OBTURADOR DE CUCHILLA DELGADA.
Procedimiento para la fabricación de una cuchilla obturadora (110) provista de unos bordes de corte opuestos contiguos con un extremo de penetración para un obturador quirúrgico (10),
comprendiendo las etapas siguientes:
proporcionar una pieza en bruto de la cuchilla del obturador (150);
prensar la pieza en bruto de la cuchilla (150) para formar unas superficies de intersección (152, 172) adyacentes a un lado de la pieza en bruto de la cuchilla (150); y
formar unos bordes de corte periféricos (154) adyacentes a un área de intersección de las superficies de intersección caracterizado porque los bordes de corte periféricos (154) están formados para que terminen antes de la anchura máxima de la cuchilla (110) para formar de ese modo una cuchilla obturadora (110) para la incorporación en un obturador quirúrgico (10)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07252540.
Solicitante: TYCO HEALTHCARE GROUP LP.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 150 GLOVER AVENUE,NORWALK, CONNECTICUT 06856.
Inventor/es: WENCHELL,THOMAS.
Fecha de Publicación: .
Fecha Solicitud PCT: 22 de Junio de 2007.
Fecha Concesión Europea: 5 de Mayo de 2010.
Clasificación Internacional de Patentes:
- A61B17/3211 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61B DIAGNOSTICO; CIRUGIA; IDENTIFICACION (análisis de material biológico G01N, p.ej. G01N 33/48). › A61B 17/00 Instrumentos, dispositivos o procedimientos quirúrgicos, p. ej. torniquetes (A61B 18/00 tiene prioridad; dispositivos anticonceptivos, pesarios, dispositivos para su introducción A61F 6/00; cirugía ocular A61F 9/007; cirugía otorrina A61F 11/00). › Bisturís o cuchillos quirúrgicos; Sus accesorios.
- A61B17/34G
- A61B17/34S2
- C25F3/00 QUIMICA; METALURGIA. › C25 PROCESOS ELECTROLITICOS O ELECTROFORETICOS; SUS APARATOS. › C25F PROCESOS PARA LA ELIMINACION ELECTROLITICA DE MATERIA EN OBJETOS; SUS APARATOS (tratamiento del agua, agua residual o de alcantarilla por procesos electroquímicos C02F 1/46; protección anódica o catódica C23F 13/00). › Grabado o pulido electrolítico.
Clasificación PCT:
- A61B17/00 A61B […] › Instrumentos, dispositivos o procedimientos quirúrgicos, p. ej. torniquetes (A61B 18/00 tiene prioridad; dispositivos anticonceptivos, pesarios, dispositivos para su introducción A61F 6/00; cirugía ocular A61F 9/007; cirugía otorrina A61F 11/00).
- A61B17/32 A61B 17/00 […] › Instrumentos quirúrgicos de corte (instrumentos para ligar y cortar A61B 17/125, A61B 17/138).
- A61B17/34 A61B 17/00 […] › Trócares; Agujas de punción.
- B21D28/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › Conformación por corte a presión; Perforación.
- B26B21/00 B […] › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26B HERRAMIENTAS MANUALES DE CORTE, NO PREVISTAS EN OTRO LUGAR (para la recolección A01D; para la horticultura o la silvicultura A01G; para la carnicería o el tratamiento de la carne A22; para la fabricación o reparación de calzado A43D; pinzas de uñas o cortauñas A45D 29/02; utensilios de cocina A47J; para la cirugía A61B 17/00; para el trabajo del metal B23D; corte mediante chorros de fluidos abrasivos B24C 5/02; herramientas en forma de pinzas B25B 7/22; tenazas B25C 11/02; mangos para utensilios manuales, en general B25G; herramientas de corte del tipo de guillotina B26D; raspadores B43L 19/00; para materiales textiles D06H). › Afeitadoras de tipo abierto o de tipo cuchilla; Afeitadoras de seguridad u otros utensilios de afeitado tipo acepilladura; Dispositivos para el corte del cabello que implican el uso de una hoja de afeitar; Equipo a este efecto.
- B26B9/00 B26B […] › Hojas de cuchillos manuales.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Obturador de cuchilla delgada.
