PIEZA DE MATERIAL COMPUESTO CON ZONAS DE REFUERZO Y PROCEDIMIENTO PARA SU FABRICACIÓN.
Pieza de material compuesto con zonas de refuerzo y procedimiento para su fabricación.
En el procedimiento para la fabricación de una pieza 11 con, al menos, una zona de refuerzo de mayor espesor que las zonas circundantes, caracterizado porque en la etapa de encintado de dicha zona de refuerzo se utilizan unas telas cuyas dimensiones y cuya secuencia de apilado están previstas de manera que al menos una de dichas telas se cruce con la tela dispuesta bajo ella al efecto de reducir el volumen de dicha zona de refuerzo. La invención también se refiere a una pieza de material compuesto fabricada con dicho procedimiento y particularmente a un revestimiento de CFRP de una superficie sustentadora de una aeronave.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201031986.
Solicitante: AIRBUS OPERATIONS, S.L.
Nacionalidad solicitante: España.
Inventor/es: MARTINEZ VALDEGRAMA,VICENTE, RECIO MELERO,Manuel, GRANADO MACARRILLA,JOSÉ ORENCIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C70/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › refuerzos fibrosos solamente.
- B32B3/04 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 3/00 Productos estratificados caracterizados esencialmente por el hecho de que una de las capas tiene discontinuidades o rugosidades externas o internas, o bien que una de las capas es de forma no plana (capas de fibras o filamentos B32B 5/02; capas de partículas B32B 5/16; capas de estructura esponjosa B32B 5/18 ); Productos estratificados caracterizados esencialmente por particularidades de forma (B32B 1/00 tiene prioridad). › caracterizados por una capa plegada en el borde, p. ej. sobre otra capa.
- B64C1/12 B […] › B64 AERONAVES; AVIACION; ASTRONAUTICA. › B64C AEROPLANOS; HELICOPTEROS (vehículos de colchón de aire B60V). › B64C 1/00 Fuselajes; Características estructurales comunes a fuselajes, alas, superficies estabilizadoras o similares (características aerodinámicas comunes a fuselajes, alas, superficies estabilizadoras o similares B64C 23/00; instalaciones de la cabina de vuelo B64D). › Estructura o fijación de paneles de revestimiento.
- B64C3/18 B64C […] › B64C 3/00 Alas (superficies estabilizadoras B64C 5/00; alas de ornitópteros B64C 33/02). › Largueros; Costillas; Larguerillos (fijación de conjuntos alares al fuselaje B64C 1/26).
- B64C3/20 B64C 3/00 […] › Estructuras integrales o tipo sandwich (productos estratificados o estructuras tipo sandwich en general B32B).
Fragmento de la descripción:
Pieza de material compuesto con zonas de refuerzo y procedimiento para su fabricación.
CAMPO DE LA INVENCION
La presente invención se refiere a una pieza de material compuesto con zonas de refuerzo y más particularmente a un revestimiento de una superficie sustentadora de una aeronave con zonas de refuerzo y a un procedimiento para su fabricación.
ANTECEDENTES DE LA INVENCIÓN
Como es bien sabido la industria aeronáutica requiere estructuras que, por una parte, soporten las cargas a las que son sometidas, cumpliendo altas exigencias de resistencia y rigidez y, por otra parte, sean lo más ligeras posible. Una consecuencia de ello es el uso cada vez más extendido de los materiales compuestos, particularmente CFRP (Plástico Reforzado con Fibra de Carbono) , en estructuras primarias ya que se puede conseguir un importante ahorro de peso frente a los materiales metálicos.
Siguiendo esa tendencia se conocen, por ejemplo, superficies sustentadoras de aeronaves consistentes en dos cajones de torsión (en los lados izquierdo y derecho) unidos a un cajón central realizados íntegramente con paneles de CFRP utilizando como revestimientos de dichos cajones piezas unitarias, es decir, utilizando cuatro revestimientos completos (dos revestimientos superiores y dos inferiores) para fabricar los cajones de torsión izquierdo y derecho.
Esos revestimientos son piezas de geometría compleja y de espesor variable para hacer frente a los distintos requerimientos estructurales en las distintas zonas de la pieza. Incluyen en particular zonas locales de refuerzo de mayor espesor que las zonas circundantes que, utilizando los procedimientos de fabricación convencionales, dan lugar a unas zonas de refuerzo con bordes en forma de rampa.
Esas zonas de refuerzo con bordes en rampa suponen un volumen mayor del necesario desde el punto de vista estrictamente resistente que se traduce tanto en un exceso de peso como en un condicionante del diseño de la superficie sustentadora pues impiden que el espacio ocupado por dichos bordes puede ser utilizado, por ejemplo, como una zona de unión con otros componentes de la superficie sustentadora.
La presente invención está orientada a la solución de ese problema.
SUMARIO DE LA INVENCION
Un objeto de la presente invención es proporcionar una pieza de material compuesto con zonas de refuerzo de mayor espesor que las zonas circundantes minimizando el volumen de dichas áreas de refuerzo.
