Película de poliéster termorretráctil porosa y procedimiento para su producción.
Una película de poliéster termorretráctil porosa que comprende al menos dos capas,
de las cuales al menos una capa es una capa de resina de poliéster que contiene una resina de poliolefina cíclica y que tiene poros, satisfaciendo la película de poliéster termorretráctil porosa los siguientes requisitos (1) a (4):
(1) la contracción térmica en la dirección de contracción principal es 40% o mayor y 80% o menor cuando es tratada en agua caliente a una temperatura de tratamiento de 90 ºC durante un tiempo de tratamiento de 10 segundos;
(2) la contracción térmica en la dirección ortogonal a la dirección de contracción principal es 2% o mayor y 4% o menor cuando es tratada en agua caliente a una temperatura de tratamiento de 80 ºC durante un tiempo de tratamiento de 10 segundos;
(3) la densidad relativa específica es menor que 1,00; y
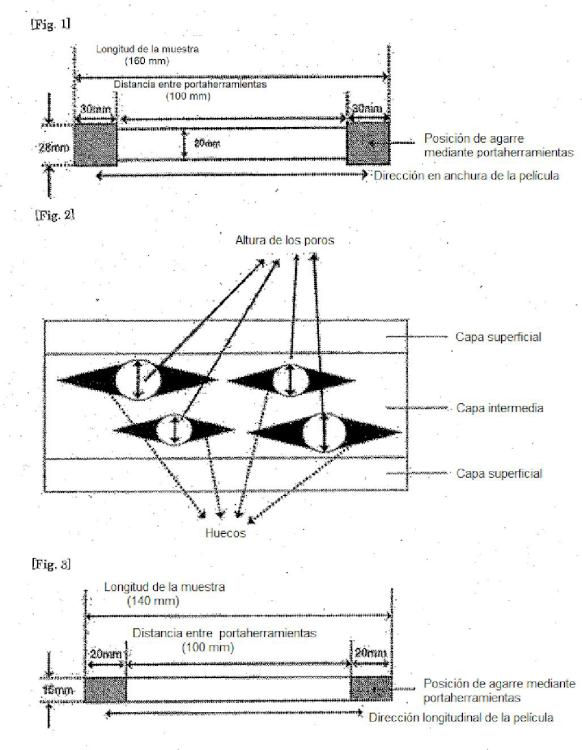
(4) el índice de rotura inicial, que es el número de roturas que se producen en el momento de una tracción del 5%, medido al repetir 10 veces un ensayo de tracción en la dirección longitudinal al tiempo que se establece una distancia entre portaherramientas de 100 mm y utilizando un dispositivo de ensayo de la tracción después de envejecer en una atmósfera de 30 ºC y una HR de 85% durante 672 horas es 4 veces o menor.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2010/060022.
Solicitante: TOYOBO CO., LTD..
Nacionalidad solicitante: Japón.
Dirección: 2-8, Dojima Hama 2-chome, Kita-ku Osaka-shi, Osaka 530-8230 JAPON.
Inventor/es: HARUTA,Masayuki, MUKOYAMA,Yukinobu, YAMAMOTO,Shigetomo, IWASAKI,MASAKAZU.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C47/08
- B29C55/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 55/00 Conformación por estirado, p. ej. estirado a través de una matriz; Aparatos a este efecto (B29C 61/08 tiene prioridad). › sucesivamente.
- B29C61/06 B29C […] › B29C 61/00 Conformación por liberación de tensiones internas; Fabricación de preformas que tienen tensiones internas; Aparatos a este efecto (para la conformación de superficies B29C 59/18; para revestimiento de artículos B29C 63/38; para unir partes preformadas B29C 65/66). › Fabricación de preformas que tienen tensiones internas, p. ej. memoria plástica.
- B29K105/02 B29 […] › B29K SISTEMA DE INDEXACION ASOCIADO A LAS SUBCLASES B29B, B29C O B29D, RELATIVO A LAS MATERIAS A MOLDEAR O MATERIALES DE REFUERZO, CARGAS O PREFORMADAS, p. ej. INSERCIONES. › B29K 105/00 Presentación, forma o estado de la materia moldeada. › termocontraíble.
- B29K67/00 B29K […] › Uso de poliésteres como material de moldeo.
- B29L7/00 B29 […] › B29L SISTEMA DE INDEXACION ASOCIADO A LA SUBCLASE B29C, RELATIVO A OBJETOS PARTICULARES. › Objetos planos, p. ej. películas u hojas (B29L 24/00 tiene prioridad).