Antecedentes
Los procedimientos mínimamente invasivos están aumentando continuamente en número y variación. La formación de una trayectoria temporal de un diámetro relativamente pequeño en el lugar de la intervención quirúrgica es la característica clave de la mayor parte de los procedimientos quirúrgicos mínimamente invasivos. El procedimiento más común de proporcionar una trayectoria de este tipo es mediante la inserción de un conjunto de trocar a través de la piel. En muchos procedimientos, el conjunto de trocar se inserta en el interior de una cavidad insuflada del cuerpo de un paciente. En un procedimiento de este tipo, los conjuntos de trocar con mecanismos de cierre hermético se utilizan para proporcionar la trayectoria necesaria para el lugar de la operación quirúrgica mientras se hacen mínimas las fugas de los gases de insuflación.
Los conjuntos de trocar típicamente incluyen un obturador el cual está insertado de forma que se puede extraer a través de una cánula. El obturador puede incorporar un extremo de penetración que define una forma globalmente piramidal o tronco cónica y provisto de una punta afilada o roma. En una alternativa, el obturador puede incorporar un elemento de la cuchilla delgada. Ejemplos de cuchillas obturadoras provistas de unos bordes de corte de la anchura completa se dan a conocer en el documento de la técnica anterior más próxima, US nº 5.364.372 cedida a Danks. Las ventajas de estos elementos de cuchilla delgada incluyen unas fuerzas de penetración reducidas y orificios más pequeños en la incisión reduciendo, de ese modo, el traumatismo al paciente, el tiempo de recuperación, etcétera.
Sumario
Según una forma de realización de la presente exposición, se define un procedimiento para la fabricación de una cuchilla obturadora para un obturador quirúrgico como se define en la reivindicación 1 que incluye las fases de proporcionar una pieza en bruto de la cuchilla obturadora, prensar la pieza en bruto de la cuchilla para formar superficies de intersección adyacentes en un lado, preferentemente en ambos lados, de la pieza en bruto de la cuchilla y la formación de un borde de corte adyacente a un área de intersección las superficies de intersección, de tal modo que los bordes de recubrimiento periférico terminen antes que la anchura máxima de la cuchilla para formar de ese modo una cuchilla obturadora para la incorporación en un obturador quirúrgico. La etapa de prensado preferentemente incluye la etapa de forjado a la medida exacta de la pieza en bruto de la cuchilla con por lo menos una matriz de forjado a la medida exacta, por ejemplo, para formar por lo menos una superficie en arco adyacente a un lado de la pieza en bruto de la cuchilla. Dicha por lo menos una superficie en arco es una de las superficies de intersección. Más preferentemente, la etapa de forjado a la medida exacta incluye la formación de superficies de intersección en arco adyacentes a uno de los lados de la pieza en bruto de la cuchilla. Las superficies de intersección en arco pueden ser superficies de intersección sustancialmente cóncavas. Alternativamente, la etapa de forjado a la medida exacta incluye la formación de superficies de intersección sustancialmente planas adyacentes a un lado de la pieza en bruto de la cuchilla.
La etapa de la formación puede incluir la etapa de ataque químico de la pieza en bruto de la cuchilla adyacente al área de intersección de las superficies de intersección. Preferentemente, la etapa del ataque químico incluye someter a la pieza en bruto de la cuchilla a un baño ácido. En otra forma de realización, un procedimiento para la fabricación de una cuchilla obturadora para un obturador quirúrgico, incluye las etapas de proporcionar una pieza en bruto de la cuchilla obturadora, el forjado a la medida exacta de la pieza en bruto de la cuchilla para formar unos pares primero y segundo de superficies de intersección sustancialmente cóncavas adyacentes a los lados respectivos de la pieza en bruto de la cuchilla y que forman bordes de corte adyacentes a líneas respectivas de intersección de los pares primero y segundo de las superficies de intersección para formar de ese modo una cuchilla obturadora para la incorporación en un obturador quirúrgico. El procedimiento puede incluir adicionalmente la etapa de disponer los pares primero y segundo de superficies de intersección de tal modo que las líneas de intersección formen inclinación hacia dentro con relación a un eje longitudinal de la pieza en bruto de la cuchilla. La etapa de la formación preferentemente incluye la etapa del ataque químico con, por ejemplo, un baño ácido, de la pieza en bruto de la cuchilla adyacente al área de intersección de las superficies de intersección.
