PELÍCULA MULTICAPA Y MATERIAL FLOCADO QUE COMPRENDE DICHA PELÍCULA.
Una película multicapa (1), que comprende: - al menos una capa (11) de material termoadhesivo;
- una capa (12) de un primer adhesivo; - una capa (14) de un segundo adhesivo, y - una capa (15) de flocado, caracterizada porque entre la mencionada capa (12) de un primer adhesivo y la mencionada capa (14) de un segundo adhesivo, se proporciona una capa (13) de un polímero de policondensación de termoplástico, seleccionada a partir del grupo que comprende una poliamida, poliéster y poliuretano, en donde el mencionado polimero termoplástico tiene un punto de fusión de al menos 200 ºC
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2007/000039.
Solicitante: DIMONTONATE FLOCCATI S.P.A.
Nacionalidad solicitante: Italia.
Dirección: VIA DANTE 40, 21020 MONTONATE DI MORNAGO VA.
Inventor/es: CAPELLINI,CIRO, ROSA,FEDERICO.
Fecha de Publicación: .
Fecha Concesión Europea: 14 de Julio de 2010.
Clasificación Internacional de Patentes:
- B29C45/14F5
- B29C45/14Q4
- B32B27/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › de una resina sintética de una clase diferente.
- B32B7/12 B32B […] › B32B 7/00 Productos estratificados caracterizados por la relación entre las capas; Productos estratificados caracterizados por la orientación relativa de elementos característicos entre capas, es decir, productos que comprenden capas que tienen propiedades físicas, químicas o fisicoquímicas diferentes; productos estratificados caracterizados por la unión entre capas. › interponiendo adhesivos o materiales con propiedades adhesivas.
- B60J10/00C2
- B60J10/00C3
Clasificación PCT:
- B29C45/14 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B32B27/08 B32B 27/00 […] › de una resina sintética de una clase diferente.
- B32B7/12 B32B 7/00 […] › interponiendo adhesivos o materiales con propiedades adhesivas.
- B60J10/00 B […] › B60 VEHICULOS EN GENERAL. › B60J VENTANAS, PARABRISAS, TECHOS AMOVIBLES, PUERTAS O DISPOSITIVOS SIMILARES PARA VEHICULOS; CUBIERTAS PROTECTORAS EXTERNAS AMOVIBLES ESPECIALMENTE ADAPTADAS A VEHICULOS (fijación, suspensión, cierre o apertura de esos dispositivos E05). › Disposiciones para la estanqueidad.
Fragmento de la descripción:
La presente invención está relacionada con la película multicapa flocada con aptitud mejorada para el moldeo. En particular, la invención está relacionada con un proceso para fabricar materiales flocados, y en particular para obtener perfiles lineales cerrados para su utilización en aplicaciones de automovilismo.
De acuerdo con la presente invención, mediante el término de “material flocado” se quiere significar un material compuesto que tenga al menos una capa de flocado en al menos una superficie exterior.
Mediante el término “perfil” se quiere significar un material flocado que tenga una forma en particular, la cual pueda actuar como una junta, un canal de ventana y/o un rascador de ventanas en las aplicaciones de automovilismo.
Es conocido a través de la patente europea número EP-1072712 del mismo solicitante, que una película multicapa que comprende una o más capas de material termoadhesivo, con una capa de imprimador, una capa de adhesivo y una capa de flocado, puede coextruirse o acoplarse con un material elastomérico, preferiblemente una goma termoplástico, para formar un perfil de rascado de ventana para las ventanas del vehículo. El problema técnico afrontado mediante dicha aplicación anterior ha sido el poder conseguir unos valores de adhesión del flocado muy altos, en donde se requiere que el perfil soporte el desgaste y el roce provocados por el cristal de la ventana en el movimiento de deslizamiento.
De acuerdo con la técnica anterior según se ha descrito en la aplicación anterior, la adhesión de la película multicapa a la goma sobre el lado opuesto al lado flocado, está garantizada por el uso de una capa de imprimación que incrementa la humectación de la capa del material termoadhesivo, incrementando por tanto el anclaje a la goma termoplástica. Dicha adhesión tiene lugar en general a las temperaturas de aproximadamente 80ºC a 185ºC en los procesos del acoplamiento subsiguiente de la película multicapa y la goma.
De hecho, el documento EPA 1445137 expone un perfil de junta de sellado para un vehículo a motor, que comprende una capa de material termoadhesivo, una capa de copolímero seleccionado de una poliamida, poliéster y poliuretano de una capa adhesiva y un material flocado, en donde la capa termoadhesiva está unida a un substrato de elastómero termoplástico después de la extrusión.