- B32B27/36 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › teniendo poliésteres.
PDF original: ES-2523440_T3.pdf
Fragmento de la descripción:
Película de poliéster termorretráctil porosa y procedimiento para su producción.
Campo técnico La presente invención se refiere a una película de poliéster termorretráctil porosa, particularmente a una película de poliéster termorretráctil adecuada para etiquetas. Más en detalle, la invención se refiere a una película de poliéster 5 termorretráctil porosa para etiquetas de botellas de PET, que es fácil de desprender a lo largo de las perforaciones como una etiqueta cuando la etiqueta se despega de una botella de PET, es fácil de ser separada por el agua cuando la etiqueta se despega de una botella de PET, apenas causa problemas en el procesamiento de impresión atribuido a una resistencia mecánica insuficiente en la dirección de flujo de un aparato de formación de la película (la dirección ortogonal a la dirección principal de retracción, que es la dirección longitudinal de la película) , y tiene 10 excelentes propiedades de acabado por contracción.
Técnica de antecedentes Como película termorretráctil, en particular una película termorretráctil para una etiqueta en una parte del cuerpo de la botella, se utilizan principalmente películas que incluyen poli (cloruro de vinilo) , poliestireno, o similares. Sin embargo, con respecto al poli (cloruro de vinilo) , en estos años, la generación de gas cloro en el momento de la 15 incineración para la eliminación se convierte en un problema, y con respecto a poliestireno, existe un problema de que la impresión es difícil, y han llamado la atención películas de poliéster termorretráctil casi exentas de estos problemas. Sin embargo, con respecto a la película de poliéster termorretráctil convencional, ya que casi ningún estiramiento se lleva a cabo en la dirección longitudinal, ortogonal a la dirección principal de contracción, en el caso en el que se contraiga y se recubra en una botella de PET o similar como una etiqueta, existe el defecto de que una 20 etiqueta no se puede desprender bien a lo largo de las perforaciones (en otras palabras, la mala propiedad de desprendimiento por las perforaciones) . Además, una película de poliéster tiene una densidad relativa de aproximadamente 1, 4 y existe el problema de que la película es difícil de ser separada de una botella mediante separación por gravedad en el agua cuando la película se utiliza como una etiqueta.
Por lo tanto, se ha investigado una película de poliéster termorretráctil porosa con el fin de mejorar la propiedad de 25 desprendimiento por las perforaciones de la película de poliéster termorretráctil y también para ajustar la densidad relativa de la película de poliéster termorretráctil a menos de 1, 00. Se propone un método en el que una resina termoplástica incompatible se mezcla en la materia prima principal de la película de poliéster termorretráctil (Documento de Patente 1) .
Documento de Patente 1: Publicación de Patente Japonesa No Examinada Nº 2002-366312 30
El documento EP 1340609 A2 describe una película de poliéster termorretráctil que comprende una capa que tiene poros.
Compendio de la invención Problemas a resolver por la invención De acuerdo con el método en el que una resina termoplástica incompatible con poliéster se mezcla en la materia 35 prima principal de la película de poliéster termorretráctil según se describe en el Documento de Patente 1, una película de poliéster termorretráctil porosa se puede producir mezclando una resina termoplástica incompatible con poliéster en la materia prima principal y la densidad relativa se puede ajustar a menos de 1, 00 mediante el aumento de la relación de la resina termoplástica incompatible con poliéster.
Sin embargo, en el caso de un estiramiento uniaxial en la dirección en anchura, que es un método común para la 40 producción de una película de poliéster termorretráctil, el estiramiento uniaxial tiene que ser realizado a una relación de estirado tan alta como para formar poros suficientes para ajustar la densidad relativa específica a menos de 1, 00, y aunque el contenido en poros en la película llega a ser elevado, se reduce la resistencia mecánica de la película en la dirección de flujo de un aparato de formación de la película (dirección longitudinal de la película) y resulta la aparición del problema de que la película no puede soportar la fuerza de tracción aplicada a la película en 45 la dirección de flujo de un aparato de formación de la película en el momento de proceso de impresión, y en algunos casos se puede generar una rotura o similar. Además, la productividad es limitada en el caso del estiramiento uniaxial en la dirección en anchura y no es posible una producción eficiente de una película de poliéster termorretráctil.