En otra forma de realización, está previsto un obturador quirúrgico tal como se define en las reivindicaciones 17 y 18. El obturador quirúrgico incluye un elemento obturador provisto de un extremo distante y un extremo próximo y un elemento de la cuchilla obturadora adyacente al extremo distante del elemento obturador. El elemento de la cuchilla incluye un borde de corte periférico definido por superficies primera y segunda. El borde periférico es relativamente afilado adyacente al extremo delantero del elemento de la cuchilla y es relativamente romo hacia el extremo trasero del elemento de la cuchilla. En un aspecto, el borde de corte periférico está dimensionado para formar una transición a partir de ser relativamente afilado adyacente al borde delantero hasta ser relativamente romo hacia el extremo trasero del elemento de la cuchilla. Preferentemente, el elemento de la cuchilla obturadora incluye bordes de corte periféricos opuestos definidos por dos pares de superficies primera y segunda. Preferentemente, las superficies primera y segunda son sustancialmente cóncavas. Alternativamente, las superficies primera y segunda pueden ser sustancialmente planas. El elemento de la cuchilla obturadora incluye una punta de penetración, la cual puede ser en punta o roma.
Breve descripción de los dibujos
Las características anteriores de la presente exposición se pondrán más claramente de manifiesto y se comprenderán mejor haciendo referencia a la siguiente descripción detallada de formas de realización preferidas, las cuales se describen a continuación en la presente memoria haciendo referencia a los dibujos, en los cuales:
la figura 1 es una vista en perspectiva de un conjunto de trocar según la presente exposición que ilustra el conjunto de cánula y el conjunto de obturador;
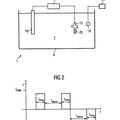
la figura 2 es una vista en perspectiva del conjunto de obturador del conjunto de trocar según la forma de realización de la figura 1;
la figura 3 es un diagrama de bloques de un procedimiento preferido de fabricación de una cuchilla obturadora a partir de material en chapa de la cuchilla obturadora según la forma de realización de las figuras 1-2;
la figura 4 es una vista en planta superior de la pieza en bruto de la cuchilla obturadora a continuación de la etapa de estampación del procedimiento preferido según la forma de realización de las figuras 1-3;
la figura 5 es una vista en perspectiva de un par de matrices de forjado a la medida exacta inferiores utilizadas en la operación de forjado a la medida exacta según la forma de realización de las figuras 1-3;
la figura 6 es una vista en planta superior del par inferior de matrices de forjado a la medida exacta según la forma de realización de las figuras 1-4;
la figura 7 es una vista en planta superior de la plancha de la cuchilla obturadora a continuación de la operación de forjado a la medida exacta según la forma de realización de las figuras 1-6;
la figura 8 es una vista en planta superior de la cuchilla obturadora fabricada según la forma de realización de las figuras 1-5;
la figura 9 es una vista en alzado lateral de la cuchilla obturadora fabricada según la forma de realización de las figuras 1-8;
la figura 10 es una vista en sección transversal de la cuchilla obturadora tomada a lo largo de la línea de sección 10-10 de la figura 8 según la forma de realización de las figuras 1-9;
la figura 11 es una vista en sección transversal de la cuchilla obturadora tomada a lo largo de la línea de sección 11-11 de la figura 8 según la forma de realización de las figuras 1-8;
la figura 12 es una vista en perspectiva de otro par de matrices inferiores de forjado a la medida exacta utilizadas en...
Reivindicaciones:
1. Procedimiento para la fabricación de una cuchilla obturadora (110) provista de unos bordes de corte opuestos contiguos con un extremo de penetración para un obturador quirúrgico (10), comprendiendo las etapas siguientes:
proporcionar una pieza en bruto de la cuchilla del obturador (150);
prensar la pieza en bruto de la cuchilla (150) para formar unas superficies de intersección (152, 172) adyacentes a un lado de la pieza en bruto de la cuchilla (150); y
formar unos bordes de corte periféricos (154) adyacentes a un área de intersección de las superficies de intersección caracterizado porque los bordes de corte periféricos (154) están formados para que terminen antes de la anchura máxima de la cuchilla (110) para formar de ese modo una cuchilla obturadora (110) para la incorporación en un obturador quirúrgico (10).