En consecuencia, de acuerdo con la técnica anterior, los perfiles finales diseñados para su uso como marco de las ventanas del vehículo se cortan en general según las longitudes requeridas, y subsiguientemente unidos en sus extremos, para obtener un perfil que tenga una longitud adecuada para el perímetro de las ventanas del vehículo.
Se ha observado que el área de unión de los dos extremos del perfil, que usualmente se obtiene por soldadura, da lugar a la falta de material flocado. De hecho, las temperaturas involucradas en la mencionada unión, las cuales son del orden de 200-220ºC, provocan el asentamiento y el embebido del flocado en la capa adhesiva subyacente, y por tanto el perfil final en el área de unión da lugar a la falta de flocado.
Alternativamente en la técnica anterior, la unión de los dos extremos de un perfil se lleva a cabo mediante la colocación de los mencionados extremos en un molde, e inyectando en el mismo goma termoplástico, como material de conexión. Incluso de esta forma, la falta en el área de flocado de la superficie del perfil cerrado final se proporciona en la forma correspondiente a la goma termoplástica de unión.
Tanto en el caso de unión por soldadura como en el caso de unión por los medios de goma termoplástico inyectada, el área con falta de flocado, además de ser estéticamente no deseable, no se desea principalmente desde un punto de vista técnico, teniendo el flocado una función específica al entrar en contacto con una ventana deslizante.
La técnica anterior remedia este problema mediante la dispersión manual de una capa adhesiva sobre el área mencionada anteriormente del perfil cerrado, y esparciendo otra vez manualmente el flocado.
Los inconvenientes relacionados para dicha práctica son evidentemente la deficiente propiedad de reproducción asociada en forma íntima con el procesamiento manual, además de incrementar los tiempos de producción del perfil final, estando debido el incremento a los tiempos requeridos para el acabado del perfil. Además de ello, las etapas de acabado requieren la inclusión necesaria de un operador, el cual contacte con los materiales, tales como los adhesivos, cuyos vapores se consideran como capaces de provocar problemas de salud.
En consecuencia, surge el problema de fabricar materiales, en particular perfiles, los cuales estén flocado uniformemente, sin importar su forma y geometría, mientras que mantienen unos altos rendimientos en los términos de adhesión del flocado y la flexibilidad del material flocado terminado.
En consecuencia, un objeto de la presente invención es proporcionar tales materiales flocados uniformemente, que tengan unos altos rendimientos técnicos.
Además de ello, un objeto de la invención es proporcionar un proceso para fabricar tales materiales flocados, los cuales tengan un bajo impacto sobre los operadores de la mencionada área de trabajo.
Los objetos anteriores se han conseguido por un proceso según lo definido en la reivindicación 24, la cual utiliza una película multicapa flocada según lo definido en la reivindicación 1. Las ventajas adicionales y las realizaciones preferidas de la invención se exponen en las reivindicaciones dependientes.
La película multicapa de la presente invención comprende al menos una capa de material termoadhesivo, una capa de un primer adhesivo, una capa de un segundo adhesivo y una capa de flocado, que se proporciona además entre los dos adhesivos una capa de polímero de policondensación termoplástico seleccionado a partir del grupo que comprende poliamida, poliéster y poliuretano, en donde el mencionado polímero termoplástico tiene un punto de fusión de al menos 200ºC.
Las características y ventajas adicionales de la invención se desprenden de la siguiente descripción detallada expuesta con referencia a los ejemplos ilustrativos y no limitantes de como realizar la invención, y con referencia a las figuras adjuntas en donde:
• la figura 1 es una vista en sección de una película multicapa de acuerdo con la invención;
• la figura 2 es una vista en sección de un perfil de acuerdo con la invención, que comprende la película multicapa de la figura 1;
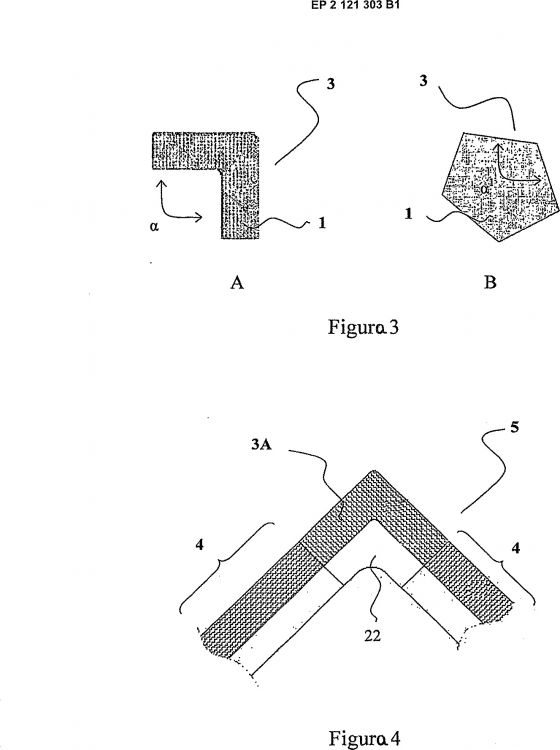
• la figura 3 es un corte de la película multicapa de la figura 1;
• la figura 4 es una vista superior del área de unión del perfil esencialmente lineal cerrado de acuerdo con la invención, que comprende el corte de la figura 3;
• la figura 5 es una vista superior de un molde para fabricar el perfil cerrado esencialmente lineal de la figura 3.