De acuerdo con el método en el que una resina termoplástica incompatibles se mezcla en la materia prima principal 50 de la película de poliéster termorretráctil tal como el Documento de Patente 1, aunque la propiedad de desprendimiento por las perforaciones de la película de poliéster termorretráctil se mejora en cierta medida si una pequeña cantidad de la resina termoplástica incompatible se añade en la materia prima principal de la película de poliéster termorretráctil, no se puede decir necesariamente que se obtenga una película de poliéster termorretráctil con la suficiente propiedad de desprendimiento por las perforaciones por el estiramiento uniaxial en la dirección en anchura, lo cual es un método común para la producción de una película de poliéster termorretráctil. Por otro lado, se puede suponer añadir en gran cantidad la resina termoplástica incompatible en la materia prima principal de la 5 película de poliéster termorretráctil; sin embargo, aunque la propiedad de desprendimiento por las perforaciones de la película de poliéster termorretráctil se mejora, la película se vuelve deficiente en el uso práctico debido a la considerable disminución de la resistencia mecánica en una capa porosa.
Además, la película obtenida tiene meramente una capa porosa en la que una resina termoplástica incompatible con una resina de poliéster se mezcla en la materia prima principal de la película de poliéster termorretráctil con el 10 fin de mejorar la propiedad de desprendimiento por las perforaciones y, por lo tanto, también existe el problema de que es difícil obtener suficiente resistencia en el momento de adhesivo disolvente de las películas entre sí cuando la película se utiliza como una etiqueta de una botella de PET o similar.
Un objeto de la invención es resolver los problemas que tiene la película de poliéster termorretráctil porosa convencional, y proporcionar una película de poliéster termorretráctil porosa con una productividad mejorada, que 15 tenga una densidad relativa específica menor que la del agua y que apenas cause problemas en el procesamiento de la impresión atribuidos a una insuficiente resistencia mecánica en la dirección longitudinal. Además, otro objeto de la invención es proporcionar una película de poliéster termorretráctil porosa con una buena propiedad de desprendimiento por las perforaciones y resistencia mecánica, y también una buena resistencia adhesiva a los disolventes de las películas entre sí en el momento de la producción de una etiqueta. 20
Soluciones a los problemas Los autores de la invención han hecho un estudio profundo para resolver los problemas mencionados anteriormente y, como resultado, finalmente han completado la invención. Es decir, la invención está configurada de la siguiente manera.
1. Una película de poliéster termorretráctil porosa que comprende al menos dos capas, de las cuales al menos una 25 capa es una capa de resina de poliéster que contiene una resina de poliolefina cíclica y porosa, satisfaciendo la película de poliéster termorretráctil porosa los siguientes requisitos (1) a (4) :
(1) la termocontracción en la dirección principal de contracción es 40% o más y 80% o menos cuando se trata en agua caliente a una temperatura de tratamiento de 90 º C durante un tiempo de tratamiento de 10 segundos;
(2) la termocontracción en la dirección ortogonal a la dirección principal de contracción es 2% o más y 4% o menos 30 cuando se está tratando en agua caliente a una temperatura de tratamiento de 80 º C durante un tiempo de tratamiento de 10 segundos;
(3) la densidad relativa es inferior a 1, 00; y (4) el índice de rotura inicial, que es el número de roturas que se produjo en el momento de 5% de tracción, medido mediante la repetición de un ensayo de tracción 10 veces en la dirección longitudinal al tiempo que se establece 35 una distancia entre portaherramientas de 100 mm, y usando un medidor de tracción después del envejecimiento en... [Seguir leyendo]
Reivindicaciones:
1. Una película de poliéster termorretráctil porosa que comprende al menos dos capas, de las cuales al menos una capa es una capa de resina de poliéster que contiene una resina de poliolefina cíclica y que tiene poros, satisfaciendo la película de poliéster termorretráctil porosa los siguientes requisitos (1) a (4) :
(1) la contracción térmica en la dirección de contracción principal es 40% o mayor y 80% o menor cuando es tratada 5 en agua caliente a una temperatura de tratamiento de 90 º C durante un tiempo de tratamiento de 10 segundos;
(2) la contracción térmica en la dirección ortogonal a la dirección de contracción principal es 2% o mayor y 4% o menor cuando es tratada en agua caliente a una temperatura de tratamiento de 80 º C durante un tiempo de tratamiento de 10 segundos;
(3) la densidad relativa específica es menor que 1, 00; y 10
(4) el índice de rotura inicial, que es el número de roturas que se producen en el momento de una tracción del 5%, medido al repetir 10 veces un ensayo de tracción en la dirección longitudinal al tiempo que se establece una distancia entre portaherramientas de 100 mm y utilizando un dispositivo de ensayo de la tracción después de envejecer en una atmósfera de 30 º C y una HR de 85% durante 672 horas es 4 veces o menor.
