PALA DE AEROGENERADOR.
Pala de aerogenerador que comprende un cuerpo principal (5) que aloja en su interior un núcleo (1) al que está fijado dicho cuerpo principal (5),
en donde el núcleo (1) comprende un alma (2) de metal u otro material de características análogas, y el cuerpo principal (5) es una pieza de plástico reforzado moldeada sobre dicho alma (2).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201031306.
Solicitante: BATZ, S. COOP..
Nacionalidad solicitante: España.
Inventor/es: PALACIO ARGUELLES, JOSEBA, MARTIN FERNANDEZ,Jose Ignacio, AUSIN CALVO,Juan Carlos.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C45/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
- B29C45/14 B29C […] › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B29D99/00 B29 […] › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › Materia no prevista en otros grupos de esta subclase.
- F03D1/06 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F03 MAQUINAS O MOTORES DE LIQUIDOS; MOTORES DE VIENTO, DE RESORTES, O DE PESOS; PRODUCCION DE ENERGIA MECANICA O DE EMPUJE PROPULSIVO O POR REACCION, NO PREVISTA EN OTRO LUGAR. › F03D MOTORES DE VIENTO. › F03D 1/00 Motores de viento con el eje de rotación dispuesto sustancialmente paralelo al flujo de aire que entra al rotor (su control F03D 7/02). › Rotores.
Fragmento de la descripción:
Pala de aerogenerador
SECTOR DE LA TÉCNICA
La presente invención se relaciona con palas de aerogeneradores y su método de fabricación.
ESTADO ANTERIOR DE LA TÉCNICA
Son bien conocidos en el estado de la técnica palas de aerogenerador y sus métodos de fabricación en donde la pala tiene un núcleo formado por una ó varias piezas, y el exterior está formado por un cuerpo principal de material plástico reforzado en una ó varias piezas.
La solicitud de patente W0201 0025830 divulga una pala de aerogenerador que comprende un cuerpo principal formado por dos ó más secciones conectadas, cada una de las cuales comprende al menos una zona final de material termoplástico, siendo soldadas en su unión dichas zonas de secciones adyacentes. Las secciones son cáscaras formadas por material polímero, preferentemente resina epoxy, en su cuerpo y por material termoplástico en sus zonas finales, y están conectadas a lo largo de la pala; en su interior las secciones tienen un núcleo, que es un refuerzo longitudinal en forma de viga cuadrangular, formado por resina epoxy reforzada con fibras y que está fijado al cuerpo principal. El método para conectar las secciones adyacentes comprende la unión de las zonas finales termoplásticas, su calentamiento y fusión por diferentes procedimientos, presión para soldar la unión y enfriamiento.
EXPOSICiÓN DE LA INVENCiÓN
El objeto de la invención es el de proporcionar una pala de aerogenerador y un método de fabricación de palas de aerogenerador según se define en las reivindicaciones.
La pala de aerogenerador comprende un cuerpo principal que aloja en su interior un núcleo al que está fijado dicho cuerpo principal; el núcleo comprende un alma de metal u otro material de características análogas, y el cuerpo principal es una pieza de plástico reforzado moldeada sobre dicho alma.
Se obtiene una pala de aerogenerador formando una pieza maciza con una gran rigidez estructural. La unión entre el núcleo y el cuerpo es una unión mecánica que evita realizar soldaduras ó pegados.
Estas y otras ventajas y características de la invención se harán evidentes a la vista de las figuras y de la descripción detallada de la invención.
DESCRIPCiÓN DE LOS DIBUJOS
La Fig. 1 muestra una vista del núcleo de una realización de la pala de aerogenerador de la invención.
La Fig. 2 muestra una vista del alma del núcleo de la Fig. 1.
La Fig. 3 muestra una vista del soporte del núcleo de la Fig. 1.
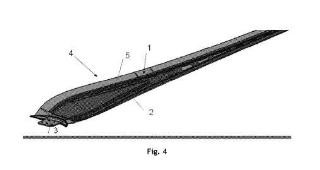
La Fig. 4 muestra una vista de una realización de la pala de aerogenerador de la invención.
