PELÍCULA DE TRANSFERENCIA, SU USO Y PROCESO PARA LA PRODUCCIÓN DE ARTÍCULOS DE PLÁSTICO DECORADOS.
Una película de transferencia (10) que comprende una película de soporte (1) que tiene un primer lado y un segundo lado,
una capa de liberación (2) que está dispuesta sobre el primer lado de la película de soporte (1) y una capa de transferencia (7) que está dispuesta sobre el lado de la capa de liberación (2), orientada hacia el lado contrario de la película de soporte (1), caracterizada por que en el segundo lado de la película de soporte (1) o en lado de la película de transferencia (10) opuesto al segundo lado de la película de soporte (1) se dispone, parcialmente, una capa estructurada (9, 9') con un espesor de capa de al menos aproximadamente 9 m de un barniz de estructuración, cuya resistencia a compresión es sustancialmente constante, al menos, hasta una temperatura de 200ºC
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/008667.
Solicitante: LEONHARD KURZ STIFTUNG & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: SCHWABACHER STRASSE 482 90763 FURTH ALEMANIA.
Inventor/es: HIRSCHFELDER,ANDREAS, REUTHER,UWE.
Fecha de Publicación: .
Fecha Solicitud PCT: 10 de Agosto de 2005.
Fecha Concesión Europea: 4 de Agosto de 2010.
Clasificación Internacional de Patentes:
- B29C43/02B
- B29C43/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 43/00 Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto. › incorporando partes o capas preformadas, p. ej. moldeo por prensado alrededor de elementos insertos o sobre objetos a recubrir.
- B29C45/14T
- B44C1/17F2
Clasificación PCT:
- B29C45/14 B29C […] › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B32B3/30 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 3/00 Productos estratificados caracterizados esencialmente por el hecho de que una de las capas tiene discontinuidades o rugosidades externas o internas, o bien que una de las capas es de forma no plana (capas de fibras o filamentos B32B 5/02; capas de partículas B32B 5/16; capas de estructura esponjosa B32B 5/18 ); Productos estratificados caracterizados esencialmente por particularidades de forma (B32B 1/00 tiene prioridad). › caracterizados por una capa que tiene contracciones o resaltes, p. ej. ranuras, nervios.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
La invención se refiere a una película de transferencia que comprende una película de soporte que tiene un primer lado y un segundo lado, una capa de liberación que está dispuesta en el primer lado de la película de soporte y una capa de transferencia que está dispuesta en el lado de la capa de 5 liberación, orientada hacia el lado contrario que la película de soporte, y a su uso. La invención se refiere también a dos procesos para la producción de un artículo de plástico que está decorado con una capa de transferencia de una película de transferencia y que tiene una estructuración tridimensional en la región de la capa de transferencia, usando dicha película de transferencia. 10
Las películas de transferencia del tipo mencionado anteriormente y los procesos adecuados para la decoración de artículos plásticos con una capa de transferencia, estructuración tridimensional producida en la región de la capa de transferencia, se conocen.
Por ejemplo, el documento JP 2002264268 A describe lo que se conoce 15 como proceso en el molde para la producción de un artículo moldeado por inyección decorado con una película decorativa, que tiene una estructuración tridimensional en la región de la película decorativa. En este caso, una película decorativa estructurada se dispone en un molde de inyección, cuya superficie está estructurada. Después de que el molde de inyección se haya cerrado, de 20 acuerdo con la Figura 2 del documento JP 2002264268 A, se inyecta detrás de la película decorativa un compuesto de moldeo por inyección plástico, forzándose la película decorativa contra la pared estructurada del molde de inyección. En el proceso, tiene lugar la estructuración de la capa de la película decorativa que está orientada hacia la pared y que tiene propiedades 25 termoplásticas y una temperatura de transición vítrea de 130ºC o menor. Como resultado del contacto entre el compuesto de moldeo por inyección caliente y la película decorativa, la capa termoplástica se reblandece y se conforma de acuerdo con la estructuración del molde de inyección.