2. Procedimiento según la reivindicación 1, en el que la etapa de prensado incluye la etapa del forjado a la medida exacta de la pieza en bruto de la cuchilla (150) con por lo menos una matriz de forjado a la medida exacta (1302).
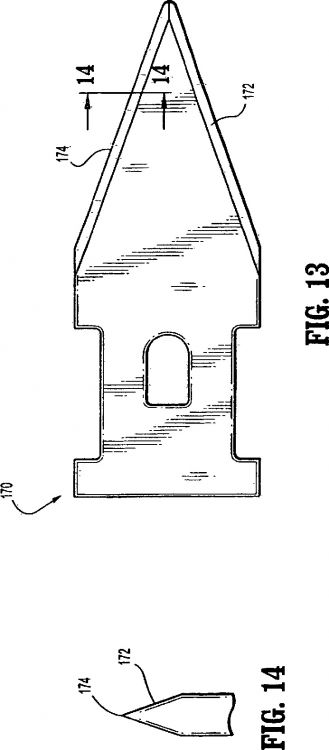
3. Procedimiento según la reivindicación 2, en el que la etapa del forjado a la medida exacta incluye la formación de por lo menos una superficie en arco (152) adyacente a un lado de la pieza en bruto de la cuchilla (150), siendo dicha por lo menos una superficie en arco una de las superficies de intersección (152).
4. Procedimiento según la reivindicación 3, en el que la etapa del forjado a la medida exacta incluye la formación de unas superficies de intersección en arco (152) adyacentes a un lado de la pieza en bruto de la cuchilla (150).
5. Procedimiento según la reivindicación 2, en el que la etapa del forjado a la medida exacta incluye la formación de unas superficies de intersección sustancialmente cóncavas (152) adyacentes a un lado de la pieza en bruto de la cuchilla (150).
6. Procedimiento según la reivindicación 2, en el que la etapa del forjado a la medida exacta incluye la formación de unas superficies de intersección sustancialmente planas (172) adyacentes a un lado de la pieza en bruto de la cuchilla (150).
7. Procedimiento según la reivindicación 1, en el que la etapa de la formación incluye la etapa del ataque químico de la pieza en bruto de la cuchilla (150) adyacente al área de intersección de las superficies de intersección.
8. Procedimiento según la reivindicación 7, en el que la etapa del ataque químico incluye la etapa de someter la pieza en bruto de la cuchilla (150) a un baño ácido.
9. Procedimiento según la reivindicación 1, en el que la etapa del prensado incluye la formación de unas superficies de intersección sustancialmente cóncavas (152, 172) adyacentes al otro lado de la pieza en bruto de la cuchilla (150).
10. Procedimiento según cualquiera de las reivindicaciones 1 a 9, en el que la cuchilla obturadora (110) se somete a un electropulido o ataque químico.
11. Procedimiento según la reivindicación 10, en el que la cuchilla obturadora (110) se recubre con un material de recubrimiento adecuado.
12. Procedimiento según la reivindicación 11 en el que el material de recubrimiento adecuado se selecciona de entre el grupo constituido por un recubrimiento de silicona, un recubrimiento de PTFE, un recubrimiento de teflón o un recubrimiento antimicrobiano.
13. Procedimiento para la fabricación de una cuchilla obturadora (110) para un obturador quirúrgico (10) según la reivindicación 1, que comprende las etapas siguientes:
forjar a la medida exacta la pieza en bruto de la cuchilla (150) para formar unos pares primero y segundo de unas superficies de intersección sustancialmente cóncavas (152) adyacentes a los lados respectivos de la pieza en bruto de la cuchilla (150); y formar unos bordes de corte periféricos adyacentes a unas líneas respectivas de intersección de los pares primero y segundo de las superficies de intersección (154), de tal modo que los bordes de corte periféricos terminen antes de la anchura máxima de la cuchilla (110) para formar de ese modo una cuchilla obturadora (110) para la incorporación en un obturador quirúrgico (10).