La Fig. 5 muestra un corte transversal de la pala de aerogenerador con el alma del núcleo de la Fig. 4.
La Fig. 6 muestra otro corte transversal de la pala de aerogenerador con el alma y el soporte del núcleo de la Fig. 4.
La Fig. 7 muestra un corte transversal de un semimolde de un molde de inyección con el primer semicuerpo del cuerpo principal en la cavidad mostrando la unión mecánica entre cuerpo y núcleo.
La Fig. 8 muestra un molde de inyección con dos cavidades. La Fig. 9 muestra un molde de inyección de una cavidad mostrando los medios móviles.
EXPOSICiÓN DETALLADA DE LA INVENCiÓN
En las Fig. 1 a 3 se muestran las piezas que forman el núcleo 1 de la pala de aerogenerador 4 de acuerdo con una realización. En dicha realización el núcleo 1 está formado por la unión de un alma 2 y un soporte 3; el alma 2 es una pieza de metal u otro material de características análogas, preferentemente una chapa de acero estampada, que tiene un alabeo en una parte de su longitud formando una pieza en forma de plancha delgada, y dispone de una serie de embutidos y agujeros que sirven para reforzar la rigidez de la pieza y permiten el flujo del plástico reforzado entre las caras del alma 2, incrementando la presión entre alma 2 y plástico, y facilitando la unión mecánica de las piezas.
El soporte 3 es una pieza de metal u otro material de características análogas, preferentemente una chapa de acero estampada que se une, en un extremo, al alma 2 de diferentes formas alternativas, por soldado, atornillado o engatillado. El otro extremo del soporte se une al aerogenerador.
En otra realización, el alma 2 es una pieza de material plástico reforzado con fibras, preferentemente termoestable o termoplástico.
En las Fig. 4 a 6 se muestra la pala de aerogenerador 4 de acuerdo con una realización. En dicha realización la pala de aerogenerador 4 está formada por un núcleo 1 y un cuerpo principal 5; el cuerpo principal 5 es una pieza de plástico reforzado con fibras, preferentemente polipropileno reforzado con fibras de vidrio. En otra realización el material plástico del cuerpo principal 5 es termoestable ó termoplástico, reforzado con fibras, como el BMC.
Las fibras de vidrio vienen mezcladas dentro del flujo del material plástico, y se reparten junto con éste por toda la extensión del cuerpo principal 5 con diversas orientaciones. En otras realizaciones las fibras que refuerzan el material plástico que conforman el cuerpo principal 5 ó el alma 2, son fibras naturales, nano-tubos de carbono u otro tipo de nano-refuerzos.
Debido a que la pala de aerogenerador 4 es una pieza que vá a estar en la intemperie, es preciso añadir al material plástico reforzado unos aditivos para mejorar el comportamiento ante rayos ultravioletas u otros condicionantes climáticos.
El método de fabricación de la pala de aerogenerador 4, partiendo de un núcleo 1 previamente conformado, es un proceso de moldeo; este proceso de moldeo es por inyección ó por compresión, siendo la realización preferida realizada por un proceso de inyección, preferentemente por inyección de fibra larga de alta presión, conocido como IMC.
En la Fig. 7 se muestra un corte transversal de un semimolde 7 de un molde de inyección 8, con el primer semicuerpo 11 del cuerpo principal 5 obtenido con el método de fabricación de una pala de aerogenerador 4, realizado por inyección de alta presión. Este método comprende dos etapas: en la primera se posiciona el núcleo 1, previamente conformado, en una cavidad 6 de un semimolde 7 de un molde de inyección 8, con ayuda de medios manuales o automáticos; se apoya sustancialmente en una de sus caras para impedir que se deforme, y se sujeta con medios como imanes, garras ó medios similares. Una serie de agujeros 9 del núcleo 1 coinciden con unos agujeros o hundimientos del semimolde 10 donde apoya el núcleo 1; se inyecta el material plástico reforzado con fibras, previamente mezcladas con éste, sobre la cara que no está apoyada y se obtiene un primer semicuerpo 11 del cuerpo principal 5 unido al núcleo 1. En la inyección el material plástico discurre entre las caras del núcleo 1 fluyendo a través de los agujeros 9, y rellenando los agujeros ó hundimientos del semimolde superior 10, uniendo de forma mecánica el primer semicuerpo 11 y el núcleo 1 al incrementar la presión entre ellas.