En consecuencia, con referencia a la figura 1, la invención está relacionada con una película 1 multicapa, que comprende:
• al menos una capa 11 de material termoadhesivo,
• una capa 12 de un primer adhesivo;
• una capa 14 de un segundo adhesivo y
• una capa 15 de flocado,
caracterizada porque entre la mencionada capa 12 del primer adhesivo y la mencionada capa 14 del segundo adhesivo, se proporciona una capa 13 de un polímero de policondensación termoplástico, seleccionado del grupo que comprende la poliamida, poliéster, y poliuretano, en donde el mencionado polímero termoplástico tiene un punto de fusión de al menos 200ºC.
Preferiblemente, la mencionada capa 13 de polímero de policondensación termoplástico está hecha de poliamida. Más preferiblemente, la mencionada poliamida es nylon 6.
Preferiblemente, la mencionada capa 13 de polímero de policondensación termoplástica tiene un grosor de al menos 10 ºm; más preferiblemente el mencionado grosor es de aproximadamente 20 ºm.
Mediante el término de “al menos una capa 11 de material termoadhesivo”, se quiere significar una o más capas idénticas o diferentes de material termoadhesivo flexible. Preferiblemente, para cada capa, el mencionado material termoadhesivo se selecciona a partir del grupo que comprende el polipropileno termoadhesivo, polietileno, copolímeros de polipropileno, copolímeros de polietileno, copolímeros de etileno-propileno, poliuretano, poliésteres o mezclas de...
Reivindicaciones:
1. Una película multicapa (1), que comprende:
• al menos una capa (11) de material termoadhesivo;
• una capa (12) de un primer adhesivo;
• una capa (14) de un segundo adhesivo, y
• una capa (15) de flocado,
caracterizada porque entre la mencionada capa (12) de un primer adhesivo y la mencionada capa (14) de un segundo adhesivo, se proporciona una capa (13) de un polímero de policondensación de termoplástico, seleccionada a partir del grupo que comprende una poliamida, poliéster y poliuretano, en donde el mencionado polimero termoplástico tiene un punto de fusión de al menos 200ºC.
2. La película (1) de acuerdo con la reivindicación 1, en donde el mencionado polimero de policondensación termoplástico es la poliamida.
3. La película (1) de acuerdo con la reivindicación 1 ó 2, en donde el grosor de la capa (13) del polimero de policondensación termoplástico es al menos de 10 ºm.
4. La película (1) de acuerdo con cualquiera de las reivindicaciones 1-3, en donde el valor de adhesión de la capa (15) del flocado con la capa (14) de un segundo adhesivo es al menos de 15 N/cm.
5. La película (1) de acuerdo con cualquiera de las reivindicaciones 1-4, en donde la mencionada capa (12) del primer adhesivo se selecciona a partir del grupo que comprende un adhesivo de poliolefina, un adhesivo de poliuretano.
6. La película (1) de acuerdo con cualquiera de las reivindicaciones 1-5, en donde la capa (15) del flocado está hecha de poliéster o poliamida.
7. La película (1) de acuerdo con cualquiera de las reivindicaciones 1-6, en donde la mencionada capa (11) de material termoplástico está hecha de un material termoadhesivo seleccionado a partir del grupo que comprende polipropileno,
polietileno, copolímeros de polipropileno, copolímeros de polietileno, copolímeros de etileno-propileno, poliuretano, poliéster y mezclas de los mismos.
8. La película (1) de acuerdo con cualquiera de las reivindicaciones 1-7, en donde la película (1) multicapa comprende una única capa (11) de material termoadhesivo.
9. La película (1) de acuerdo con cualquiera de las reivindicaciones 1-8, en donde la capa multicapa (1) es de forma de banda.