Otro objeto de la presente invención es proporcionar una pieza de material compuesto con zonas de refuerzo de mayor espesor que las zonas circundantes sin rampas en, al menos, uno de sus bordes para evitar interferencias con otros componentes de la pieza ubicados deseablemente en la proximidad de dichas zonas de refuerzo.
En un aspecto esos y otros objetos se consiguen con un procedimiento de fabricación de una pieza de material compuesto con, al menos, una zona de refuerzo de mayor espesor que las zonas circundantes, en el que en la etapa de encintado de dicha zona de refuerzo se utilizan unas telas cuyas dimensiones y cuya secuencia de apilado están previstas de manera que, al menos, una de dichas telas se cruce con la tela dispuesta bajo ella al efecto de reducir el volumen de dicha zona de refuerzo.
En una realización preferente, todas las telas de dicha zona de refuerzo, salvo la primera tela, se cruzan con la tela dispuesta bajo cada una de ellas en, al menos, uno de los bordes de la zona de refuerzo. Se consigue con ello una pieza de material compuesto con una zona de refuerzo sin rampa en al menos uno de sus bordes.
En otro aspecto, los objetos mencionados anteriormente se consiguen con una pieza de material compuesto con al menos una zona de refuerzo de mayor espesor que las zonas circundantes, que está fabricada según el procedimiento mencionado anteriormente.
En una realización preferente dicha pieza de material compuesto pertenece al revestimiento de una superficie sustentadora de una aeronave.
En otra realización preferente, al menos uno de los bordes de dicha zona de refuerzo de dicha superficie sustentadora de una aeronave está situado en la proximidad de un área deseable de unión con otro componente.
Otras características y ventajas de la presente invención se desprenderán de la siguiente descripción detallada de una realización ilustrativa y no limitativa de su objeto en relación con las figuras que se acompañan.
DESCRIPCION DE LAS FIGURAS
La Figura 1 es una vista esquemática en planta de la secuencia de apilado de las telas en una zona de refuerzo de una pieza de material compuesta según la técnica conocida y la Figura 1a es una vista esquemática de una sección transversal de la Figura 1 por el plano A-A.
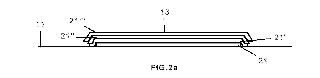
La Figura 2 es una vista esquemática en planta de la secuencia de apilado de las telas en una zona de refuerzo de una pieza de material compuesta según una realización de la presente invención y la Figura 2a es una vista esquemática de de una sección transversal de la Figura 2 por el plano B-B.
La Figura 3 es una vista ilustrativa de la reducción de peso conseguida con la pieza mostrada en la Figura 2.
La Figuras 4 y 5 son vistas ilustrativas de la distinta posición relativa de la zona de refuerzo de las piezas mostradas en las Figuras 2 y 1 en relación a un área deseable de unión con otros elementos.
Las Figuras 6 y 7 son vistas esquemáticas en planta de la secuencia de apilado de las telas en una zona de refuerzo de una pieza de material compuesta según otras realizaciones de la presente invención.
Las Figuras 6 y 7 son vistas esquemáticas en planta de la secuencia de apilado de las telas en una zona de refuerzo de una pieza de material compuesta según otras realizaciones de la presente invención.
Las Figuras 8 y 9 son vistas parciales en planta de un ala de aeronave de CFRP con zonas de refuerzo según la presente invención.
DESCRIPCION DETALLADA DE LA INVENCION
En la industria aeronáutica, en particular, son bien conocidos procesos de fabricación de piezas de material compuesto, y particularmente de CFRP, que comprenden básicamente una primera etapa de encintado y una segunda etapa de conformado en caliente.
En la etapa de encintado se colocan en un molde/útil de forma apropiada capas de un material compuesto tal como el preimpregnado que es una mezcla de refuerzo fibroso y matriz polimérica susceptible de almacenamiento.
Ese material se puede presentar en diversas formas y en particular en forma de tela. Para las matrices termoendurecibles la resina generalmente se cura parcialmente o se lleva mediante otro proceso a una viscosidad controlada, llamada B-etapa.
Las telas de material compuesto no se colocan aleatoriamente sino que se disponen en cada zona en un número y con una orientación de su refuerzo fibroso, típicamente de fibra de carbono, determinados en función de la naturaleza y la magnitud de los esfuerzos que vaya a soportar la pieza en cada zona.
Cada zona tiene pues una estructura propia de la disposición o apilado de las telas. La diferencia en espesor entre las diferentes zonas genera caídas de telas, lo que requiere disponer de un modelo de telas para cada pieza que establezca claramente como debe llevarse a cabo su disposición sobre el molde/útil durante el proceso de apilamiento. El resultado final es un laminado con zonas de distinto espesor.
