Métodos y aparatos para la oxidación de residuos no quemados.
Un método de oxidar residuos no quemados en un sistema de combustión con bucle químico,
que comprende:
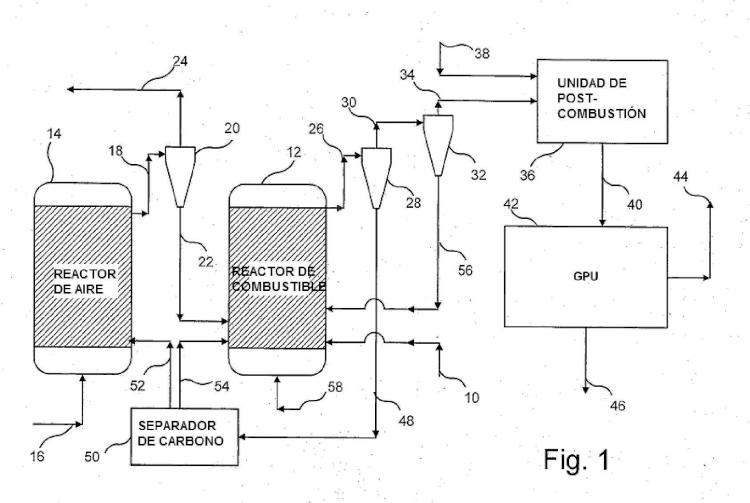
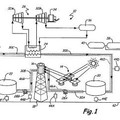
inyectar un combustible (10) en un reactor de combustible (12) de un sistema de combustión con bucle químico;
inyectar portadores de oxígeno (22) oxidados en el reactor de combustible (12);
oxidar el combustible (10) con oxígeno proporcionado por los portadores de oxígeno (22);
separar sólidos (48, 56) de una corriente de gas de combustión (26) del reactor de combustible (12);
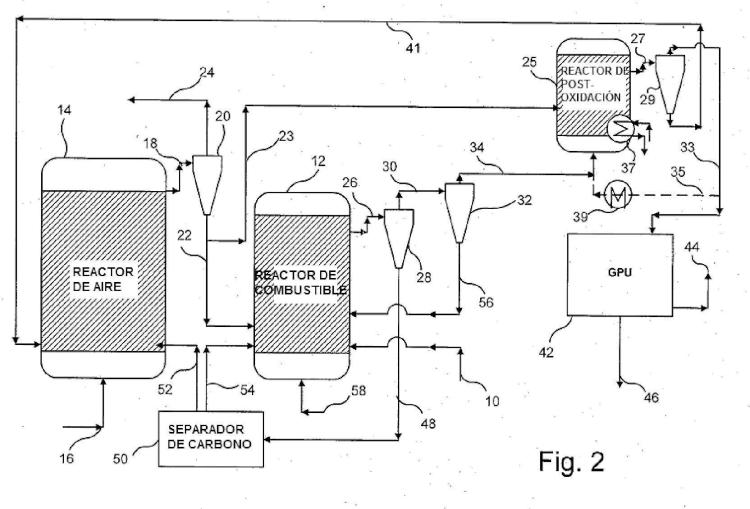
transmitir la corriente de gas de combustión (26) del reactor de combustible (12) que contiene residuos no quemados a un reactor de post-oxidación (25);
inyectar los portadores de oxígeno (22) oxidados al reactor de post-oxidación (25);
oxidar los residuos no quemados en el reactor de post-oxidación (25) con oxígeno proporcionado por los portadores de oxígeno (22);
separar los portadores de oxígeno (22) de una corriente de gas de combustión (27) del reactor de post-oxidación 25;
transmitir los portadores de oxígeno (22) reducidos a un reactor de aire (14);
oxidar los portadores de oxígeno (22) reducidos en presencia de aire (16) inyectado en el reactor de aire (14);
separar los portadores de oxígeno (22) oxidados de una corriente del gas de combustión (18) del reactor de aire (14);
transmitir al reactor de oxidación posterior (25) y al reactor de combustible (12) los portadores de oxígeno (22) oxidados, caracterizado por que:
los portadores de oxígeno (22) son partículas desacoplantes de oxígeno de bucle químico;
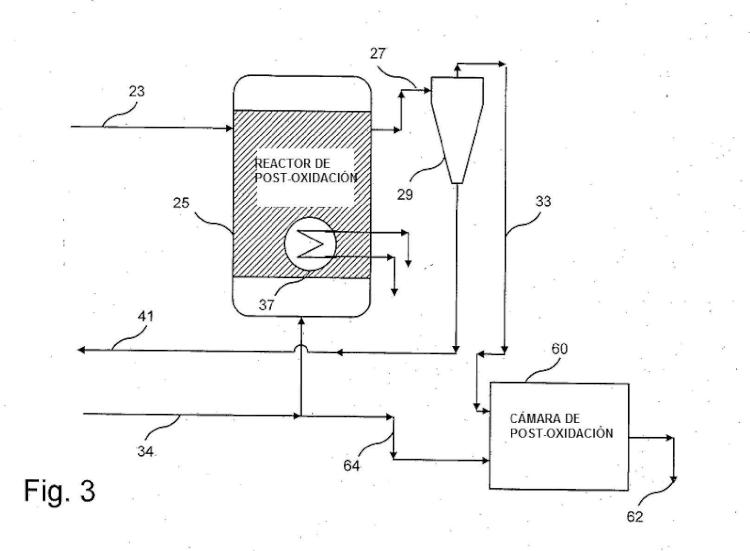
transmitir una parte (64) de la corriente del gas de combustión (26) del reactor de combustible (12) a una cámara de post-oxidación (60);
transmitir la corriente de gas de combustión (27) del reactor de post-oxidación (25) primero a la cámara de postoxidación (60);
en donde residuos no quemados presentes en la parte (64) de la corriente de gas de combustión (26) del reactor de combustible (12) transmitidos a la cámara de post-oxidación (60) son oxidados por el oxígeno presente en la corriente de gas de combustión (27) del reactor de post-oxidación (25).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12162490.