En la segunda etapa se inyecta material plástico reforzado con fibras sobre la cara libre del conjunto formado por el semicuerpo 11 y el núcleo 1, obteniéndose un segundo semicuerpo 12 del cuerpo principal 5 unido al conjunto anterior, y consiguiendo así una pala de aerogenerador 4 completa. La unión entre el semicuerpo 12 y el conjunto formado por el semicuerpo 11 y el núcleo 1 se produce al sobreinyectar el material plástico reforzado en esta segunda etapa sobre el material plástico inyectado en la primera etapa, consiguiendo la soldadura de ambas.
En la Fig. 8 se muestra un molde de inyección 8 de dos cavidades, utilizado para realizar el proceso de inyección de alta presión en dos etapas, según el método de fabricación de una pala de aerogenerador 4 en una realización preferente. La primera etapa del método se realiza en la primera cavidad 6, y la segunda etapa en la segunda cavidad 13, para lo cual previamente se extrae el conjunto formado por el primer semicuerpo 11 y el núcleo 1 de la primera cavidad 6, con ayuda de medios manuales o automáticos, se dá la vuelta y se posiciona en la cavidad 13, obteniendo la pala de aerogenerador 4 completa en una inyección. Para ello en la primera inyección del proceso de fabricación se obtiene únicamente un conjunto formado...
Reivindicaciones:
1. Pala de aerogenerador que comprende un cuerpo principal (5) que aloja en su interior un núcleo (1) al que está fijado dicho cuerpo principal (5) , caracterizada porque el núcleo (1) comprende un alma (2) de metal u otro material de características análogas, y el cuerpo principal (5) es una pieza de plástico reforzado moldeada sobre dicho alma (2) .
2. Pala de aerogenerador según la reivindicación 1, en donde el cuerpo principal (5) es moldeado por inyección, preferentemente de alta presión.
3. Pala de aerogenerador según las reivindicaciones 1 ó 2, en donde el alma
(2) es una pieza en forma de plancha delgada que comprende una pluralidad de orificios (9) , estando dichos orificios rellenados por el cuerpo principal (5) .
4. Pala de aerogenerador según la reivindicación 3, en donde el cuerpo principal (5) está formado por un primer semicuerpo (11) moldeado sobre una de las caras del alma (2) y un segundo semicuerpo (12) moldeado sobre la otra cara de dicho alma (2) .
5. Pala de aerogenerador según cualquiera de las reivindicaciones 1 a 4, en donde el alma (2) es una chapa de acero estampada.
6. Pala de aerogenerador según cualquiera de las reivindicaciones 1 a 4, en donde el alma (2) es una pieza de material plástico, preferentemente termoestable o termoplástico, reforzado con fibras.
7. Pala de aerogenerador según cualquiera de las reivindicaciones anteriores, en donde el núcleo (1) comprende un soporte (3) de metal u otro material de características análogas unido al alma (2) , estando el cuerpo principal (5) moldeado parcialmente sobre dicho soporte (3) .
8. Pala de aerogenerador según la reivindicación 7, en donde el soporte (3) está unido al alma (2) por soldado, atornillado o engatillado.
9. Pala de aerogenerador según cualquiera de las reivindicaciones anteriores, en donde el cuerpo principal (5) es una pieza de polipropileno reforzado.
10. Pala de aerogenerador según cualquiera de las reivindicaciones anteriores, en donde el cuerpo principal (5) está reforzado con fibras de vidrio, fibras naturales, nano-tubos de carbono, o nano-refuerzos de otros materiales.