Las Figuras 1 y 1a ilustran el apilado de una zona de refuerzo 13 según la técnica conocida. Las dimensiones y la secuencia de apilado de las telas 21, 21’, 21’’, 21’’’ están previstas para la formación de bordes en rampa en las zonas de refuerzo ó, dicho con otras palabras, para que las zonas de refuerzo tengan una forma tronco piramidal. En este sentido, se ha venido considerando necesario en la fabricación de piezas de material compuesto que la “muerte”
o “caída” de una tela en una rampa se produjera sobre otra tela ó, dicho en otras palabras, que no haya “cruces” de telas.
Ahora bien, los inventores de la presente solicitud han encontrado que, contra lo que se pensaba en el diseño de piezas de material compuesto, es factible fabricar una pieza 11 con unas telas 21, 21’, 21’’, 21’’’ para una zona de refuerzo 13 con las dimensiones y la secuencia de apilado ilustradas en las Figuras 2 y 2a en las que cada tela se “cruza” con la tela situada debajo de ella.
La presente invención permite por tanto conseguir una reducción de peso en dichas zonas de refuerzo como se ilustra en la Figura 3 en la que las áreas sombreadas 31, 31’ muestran las zonas...
Reivindicaciones:
1. Procedimiento para la fabricación de una pieza (11) de material compuesto con, al menos, una zona de refuerzo (13) de mayor espesor que las zonas circundantes, caracterizado porque en la etapa de encintado de dicha zona de refuerzo (13) se utilizan unas telas (21, 21’, 21’’, 21’’’) cuyas dimensiones y cuya secuencia de apilado están previstas de manera que al menos una de dichas telas (21’, 21’’, 21’’’) se cruce con la tela dispuesta bajo ella al efecto de reducir el volumen de dicha zona de refuerzo (13) .
2. Procedimiento para la fabricación de una pieza (11) de material compuesto según la reivindicación 1, en el que, salvo la primera tela (21) , todas las telas (21’, 21’’, 21’’’) de dicha zona de refuerzo (13) se cruzan con la tela dispuesta bajo cada una de ellas en, al menos, uno de los bordes de la zona de refuerzo (13) .
3. Pieza (11) de material compuesto con al menos una zona de refuerzo (13) de mayor espesor que las zonas circundantes, caracterizada porque está fabricada según el procedimiento objeto de una cualquiera de las reivindicaciones 1-2.
4. Pieza (11) de material compuesto según la reivindicación 3, que pertenece al revestimiento de una superficie sustentadora de una aeronave.
5. Pieza (11) de material compuesto según la reivindicación 4, en la que al menos uno de los bordes de dicha zona de refuerzo (13) está situado en la proximidad de un área deseable de unión (35) con otro componente.
Patentes similares o relacionadas:
AERONAVE DE DESPEGUE Y ATERRIZAJE VERTICAL CON PROPULSORES PIVOTANTES, del 28 de Julio de 2020, de OUTON TRILLO, Pedro: Es una aeronave de despegue y aterrizaje vertical, con un concepto estructural novedoso, que contiene ocho conjuntos propulsores, dos superficies sustentadoras pivotantes […]
Dispositivo hipersustentador, del 17 de Junio de 2020, de Asco Industries NV: Un dispositivo hipersustentador que comprende - un cuerpo en forma de superficie de sustentación que tiene un borde delantero (LE) […]
Estructura compuesta para una aeronave y procedimiento de fabricación de la misma, del 17 de Junio de 2020, de AIRBUS OPERATIONS, S.L: Estructura compuesta para una aeronave que comprende un panel de revestimiento y al menos un larguerillo unido al panel de revestimiento , teniendo el larguerillo […]
Sistema mecánico de fijación y ensamblaje y método estructural asociado, del 3 de Junio de 2020, de THE BOEING COMPANY: Un conjunto estructural que comprende: un primer miembro estructural que comprende un primer lado y un segundo lado […]
Disposición estructural de caja para una aeronave y procedimiento de fabricación de la misma, del 25 de Marzo de 2020, de AIRBUS OPERATIONS, S.L: Disposición estructural de caja para una aeronave que comprende: - una primera y una segunda capas de composite , - al menos una […]
Accesorios de soporte de puntal integrados con largueros debajo del ala, del 11 de Marzo de 2020, de THE BOEING COMPANY: Una estructura de soporte del motor a reacción que se puede fijar a una superficie externa de un ala de una aeronave para soportar un motor a reacción en […]
Métodos de formar un rigidizador de pala compuesto y facilitar la aplicación de tratamientos para daños por impacto apenas visibles, del 12 de Febrero de 2020, de THE BOEING COMPANY: Método para conformar una carga compuesta plana para dar un rigidizador de pala compuesto, que comprende: recortar una carga compuesta plana […]
Cuerpo de perfil aerodinámico con cubierta del larguero curvada integral, del 25 de Diciembre de 2019, de Airbus Operations Limited: Un cuerpo en forma de perfil aerodinámico que comprende una pluralidad de largueros longitudinales que definen cada uno una dirección longitudinal, […]