Solicitante: ALSTOM TECHNOLOGY LTD.
Nacionalidad solicitante: Suiza.
Dirección: BROWN BOVERI STRASSE 7 5400 BADEN SUIZA.
Inventor/es: BEAL, CORINNE, GRUBBSTRÖM,JÖRGEN, AJHAR,MARC.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F23C13/00 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F23 APARATOS DE COMBUSTION; PROCESOS DE COMBUSTION. › F23C PROCEDIMIENTOS O APARATOS DE COMBUSTION QUE UTILIZAN COMBUSTIBLES FLUIDOS O COMBUSTIBLES SOLIDOS SUSPENDIDOS EN AIRE (quemadores F23D). › Aparatos en los que la combustión tiene lugar en presencia de material catalítico (en un lecho fluidificado de partículas catalíticas F23C 10/01; quemadores de calor radiante que utilizan la catálisis para una combustión sin llama F23D 14/18).
- F23C99/00 F23C […] › Materia no prevista en otros grupos de esta subclase.
- F23G7/06 F23 […] › F23G HORNOS CREMATORIOS; COMBUSTION DE DESECHOS O DE COMBUSTIBLES DE BAJA CALIDAD. › F23G 7/00 Métodos o aparatos, p. ej. incineradores, especialmente adaptados para la combustión de desechos o combustibles de baja calidad particulares, p. ej. productos químicos (F23G 1/00 tiene prioridad; retretes con incineración A47K 11/02; oxidación de fangos C02F 11/06; incineración de desechos radiactivos G21F 9/00). › de gas de desecho o de gases nocivos, p. ej. de gases de escape (aparatos de escape para motores con medios para volver inocuo el escape, p. ej. por conversión térmica o catalítica, F01N 3/08; combustión de los materiales no quemados en la combustión primaria en un aparato de combustión de combustible sólido o fluido F23B, F23C).
- F23G7/07 F23G 7/00 […] › teniendo lugar la combustión en presencia de un material catalítico.
- F23L7/00 F23 […] › F23L SUMINISTRO DE AIRE O LIQUIDOS O GASES NO COMBUSTIBLES A APARATOS DE COMBUSTION EN GENERAL (altares con medios de suministro de aire o vapor F23M 3/04; desviadores o protectores con pasajes de suministro de aire F23M 9/04 ); VALVULAS O REGULADORES DE TIRO ESPECIALMENTE ADAPTADOS AL CONTROL DEL SUMINISTRO DE AIRE O EL TIRO EN APARATOS DE COMBUSTION; TIRO INDUCIDO EN APARATOS DE COMBUSTION; TAPAS PARA CHIMENEAS O RESPIRADEROS; TERMINALES PARA LOS CONDUCTORES DE HUMOS. › Alimentacion de líquidos o gases al fuego no combustibles distintos del aire, p. ej. oxígeno, vapor.