Con el proceso descrito en el documento JP 2002264268 A, puede 30 conseguirse una estructuración configurada de diferente manera del artículo moldeado por inyección sólo si se proporciona un molde de inyección adicional con una estructuración cambiada de la pared interna. Además, los artículos moldeados por inyección no estructurados no pueden producirse usando el molde de inyección estructurado. Puesto que la producción de una herramienta 35
de moldeo por inyección y la estructuración de la misma son generalmente costosas y consumen tiempo, surgen costes indeseablemente altos y paradas regulares de la máquina, en el caso de un cambio en la estructuración decorativa de acuerdo con el proceso del documento JP 2002264268 A, incluso aunque quiera mantenerse la forma general del artículo moldeado por 5 inyección.
Entonces, un objeto de la invención es proporcionar una película de transferencia para la decoración de un artículo de plástico que tiene una estructuración tridimensional en la región de la capa de transferencia que permite un cambio más rápido y más eficaz respecto a costes de la 10 estructuración tridimensional. Adicionalmente, se proporcionan dos procesos eficaces respecto a costes para la decoración de un artículo de plástico con una capa de transferencia que tiene una estructuración tridimensional en la región de la capa de transferencia, procesos que permiten un cambio más rápido y más eficaz respecto a costes de la estructuración tridimensional 15 usando la película de transferencia de acuerdo con la invención.
Para la película de transferencia que comprende una película de soporte que tiene un primer lado y un segundo lado, una primera capa de liberación que está dispuesta en el primer lado de la película de soporte y una capa de transferencia que está dispuesta en el lado de la capa de liberación orientada 20 hacia el lado contrario que la película de soporte, se consigue el efecto en tanto que en el segundo lado de la película de soporte o en el lado de la película de transferencia, opuesto al segundo lado de la película de soporte, se dispone parcialmente una capa estructurada con un espesor de capa de al menos aproximadamente 9 m de un barniz de estructuración, cuya resistencia a 25 compresión es sustancialmente constante, al menos hasta una temperatura de 200ºC.
Si dicha película de transferencia se usa en un proceso de moldeo por inyección en el molde o durante el procesado en caliente, la capa estructurada no se deforma o se deformará sólo insignificantemente, puesto que los 30 compuestos de moldeo por inyección normalmente se inyectan a temperaturas por debajo de 200 a 300ºC en moldes que tienen una temperatura de aproximadamente 30 a 70ºC y el estampado en caliente sólo se realiza, análogamente, por debajo de los 270ºC. El uso de la película de transferencia de acuerdo con la invención para la inyección en el molde o prensado en 35
caliente permite la formación de estructuras tridimensionales en la región de la capa de transferencia en un artículo de plástico decorado con una de ellas, siendo posible que una imagen tridimensional, positiva o negativa, de la capa estructurada se produzca sobre el artículo de plástico y sobre la capa de transferencia conectada al mismo, dependiendo de la disposición de la capa 5 estructurada.
En este caso, la capa estructurada puede producirse sobre la película de soporte de una manera sencilla y eficaz respecto a costes, con el espesor requerido, mediante un proceso de impresión tal como impresión por huecograbado, impresión con tampones o serigrafía. En este caso, se prefiere 10 la formación de la capa estructurada mediante serigrafía, puesto que pueden formarse espesores de capa particularmente mayores con la misma. Aquí, pueden usarse rejillas planas o rejillas rotatorias. El material de la rejilla debería permitir una aplicación máxima de la capa estructura para la imagen impresa deseada. Para ello, se usan preferiblemente telas de acero inoxidable con una 15 finura de, por ejemplo, 110 hebras por cm. Dependiendo de la resolución de impresión deseada, este valor puede reducirse adicionalmente, lo que conduce a un aumento adicional en el espesor de la capa que puede conseguirse.
En el caso de un cambio en la decoración de la estructuración tridimensional de un artículo de plástico decorado con la capa de transferencia 20 de la película de transferencia de acuerdo con la invención, las etapas necesarias se restringen, en consecuencia, para proporcionar un original de impresión cambiado para la capa estructurada. Si no se desea más una estructuración tridimensional, puede prescindirse de la aplicación de la capa estructurada y un artículo de plástico decorativo con una superficie suave 25 puede fabricarse inmediatamente en la herramienta de moldeo por inyección usada previamente. No es necesario cambiar ni la capa de transferencia usada ni el aparato usado hasta ahora, tal como moldes de inyección o rodillos de estampado. Esto minimiza los costes y los tiempos de cambio, en el caso de un cambio en la decoración. En el siguiente texto se explica en detalle cómo se 30 realiza el proceso de formación de la estructuración tridimensional usando la película de transferencia de acuerdo con la invención, en relación con el proceso de acuerdo con la invención.