14. Procedimiento según la reivindicación 13, que incluye la etapa de disponer los pares primero y segundo de superficies de intersección (152), de tal modo que las líneas de intersección forman una inclinación hacia dentro con relación a un eje longitudinal de la pieza en bruto de la cuchilla (150).
15. Procedimiento según la reivindicación 14, en el que la etapa de la formación incluye la etapa del ataque químico de la pieza en bruto de la cuchilla (150) adyacente al área de intersección de las superficies de intersección (152).
16. Procedimiento según la reivindicación 15, en el que la etapa del ataque químico incluye la etapa de someter la pieza en bruto de la cuchilla (150) a un baño ácido.
17. Cuchilla obturadora (110) provista de un borde de corte periférico que termina antes de la anchura máxima de la cuchilla fabricada de acuerdo con el procedimiento de fabricación según la reivindicación 1.
18. Cuchilla obturadora (110) según la reivindicación 17, en el que la cuchilla es atacada químicamente de acuerdo con el procedimiento según la reivindicación 16.
Patentes similares o relacionadas:
Procedimiento en plano de recubrimiento con fármaco de endoprótesis, del 20 de Marzo de 2019, de MEDINOL LTD.: Método para fabricar una endoprótesis , caracterizado por proporcionar un único patrón de endoprótesis o una pluralidad de patrones de […]
Método para producir acero inoxidable para separadores de celda de combustible, acero inoxidable para separadores de celda de combustible, separador de celda de combustible y celda de combustible, del 22 de Febrero de 2019, de JFE STEEL CORPORATION: Método para producir acero inoxidable para su uso en un separador de celda de combustible, en el que se somete acero inoxidable que contiene el 16% en masa […]
Procedimiento en plano de recubrimiento con fármaco de endoprótesis, del 9 de Mayo de 2018, de MEDINOL LTD.: Método para fabricar una endoprótesis recubierta con una sustancia terapéutica, caracterizado por proporcionar un único patrón […]
Método para producir acero, del 21 de Marzo de 2018, de Tokyo Stainless Grinding Co., Ltd: Un método para producir un producto de acero, comprendiendo dicho método las siguientes etapas en orden consecutivo: producir una plancha […]
Miembro de soporte de carga de ascensor que tiene una envoltura con por lo menos una superficie exterior de mejora de la tracción, del 13 de Septiembre de 2017, de OTIS ELEVATOR COMPANY: Un método para fabricar un miembro de soporte de carga para uso en un sistema de ascensor, que comprende: aplicar una envoltura polimérica para rodear […]
TRATAMIENTO DE SUSTRATO DE ACERO INOXIDABLE., del 1 de Junio de 2005, de INEOS CHLOR LIMITED: Procedimiento de preparación de un conjunto de célula electroquímica o de un apilamiento de células combustibles, en el que al menos un componente […]
PROCEDIMIENTO PARA FABRICAR IMAGENES DECORATIVAS O INFORMATIVAS EN OBJETOS COMPUESTOS POR PLACAS DE CHAPAS SIMPLES O COMPUESTAS, del 16 de Julio de 1991, de FIRMA HERMANN RITZENHOFF: SEGUN EL INVENTO SE INDICA EL CAMINO A SEGUIR PARA FABRICAR IMAGENES DECORATIVAS O INFORMATIVAS EN OBJETOS COMPUESTOS POR PLACAS DE CHAPAS. […]
 PROCEDIMIENTO PARA LA ELIMINACION DE ZONAS SUPERFICIALES DE UN ELEMENTO DE CONSTRUCCION, del 16 de Abril de 2009, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para el decapado de una zona superficial de un elemento de construcción , en el que están dispuestos en un electrolito un electrodo y el […]
PROCEDIMIENTO PARA LA ELIMINACION DE ZONAS SUPERFICIALES DE UN ELEMENTO DE CONSTRUCCION, del 16 de Abril de 2009, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para el decapado de una zona superficial de un elemento de construcción , en el que están dispuestos en un electrolito un electrodo y el […]