10. Un corte (3, 3A, 3B) de la película (1) multicapa de acuerdo con cualquiera de las reivindicaciones 1-9.
11. El corte (3, 3A, 3B) de acuerdo con la reivindicación 10, en donde el mencionado corte (3, 3A, 3B) es de forma en “v” o bien pentagonal o triangular o cuadrangular.
12. El corte (3, 3A) de acuerdo con la reivindicación 1, en donde el mencionado corte (3, 3A) es de forma en “v”, en donde el ángulo º de la parte superior de la mencionada “v” está en el rango de 70º a 140º, preferiblemente 90º.
13. El corte (3, 3B) de acuerdo con la reivindicación 11, en donde el mencionado corte (3, 3B) tiene una forma pentagonal, en donde el ángulo del mencionado pentágono se denomina como º1 que se encuentra en el rango de 70º a 140º, preferiblemente 90º.
14. Un material flocado (2) que comprende una capa (22) de elastómero termoplástico al menos parcialmente revestido con al menos una película (1) multicapa, de acuerdo con cualquiera de las reivindicaciones 1-9.
15. El material flocado (2) de acuerdo con la reivindicación 14, en donde la mencionada capa (22) del elastómero termoplástico está hecha con un material elastomérico termoplástico seleccionado a partir del grupo que comprende una matriz de poliolefinas en donde la fase del monómero (EPDM) de etileno-propileno-dieno elastomerico curado dinámicamente está dispersada, un elastómero termoplástico del
bloque de estireno-butadieno-estireno (SBS), un copolímero de estirenoetileno/butileno-estireno (SEBS), un copolímero basado en el SEBS, y poliolefinas.
16. Un perfil lineal abierto (4) el cual está hecho con un material flocado (2) según cualquiera de las reivindicaciones 14 y 15.
17. Un perfil (5) lineal cerrado, el cual está hecho con un material flocado (2) de acuerdo con cualquiera de las reivindicaciones 14 ó 15.
18. Un proceso para fabricar una película (1) multicapa de acuerdo con cualquiera de las reivindicaciones 1-13, que comprende las etapas de:
(a) coextruir al menos una capa (11) de material termoadhesivo, una capa (12) de un primer adhesivo y una capa (13) de un polímero de condensación termoplástico seleccionado a partir del grupo que comprende poliamida, poliester y poliuretano, en donde el mencionado polímero de condensación termoplástico tiene un punto de fusión de al menos 200ºC;
(b) someter la capa (13) del polímero de condensacion termoplástico así coextruído al tratamiento de activación superficial;
(c) revestir el polímero de condensación termoplástico activado en la etapa b) con una capa (14) de un segundo adhesivo;
(d) revestir la mencionada capa (14) de un segundo adhesivo con una capa
(15) de flocado;
(e) calentar la película obtenida de la etapa (d) a las temperaturas de 70 a 150ºC; y
(f) enfriar la película multicapa (1) calentada en la etapa e).
19. El procedo de acuerdo con la reivindicación 18, en donde el tratamiento de activación de la superficie de la etapa b) se lleva a cabo hasta conseguir una tensión superficial de al menos 40 x 10-4 N/cm2.
20. El proceso de acuerdo con la reivindicación 19, en donde el mencionado tratamiento de activación de la superficie de la etapa b) es un tratamiento corona.
21. El proceso de acuerdo con cualquiera de las reivindicaciones 18-20, en donde la capa (14) de un segundo adhesivo de la etapa (c) es una capa hecha de un adhesivo que tiene una composición que comprende poliuretano, dimetilformamida y una aducción de disocianato de trimetilo propano/tolueno.
22. El proceso de acuerdo con cualquiera de las reivindicaciones 18-21, en donde la etapa d) se lleva a cabo mediante la aplicación de un voltaje de 35.000 a
60.000 voltios y una corriente de 0,3 a 0,5 miliamperios.
23. El proceso de acuerdo con cualquiera de las reivindicaciones 18-22, en donde la etapa e) se lleva a cabo a las temperaturas de 70 a 150ºC durante un periodo de tiempo de 5 a 15 minutos.
24. Un proceso para fabricar el material flocado (2) de acuerdo con cualquiera de las reivindicaciones 14-15, que comprende las etapas de:
(i) colocar en un molde (6) al menos una película (1) multicapa, de acuerdo con cualquiera de las reivindicaciones 1-9, de forma que la superficie flocada de la mencionada al menos película (1) quede enfrentada a la pared interior del molde (6);
(ii) inyectar un elastómero termoplástico en el molde (6) a temperaturas de 170ºC a 220ºC, de forma que el mencionado elastómero termoplástico fluya sobre la superficie de la capa (11) del material termoadhesivo de la película
(1) multicapa (1);
(iii) enfriar a la temperatura ambiente el material flocado (2) así obtenido.