Para un primer proceso para la producción de un artículo moldeado por inyección, decorado con una capa de transferencia de una película de 35
transferencia, que tiene la estructuración tridimensional en la región de la capa de transferencia, el objeto se consigue mediante las siguientes etapas:
- disponer la película de transferencia de acuerdo con la invención en un molde de inyección, de manera que la película de transferencia se apoye sobre una pared interna del molde de inyección, 5
- inyectar un compuesto de moldeo por inyección plástico por detrás de la película de transferencia,
- curar el compuesto de moldeo por inyección plástico para formar un primer material plástico,
- retirar el primer material plástico, incluyendo la película de transferencia 10 firmemente conectada al mismo, del molde de inyección y
- desprender la película de soporte de la capa de transferencia de la película de transferencia.
Como el molde de inyección, que no tiene ninguna clase de estructuración en su pared interna, se llena con el compuesto de moldeo...
Reivindicaciones:
1. Una película de transferencia (10) que comprende una película de soporte (1) que tiene un primer lado y un segundo lado, una capa de liberación (2) que está dispuesta sobre el primer lado de la película de soporte (1) y una 5 capa de transferencia (7) que está dispuesta sobre el lado de la capa de liberación (2), orientada hacia el lado contrario de la película de soporte (1), caracterizada por que en el segundo lado de la película de soporte (1) o en lado de la película de transferencia (10) opuesto al segundo lado de la película de soporte (1) se dispone, parcialmente, una capa estructurada (9, 9') con un 10 espesor de capa de al menos aproximadamente 9 m de un barniz de estructuración, cuya resistencia a compresión es sustancialmente constante, al menos, hasta una temperatura de 200ºC.
2. La película de transferencia de acuerdo con la reivindicación 1, 15 caracterizada por que el barniz de estructuración tiene un plástico termoestable, o un termoplástico, con una temperatura de transición vítrea Tg por encima de 200ºC.
3. La película de transferencia de acuerdo con la reivindicación 1 ó 2, 20 caracterizada por que la capa de estructuración está formada por un sistema de barniz cargado con una carga.
4. La película de transferencia de acuerdo con una de las reivindicaciones 1 a 3, caracterizada por que el barniz de estructuración es un barniz curable 25 por radiación, curable por ESH, curable por epoxi, curable por isocianato o curable por ácido.
5. La película de transferencia de acuerdo con una de las reivindicaciones 1 a 4, caracterizada por que el barniz de estructuración tiene un contenido de 30 sólidos de al menos el 40%, preferiblemente del 100%.
6. La película de transferencia de acuerdo con una de las reivindicaciones 1 a 5, caracterizada por que la capa estructurada (9) se dispone sobre el segundo lado de la película de soporte (1) y el barniz de estructuración y la 35
película de soporte (1) tienen distinta coloración.
7. La película de transferencia de acuerdo con una de las reivindicaciones 1 a 5, caracterizada por que la capa estructurada (9') se dispone sobre el lado de la película de transferencia (1) dispuesto en oposición al segundo lado de la 5 película de soporte (10) y por que el barniz de estructuración es incoloro o coloreado.
8. La película de transferencia de acuerdo con una de las reivindicaciones 1 a 7, caracterizada por que la capa estructurada (9, 9') se forma en forma de 10 un patrón regular o irregular y/o en forma de caracteres alfanuméricos y/o en forma de ilustraciones pictóricas sobre la película de soporte (1).
9. La película de transferencia de acuerdo con una de las reivindicaciones 1 a 8, caracterizada por que la capa estructurada (9, 9') forma un positivo o 15 negativo para el patrón, los caracteres alfanuméricos o la ilustración pictórica.