11. Método de fabricación de una pala de aerogenerador (4) que comprende un cuerpo principal (5) que aloja en su interior un núcleo (1) al que está fijado dicho cuerpo principal (5) , comprendiendo el núcleo (1) un alma (2) de metal u otro material de características análogas, y siendo el cuerpo principal (5) una pieza de plástico reforzado, caracterizado porque comprende
una primera etapa en la que se coloca el núcleo (1) , previamente conformado, en una cavidad (6) de un molde (8) , se apoya sustancialmente en una de sus caras y se moldea el plástico reforzado sobre la cara libre obteniéndose un primer semicuerpo (11) del cuerpo principal (5) , y
una segunda etapa en donde el conjunto formado por el núcleo (1) Y el primer semicuerpo (11) se aloja en una cavidad (6, 13) de un molde (8) y se moldea el plástico reforzado sobre la otra cara del núcleo (1) , obteniéndose un segundo semicuerpo (12) del cuerpo principal (5) y configurándose así dicho cuerpo principal (5) .
12. Método según la reivindicación 11, en donde el alma (2) comprende una pluralidad de orificios (9) , y en la primera etapa se hace fluir el plástico a través de dichos orificios (9) .
13. Método según las reivindicaciones 11 ó 12, en donde el molde (8) es de dos cavidades (6, 13) , utilizándose una cavidad (6) para la primera etapa y la otra cavidad (13) para la segunda etapa, de tal manera que se configuran simultáneamente el primer semicuerpo (11) de una primera pala (4) y el segundo semicuerpo de una segunda pala (4) .
14. Método según las reivindicaciones 11 ó 12, en donde el molde (8) es de una cavidad (6) , utilizándose dicha cavidad (6) para las dos etapas, colocándose el núcleo (1) sobre unos medios móviles (13) en la primera etapa y retirándose dichos medios móviles (13) para la segunda etapa.
15. Método según cualquiera de las reivindicaciones 11 a 14, en donde el proceso de moldeo es por inyección, preferentemente de alta presión.
Patentes similares o relacionadas:
Métodos, composiciones y mezclas para formar artículos que tienen resistencia al resquebrajamiento por estrés ambiental mejorada, del 15 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de artículos flexibles de paredes delgadas que comprende las etapas de moldeo por inyección de una mezcla de polímeros que tiene un MFI > […]
Métodos para formar artículos que tienen resistencia al agrietamiento por tensión ambiental, del 8 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de un artículo de paredes delgadas flexible, dicho proceso comprende moldear por inyección una mezcla de (a) por lo […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Composiciones de polietileno, procesos y cierres, del 15 de Abril de 2020, de NOVA CHEMICALS (INTERNATIONAL) S.A.: Un cierre, comprendiendo dicho cierre una composición de polietileno bimodal que comprende: del 10 al 70 % en peso de un primer copolímero de etileno que tiene […]
Manija flexible con superficie parcialmente texturada, del 8 de Abril de 2020, de Eaton Intelligent Power Limited: Manija moldeada para un mango de herramienta destinada para ser agitada con fuerza y velocidad, comprendiendo: un elemento tubular formado […]
Método para fabricar un elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión usando un método de moldeo por inyección de espuma, en donde una parte de sujeción con elementos […]
Herramienta de moldeo por inyección de plástico para la fabricación de un elemento de moldeo por inyección multicomponente, del 8 de Abril de 2020, de B. BRAUN MELSUNGEN AG: Herramienta de moldeo por inyección de plástico para la fabricación de un elemento de moldeo por inyección multicomponente con un componente […]
Aditivo para prevenir la separación de fases de aditivo de perfil bajo en composiciones de poliéster termoendurecido insaturado, del 8 de Abril de 2020, de LUBRIZOL ADVANCED MATERIALS, INC.: Una composición de moldeo de resina insaturada que comprende (a) un aditivo para evitar la separación de fases; (b) un polímero polimerizado […]