25. El proceso de acuerdo con la reivindicación 24, en donde en la etapa ii), la temperatura de inyección de la etapa ii) es de 175 a 220ºC durante unas pocas décimas de segundo a una presión de 9 x 107 Pa a 4 x 107 Pa.
26. Un proceso para fabricar un perfil (4) lineal abierto de acuerdo con la reivindicación 16, que comprende las etapas de:
A) colocar al menos una película (1) multicapa que tenga una forma de una banda en un molde (6) que tenga un armazón adecuado para formar un perfil lineal, el cual sea al menos tan largo como la mencionada banda, de forma que la superficie flocada de al menos la mencionada película (1) quede enfrentado a la pared interior del molde (6); B) inyectar un elastómero termoplástico en el molde (6) a temperaturas de 170 a 220ºC, de forma que el mencionado elastómero termoplástico fluya sobre la superficie de la capa (11) del material termoadhesivo de la película
(1) multicapa de la banda; C) enfriar el perfil (4) lineal abierto así obtenido a la temperatura del ambiente.
27. Un proceso para fabricar un perfil lineal cerrado (5) de acuerdo con la reivindicación 17, que comprende las etapas de:
I) proporcionar un perfil lineal abierto (4); II) proporcionar un corte (3, 3A, 3B) de acuerdo con cualquiera de las reivindicaciones 10-13;
III) colocar el corte (3, 3A, 3B) de la etapa II) en un molde, de forma que la superficie flocada del corte mencionado quede enfrentada a la pared interior del molde (6);
IV) colocar los extremos del perfil (4) de la etapa I) dentro del mismo molde (6) de la etapa III), de forma que la superficie flocada de los mencionados extremos del perfil se enfrente a la pared interior del molde (6), y de forma que los mencionados extremos estén en intima proximidad al corte (3, 3A, 3B);
V) inyectar un elastómero termoplástico dentro del molde (6) a temperaturas de 170ºC a 220ºC, de forma que el mencionado elastómero fluya sobre la superficie de la capa (11) del material termoadhesivo del corte (3, 3A, 3B), en donde el mencionado elastómero termoplástico contacte al mismo tiempo los extremos del perfil (4) de la etapa I);
VI) enfriar el perfil lineal cerrado (5) así obtenido.
28. El proceso de acuerdo con la reivindicación 27, en donde cada extremo del perfil (4) lineal abierto se encuentra a una distancia no mayor de 0,1 mm desde el corte (3, 3A, 3B).
Patentes similares o relacionadas:
Películas multicapa y laminados y artículos que comprenden las mismas, del 29 de Julio de 2020, de Dow Global Technologies LLC: Una película de polietileno multicapa orientada biaxialmente que comprende: la Capa A que es una capa adhesiva que tiene una superficie externa superior y una superficie externa […]
 Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Material compuesto, del 22 de Julio de 2020, de GE Oil & Gas UK Limited: Un material compuesto para usar en un cuerpo de tubería flexible para transportar fluidos de producción, dicho material compuesto comprende: una primera […]
Capas de barrera sobre membranas de impermeabilización, del 22 de Julio de 2020, de SIKA TECHNOLOGY AG: Membrana de impermeabilización que comprende a) una membrana de poliolefina termoplástica que comprende al menos un polímero seleccionado de homopolímero […]
Película coextruida de multicapa para controlar la migración de grasa, del 15 de Julio de 2020, de Dow Global Technologies LLC: Una película coextruida de multicapa que comprende: al menos una capa de absorción de aceite y grasa, en la que la al menos una capa de absorción de aceite y grasa comprende […]
Película multicapa, del 15 de Julio de 2020, de TAGHLEEF INDUSTRIES SPA CON SOCIO UNICO: Una película de polipropileno orientado biaxialmente (BOPP), que tiene un espesor de entre 10 μm y 120 μm, obtenida por medio de coextrusión […]
Película retráctil, del 8 de Julio de 2020, de Taghleef Industries Inc: Una película retráctil de múltiples capas orientada que comprende una capa de núcleo y al menos una capa de cubierta, dicha capa de núcleo tiene un grosor […]
Conducto de aire comprimido flexible de varias capas, del 24 de Junio de 2020, de EMS-PATENT AG: Conducto de plástico compuesto por tres capas, una capa interior que linda con el espacio interior , una capa central que linda directamente con la capa interior […]