10. La película de transferencia de acuerdo con una de las reivindicaciones 1 a 9, caracterizada por que la película de soporte (1) tiene un espesor en el intervalo de 12 a 100 m. 20
11. La película de transferencia de acuerdo con una de las reivindicaciones 1 a 8, caracterizada por que la capa de transferencia (7) se forma como una capa decorativa y comprende, al menos, una capa protectora (3) y/o una capa decorativa (4) que tiene un efecto decorativo. 25
12. La película de transferencia de acuerdo con la reivindicación 11, caracterizada por que el efecto decorativo se produce mediante una capa metálica dispuesta, al menos parcialmente, posiblemente con reflectancia especular y/o una capa de interferencia dispuesta, al menos parcialmente, y/o 30 una capa de replicación dispuesta, al menos parcialmente, que tiene estructuras de alivio, tales como estructuras de alivio macroscópicas, estructuras de difracción u hologramas, y/o una capa coloreada dispuesta, al menos parcialmente, y/o una capa pigmentada dispuesta, al menos parcialmente, que tiene pigmentos fluorescentes, fosforescentes, 35
termocrómicos o fotocrómicos, o pigmentos con efectos de cambio de color que dependen del ángulo de visualización.
13. La película de transferencia de acuerdo con la reivindicación 11 ó 12, caracterizada por que la capa estructurada (9, 9') se dispone enrasada con al 5 menos una decoración de al menos una capa decorativa (4).
14. La película de transferencia de acuerdo con una de las reivindicaciones 1 a 13, caracterizada por que la superficie de la película de soporte (1) forma la capa de liberación (2). 10
15. Un proceso para producción de un artículo moldeado por inyección (13, 15) que está decorado con una capa de transferencia (7, 7”) de una película de transferencia (10) y que tiene una estructuración tridimensional (12, 12”) en la región de la capa de transferencia (7, 7”), que comprende: 15
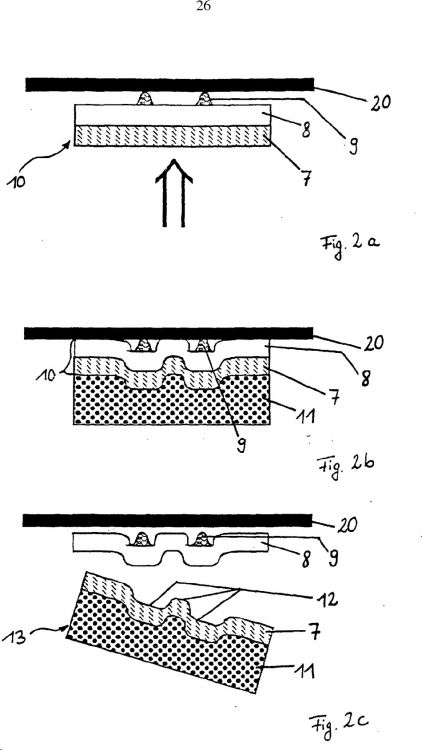
- disponer la película de transferencia (10) de acuerdo con una de las reivindicaciones 1 a 14 en un molde de inyección (20), de manera que la película de soporte (1) descansa sobre una pared interna del molde de inyección (20),
- inyectar un compuesto de moldeo por inyección plástico por detrás de la 20 película de transferencia (10),
- curar el compuesto de moldeo por inyección plástico para formar un primer material plástico (11),
- retirar el primer material plástico (11), que incluye la película de transferencia (10) conectada firmemente al mismo, del molde de inyección (20) 25 y,
- desprender la película de soporte (1) de la capa de transferencia (7) de la película de transferencia (10).
16. Un proceso para la producción de un artículo termoplástico (14) que se 30 decora con una capa de transferencia (7) de una película de transferencia (10) mediante estampado en caliente y que tiene una estructuración tridimensional (12') en la región de la capa de transferencia (7) caracterizada por las siguientes etapas:
- disponer una película de transferencia (10), de acuerdo con una de las 35
reivindicaciones 1 a 14, sobre el artículo de plástico (14), de manera que la película de transferencia (1) esté orientada hacia el lado contrario del artículo de plástico (14),
- estampar en caliente la película de transferencia (10) sobre el artículo de plástico (14), y 5
- desprender la película de soporte (1) de la capa de transferencia (7) de la película de transferencia (10).
