INC.: Una válvula transcatéter que comprende:
un marco de varias partes que comprende un marco de valva y un marco de cuerpo, en el que el marco de cuerpo […]
Revestimiento reforzado con fibras no tejidas para tuberías de PRFV resistentes a impacto, del 15 de Julio de 2020, de Amiblu Technology AS: Un revestimiento de tuberia de plastico reforzado con vidrio que comprende una capa B) que consiste en una capa de cobertura reforzada con fibras no tejidas, estando formada la […]
Tubo expandible que incluye un revestimiento para restaurar un conducto, del 1 de Julio de 2020, de Recyca-Pipe of America L.L.C: Una tubería expandible para restaurar una tubería dañada, que comprende: - un revestimiento formado por un poliuretano termoplástico, […]
Método para la laminación de una película tubular, del 4 de Marzo de 2020, de Buergofol GmbH: Método para la laminación de una película tubular con un material absorbente de resinas o líquidos para su uso en un revestimiento tubular para el saneamiento […]
Método de acondicionamiento de un tubo de respiración, del 26 de Febrero de 2020, de NDD MEDIZINTECHNIK AG: Método de acondicionamiento de un tubo de respiración para su uso en el diagnóstico de la función pulmonar, en el que al menos una sección de un tubo […]
Tubo flexible multicapa, del 11 de Diciembre de 2019, de SAINT-GOBAIN PERFORMANCE PLASTICS CORPORATION: Un tubo flexible que comprende: una primera capa que comprende un material de poliolefina que tiene un módulo de flexión no mayor de 150 MPa, determinado de acuerdo […]
Perfilado de tubos, del 23 de Octubre de 2019, de Crawley, Alan Mark: Un producto perfilado tubular termoformado que comprende: - una primera sección (147a) de producto tubular; - una segunda sección […]
Sistema y método de fabricación de artículos de espuma cilíndricos, del 16 de Octubre de 2019, de Floracraft Corp: Un aparato adecuado para producir un artículo de espuma cilíndrico, comprendiendo el aparato: un troquel que tiene un canal […]