Montaje de tubo.
Un montaje de tubo (1) usando un tubo (2) y un acoplamiento de tubo (3),
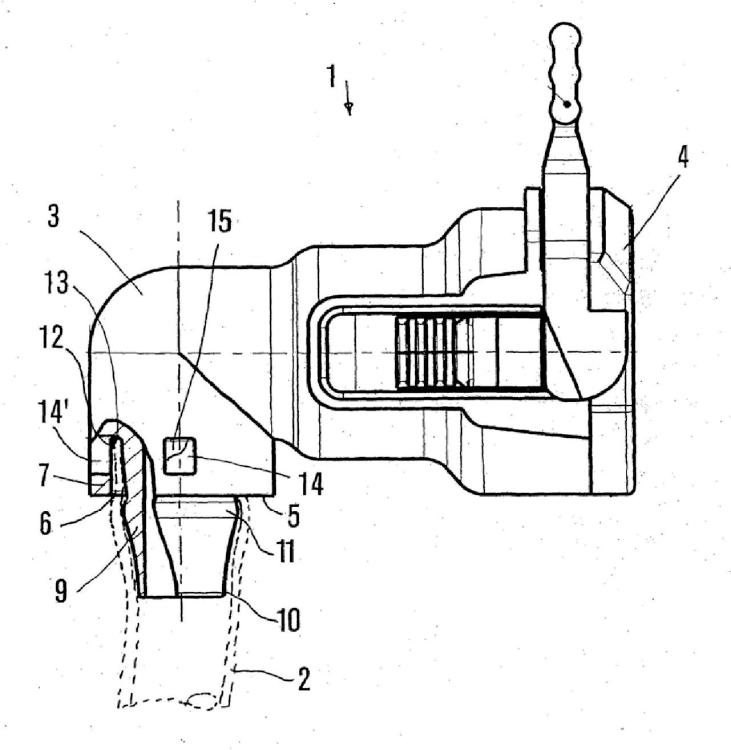
donde el acoplamiento de tubo (3) tiene una ranura circunferencial (6) en una parte delantera (5), con una base de la ranura (12), en la cual el tubo (2) es insertado y en el que es soldado con el acoplamiento de tubo (3), donde la ranura (6) está conectada con el entorno del acoplamiento de tubo (3) por al menos una abertura completa (14 14'), comenzando la abertura (14, 14') desde una zona de soldadura entre el tubo (2) y el acoplamiento de tubo (3), empujando la abertura (14, 14') a través de la base de la ranura (12) por lo menos parcialmente y la ranura (6) es formada entre una pared radialmente interior (8) y una pared radialmente exterior (7), caracterizado por el hecho de que la abertura (14, 14') está formada en la pared radialmente exterior (7) y la abertura (14 14') se superpone a la base de la ranura (12) o se cierra con ella.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11005185.
Solicitante: NORMA GERMANY GMBH.
Nacionalidad solicitante: Alemania.
Dirección: EDISONSTRASSE 4 63477 MAINTAL ALEMANIA.
Inventor/es: HARTMANN, PETER, STRAUSS,OLIVER, ECKARDT,CARSTEN, FOLTYN,PETER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F16L33/34 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 33/00 Dispositivos para empalmar las mangas a órganos rígidos; Empalmes rígidos para mangas, p. ej. elementos unitarios que enlazan simultáneamente en dos mangas (empalmes o accesorios de empalme especialmente adaptados para ser hechos de materiales plásticos o para ser utilizados con tubos en materiales plásticos F16L 47/00). › con una unión obtenida por vulcanización, pegadura, fusión o similar.
- F16L47/02 F16L […] › F16L 47/00 Empalmes o accesorios de empalme para tubos de doble pared o con canales múltiples o para conjuntos de tubos para utilizarse con tubos de materiales plásticos. › Uniones soldadas a la autógena; Uniones encoladas.