17. El proceso del acuerdo con la reivindicación 16, caracterizado por que el estampado en caliente se realiza mediante el laminado con rodillos 10 calentados sobre la película de transferencia (10) o, en el proceso recíproco, mediante una superficie calentada o troqueles conformados.
18. El proceso de acuerdo con cualquiera de las reivindicaciones 16 y 17, caracterizado por que el artículo de plástico (14) se forma como una banda de 15 película, y por que la banda de película, decorada con la capa de transferencia (7), se procesa adicionalmente mediante termoformado o troquelado para formar un producto semiacabado.
19. El proceso de acuerdo con la reivindicación 18, caracterizado por que 20 el producto semiacabado se inserta en un molde de inyección y se pulveriza con un compuesto de moldeo por inyección plástico, al menos sobre uno de sus dos lados.
20. El proceso de acuerdo con una de las reivindicaciones 15 a 17, 25 caracterizado por que se pulveriza un compuesto de moldeo por inyección, al menos sobre la estructuración tridimensional (12, 12”), en un proceso de moldeo por inyección posterior.
21. El uso de una película de transferencia de acuerdo con una de las 30 reivindicaciones 1 a 14, para la producción de un artículo moldeado por inyección (13, 15) o un artículo de plástico (14), que está decorado con la capa de transferencia (7, 7') y que tiene una estructuración tridimensional (12, 12', 12”) en la región de la capa de transferencia (7, 7').
35
22. El uso de acuerdo con la reivindicación 21, caracterizado por que el artículo moldeado por inyección decorado (13, 15) o el artículo de plástico (14) es un componente decorativo para el interior y el exterior de un vehículo a motor, un aparto doméstico, una radio, una televisión, un monitor, un PC o un teléfono. 5
Patentes similares o relacionadas:
Tapón y su método de producción, del 22 de Julio de 2020, de PELLICONI & C. S.P.A.: Tapón para la fermentación en botella de vinos espumosos, que comprende una cápsula metálica y un elemento de estanqueidad , que se encuentra dentro […]
Método para revestir un cuerpo hueco con un cuerpo moldeado prensado, del 6 de Mayo de 2020, de MS-Schramberg Holding GmbH & Co. KG: Método para revestir la superficie interior de un cuerpo hueco con un cuerpo moldeado prensado de material en polvo, en donde el material en polvo […]
Procedimiento de realización de preformas tridimensionales mediante el conformado de preformas iniciales con velos, del 26 de Febrero de 2020, de Coriolis Group: Procedimiento de realización de una preforma tridimensional que comprende - la realización de una preforma inicial que comprende varias capas superpuestas, […]
Método y dispositivo para la fabricación de plástico reforzado con fibra, del 19 de Febrero de 2020, de TORAY INDUSTRIES, INC.: Un método de producción para un plástico reforzado con fibra, en el que una preforma hecha de un sustrato de fibra de refuerzo y que tiene una forma tridimensional y […]
Método y aparato para obtener un cuerpo en forma de copa, del 15 de Enero de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un método que comprende las etapas de: - proporcionar un cuerpo en forma de copa , teniendo dicho cuerpo una pared lateral , que se extiende […]
Procedimiento para fabricar una barra conductora, del 27 de Noviembre de 2019, de GE Renewable Technologies: Procedimiento para la fabricación de una barra conductora compuesta de filamentos apilados con las siguientes etapas, proporcionar un […]
Material de suministro de resina, preforma y método para producir resina reforzada con fibra, del 27 de Noviembre de 2019, de TORAY INDUSTRIES, INC.: Un material de suministro de resina que se usa para el moldeo a presión o el moldeo por vacío y presión de una resina reforzada con fibra, comprendiendo […]
Estructura intercalada y artículo moldeado integrado que la utiliza, y procedimientos para producirlos, del 13 de Noviembre de 2019, de TORAY INDUSTRIES, INC.: Estructura intercalada formada a partir de un componente de núcleo, que comprende una fibra de refuerzo discontinua, una resina termoplástica y huecos, y un elemento […]