PDF original: ES-2553642_T3.pdf
Patentes similares o relacionadas:
 Aparato para proceso endotérmico con disposición mejorada de los tubos, del 26 de Junio de 2019, de L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE: Un horno para realización de un proceso endotérmico, que comprende tubos que contienen un catalizador para convertir una alimentación […]
Aparato para proceso endotérmico con disposición mejorada de los tubos, del 26 de Junio de 2019, de L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE: Un horno para realización de un proceso endotérmico, que comprende tubos que contienen un catalizador para convertir una alimentación […]
Módulo de combustión que presenta una seguridad de funcionamiento mejorada y un rendimiento térmico optimizado, del 21 de Marzo de 2018, de COMMISSARIAT A L'ENERGIE ATOMIQUE ET AUX ENERGIES ALTERNATIVES: Módulo de combustión de un combustible dado o de combustibles dados, que incluye un cuerpo que comprende una cámara de combustión , […]
Proceso y aparato para reacciones endotérmicas, del 2 de Agosto de 2017, de L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE: Un horno para realizar un proceso endotérmico, que comprende unos tubos que contienen un catalizador para convertir una alimentación gaseosa, en donde dichos […]
 Método para la combustión de un combustible fluido, así como quemador, en particular para una turbina de gas, para ejecutar el método, del 24 de Noviembre de 2015, de SIEMENS AKTIENGESELLSCHAFT: Quemador para la combustión de un combustible fluido (B), en donde la salida de combustible de un quemador catalítico (35A, 35B) se encuentra dispuesta […]
Método para la combustión de un combustible fluido, así como quemador, en particular para una turbina de gas, para ejecutar el método, del 24 de Noviembre de 2015, de SIEMENS AKTIENGESELLSCHAFT: Quemador para la combustión de un combustible fluido (B), en donde la salida de combustible de un quemador catalítico (35A, 35B) se encuentra dispuesta […]
Un dispositivo de calefacción que incluye la quema catalítica de combustible líquido, del 15 de Julio de 2015, de ZEMISSION AB: Un dispositivo de calefacción para la combustión de combustibles líquidos, comprendiendo este al menos un elemento catalítico para quemar catalíticamente […]
 Calentador catalítico con membrana, del 6 de Noviembre de 2013, de GHT GLOBAL HEATING TECHNOLOGIES GMBH: Un dispositivo generador de calor que tiene una fuente de combustible líquido , un suministro de combustible conectado a la fuente de combustible […]
Calentador catalítico con membrana, del 6 de Noviembre de 2013, de GHT GLOBAL HEATING TECHNOLOGIES GMBH: Un dispositivo generador de calor que tiene una fuente de combustible líquido , un suministro de combustible conectado a la fuente de combustible […]
 SISTEMA DE CALENTAMIENTO DE GAS CALIENTE CATALIZADO PARA TUBOS, del 15 de Marzo de 2012, de HAMILTON SUNDSTRAND CORPORATION: Un sistema de calentamiento para calentar un tubo de fluido en un sistema de proceso industrial incluye al menos un depósito de gas conectado por medio […]
SISTEMA DE CALENTAMIENTO DE GAS CALIENTE CATALIZADO PARA TUBOS, del 15 de Marzo de 2012, de HAMILTON SUNDSTRAND CORPORATION: Un sistema de calentamiento para calentar un tubo de fluido en un sistema de proceso industrial incluye al menos un depósito de gas conectado por medio […]
 SISTEMA MONOLITICO, METODO PARA INTERCAMBIO DE MASA Y/O CALOR E INSTALACION PARA EL MISMO, del 1 de Diciembre de 2007, de NORSK HYDRO ASA: Sistema monolítico para transferencia de masa y/o calor entre dos gases, comprendiendo dicho sistema una estructura monolítica multicanal y un cabezal […]
SISTEMA MONOLITICO, METODO PARA INTERCAMBIO DE MASA Y/O CALOR E INSTALACION PARA EL MISMO, del 1 de Diciembre de 2007, de NORSK HYDRO ASA: Sistema monolítico para transferencia de masa y/o calor entre dos gases, comprendiendo dicho sistema una estructura monolítica multicanal y un cabezal […]