2. Una película de poliéster termorretráctil porosa que comprende al menos dos capas, de las cuales una capa es 15 una capa de resina de poliéster que contiene una resina de poliolefina cíclica y que tiene poros, y una capa que no tiene poros estratificada sobre la capa porosa, satisfaciendo la película de poliéster termorretráctil porosa los siguientes requisitos (1) a (3) , (5) y (6) :
(1) la contracción térmica en la dirección de contracción principal es 40% o mayor y 80% o menor cuando es tratada en agua caliente a una temperatura de tratamiento de 90 º C durante un tiempo de tratamiento de 10 segundos; 20
(2) la contracción térmica en la dirección ortogonal a la dirección de contracción principal es 2% o mayor y 4% o menor cuando es tratada en agua caliente a una temperatura de tratamiento de 80 º C durante un tiempo de tratamiento de 10 segundos;
(3) la densidad relativa específica es menor que 1, 00;
(5) la resistencia a la propagación por desgarre en la dirección ortogonal en la dirección de contracción principal 25 después de un 10% de contracción en la dirección de contracción principal es 100 mN o mayor y 500 mN o menor y/o la resistencia al desgarre en ángulo recto es 100 mN o mayor y 300 mN o menor; y (6) la resistencia adhesiva a los disolventes es 4N/15 mm de anchura o mayor y 10N/15 mm de anchura o menor.
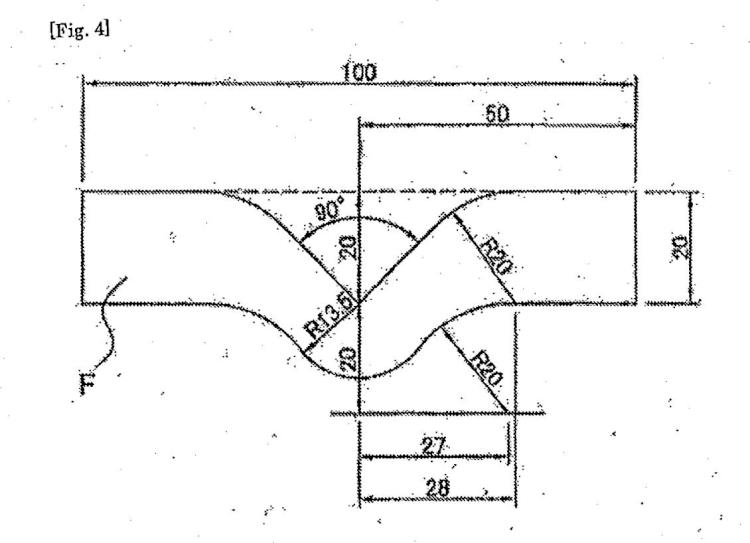
3. La película de poliéster termorretráctil porosa de acuerdo con la reivindicación 1 ó 2, en donde el valor medio de la altura de los poros en un corte en sección transversal en la dirección en anchura en una posición arbitraria es 2, 0 30 μm o mayor.
4. La película de poliéster termorretráctil porosa de acuerdo con la reivindicación 1 ó 2, en donde el valor máximo del esfuerzo de contracción térmica en aire caliente a 90 º C es 10 MPa o menor.
5. La película de poliéster termorretráctil porosa de acuerdo con la reivindicación 1 ó 2, en donde un contenido de la resina de poliolefina cíclica como un componente esencial es 5 a 20% en masa en el peso total de la película y un 35 contenido total de resinas incompatibles con una resina de poliéster es 10 a 20% en masa en el peso total de la película.
6. La película de poliéster termorretráctil porosa de acuerdo con la reivindicación 1 ó 2, en donde la película tiene al menos una capa de una capa con contenido en óxido de titanio.
7. La película de poliéster termorretráctil porosa de acuerdo con la reivindicación 1, en donde la resistencia 40 adhesiva a los disolventes es 4N/15 mm de anchura o mayor y 10N/15 mm de anchura o menor.
8. Un procedimiento para producir una película de poliéster termorretráctil porosa que comprende al menos dos capas, de las cuales al menos una capa es una capa de resina de poliéster que contiene una resina de poliolefina cíclica y que tiene poros, comprendiendo el procedimiento las siguientes etapas (a) a (e) :
(a) una etapa de estiramiento longitudinal de estirar una película no estirada a una temperatura de 75 º C o mayor y 45 de 100 º C o menor 1, 1 veces o más y 1, 8 veces o menos en la dirección longitudinal;
(b) una etapa de tratamiento térmico intermedio de tratar térmicamente la película después del estiramiento longitudinal a una temperatura de 110 º C o mayor y de 150 º C o menor durante 5 segundos o más y durante 30
segundos o menos en el estado de sostener los dos extremos en la dirección en anchura mediante clips en una rama tensora;
(c) una etapa de enfriamiento positivo de enfriar positivamente la película después del tratamiento térmico intermedio hasta que la temperatura de la superficie se convierte en una temperatura de 70 º C o mayor y de 90 º C o menor; 5
(d) una etapa de estiramiento transversal de estirar la película después del enfriamiento positivo a una temperatura de 65 º C o mayor y de 85 º C o menor 3, 5 veces o más y 5, 0 veces o menos en la dirección en anchura; y (e) una etapa de tratamiento térmico final de tratar térmicamente la película después del estiramiento transversal a una temperatura de 80 º C o mayor y de 100 º C o menor durante 5 segundos o más y durante 30 segundos o menos en un estado de sostener los dos extremos en la dirección en anchura mediante clips en una rama tensora. 10
9. El procedimiento para producir una película de poliéster termorretráctil porosa de acuerdo con la reivindicación 8, que comprende, además, la siguiente etapa (f) :
(f) una etapa de extrusión de descargar una resina fundida bajo condiciones de que una velocidad de cizalla de un flujo polímero en boquillas en el momento de obtener la película no estirada es 100 s-1 o mayor y una relación de estiramiento es 12 o mayor. 15
Patentes similares o relacionadas:
 Procedimiento de fabricación de un material fibroso impregnado con polímero termoplástico, del 29 de Julio de 2020, de ARKEMA FRANCE: Procedimiento de fabricación de un material fibroso impregnado que comprende un material fibroso en fibras continuas y al menos una matriz de polímero termoplástico, estando dicho […]
Procedimiento de fabricación de un material fibroso impregnado con polímero termoplástico, del 29 de Julio de 2020, de ARKEMA FRANCE: Procedimiento de fabricación de un material fibroso impregnado que comprende un material fibroso en fibras continuas y al menos una matriz de polímero termoplástico, estando dicho […]
Tejidos y fibras médicos de polihidroxialcanoato, del 22 de Julio de 2020, de TEPHA, INC.: Una malla quirúrgica, material de sutura, dispositivo de ligamento sintético, dispositivo de tendón sintético o andamiaje que comprenden una fibra absorbible con retención […]
Procedimiento de realización de un objeto multicapa y objeto así obtenido, del 15 de Julio de 2020, de AISAPACK HOLDING SA: Procedimiento de fabricación de un objeto multicapa de resina sintética mediante moldeo por compresión de una dosis de resina fundida multicapa que […]
Procedimiento de fabricación de un material fibroso impregnado con polímero termoplástico, del 1 de Julio de 2020, de ARKEMA FRANCE: Procedimiento de fabricación de un material fibroso impregnado que comprende un material fibroso en fibras continuas y al menos una matriz de polímero termoplástico, […]
Recipiente con bolsa interior, del 1 de Julio de 2020, de GAPLAST GMBH: Recipiente, que consiste en un recipiente exterior sustancialmente rígido y una bolsa interior ligeramente deformable, en el que el recipiente exterior y la bolsa interior consisten […]
Procedimiento de fabricación de un material fibroso impregnado con polímero termoplástico, del 24 de Junio de 2020, de ARKEMA FRANCE: Procedimiento de fabricación de un material fibroso impregnado que comprende un material fibroso en fibras continuas y al menos una matriz de polímero termoplástico, caracterizado […]
Método de tratamiento de objetos residuales, del 17 de Junio de 2020, de LONGWORTH ENGINEERING LTD.: Un método de recuperación de fibras de carbono por medio de deslaminado de un artículo de composite de fibras de carbono residuales discretas formado […]
Composiciones pulverulentas de materiales sintéticos termoplásticos y uso de las composiciones, del 3 de Junio de 2020, de AM POLYMERS GmbH: Composiciones pulverulentas para uso en la fabricación de cuerpos moldeados tridimensionales en una producción por capas, donde la composición contiene al menos […]