PDF original: ES-2550822_T3.pdf
Fragmento de la descripción:
Montaje de tubo.
La invención se refiere a un montaje de tubo con un tubo y un acoplamiento de tubo, donde el acoplamiento de tubo tiene, en una parte frontal, una ranura circunferencial con una base de la ranura en la cual es insertado el tubo y en la que el tubo es soldado al acoplamiento de tubo.
El documento de patente DE 10 2008 006 068 B3 describe un sistema de soldadura para los tubos compuestos por múltiples capas de plástico y de metal. Aquí, el acoplamiento de tubo está provisto de una ranura circunferencial en una parte delantera, que incluye una base de la ranura. Un tubo es insertado en la base de la ranura. El tubo es soldado al acoplamiento de tubo. Para la soldadura, es utilizado un aparato de calentamiento que está conectado a dos anillos de calentamiento. Los dos anillos de calentamiento tienen contornos que forman la forma negativa del contorno del tubo y el acoplamiento de tubo. Una vez que el tubo y el acoplamiento de tubo ha sido calentados con la ayuda del aparato de calentamiento, el aparato es retirado y el tubo es empujado dentro del acoplamiento de tubo, donde los materiales calientes del tubo y el acoplamiento de tubo se sueldan uno al otro. En la dirección circunferencial, la ranura del acoplamiento de tubo está provista dentro y fuera de paredes continuas.
El documento de patente U.S. 2005/0127668 A1 muestra una conexión de tubo Impermeable al gas y un método para su producción. Aquí, un acoplamiento de tubo está previsto que pueda ser conectado a una tubería. En una parte delantera, el acoplamiento de tubo cuenta con una ranura en la que la tubería puede ser insertada. La conexión entre el tubo y el acoplamiento de tubo puede ser efectuada mediante una soldadura por fricción.
El documento de patente FR 2 872 084 A1 describe una configuración de tubo con un tubo y un acoplamiento de tubo. En una parte delantera, el acoplamiento de tubo incluye una ranura circunferencial en la cual es insertado el tubo y en la que el tubo es soldado al acoplamiento de tubo. La soldadura en este caso puede ser efectuada mediante soldadura por fricción.
Una configuración de tubo del tipo mencionado en el principio está ampliamente extendida en particular en la construcción de vehículos. Por ejemplo, el tubo sirve para el transporte de combustible desde un depósito de combustible a una unidad de consumo de combustible, por ejemplo una bomba de Inyección que suministra a un motor de combustión Interna. Con el fin de facilitar el montaje y también para su reparación posterior, el tubo es conectado a un acoplamiento de tubo de una manera fija y generalmente permanente. El acoplamiento de tubo puede entonces entrar en una Interacción con un conectar correspondiente en el ejemplo mencionado en el depósito o en la bomba de Inyección. Para ello, el conectar es introducido a menudo en el acoplamiento de tubo donde ha sido enganchado.
Con el fin de establecer la conexión entre el tubo y el acoplamiento de tubo, el tubo es insertado en la ranura en la parte frontal del acoplamiento de tubo y soldados allí. Para la soldadura, la también conocida como soldadura de fricción es empleada a menudo, en el caso de que el acoplamiento de tubo esté girado en el surco en relación con el tubo. El calor de la fricción que se produce en el proceso derrite el material del tubo y/o del acoplamiento de tubo de tal manera que se obtiene una conexión por unión de los materiales entre el tubo y el acoplamiento de tubo.
Sin embargo, ha sido descubierto que en algunos casos la calidad de la conexión soldada entre el tubo y el acoplamiento de tubo no es la adecuada. En muchos casos, esto no es perceptible directamente después de la producción de la configuración de tubo pero se materializa solamente después de un cierto tiempo de funcionamiento. Bajo unas circunstancias desfavorables puede ser observado que el fluido que fluye a través de la configuración del tubo se fuga entre el acoplamiento de tubo y el tubo lo que en muchos casos no está permitido.
La invención está basada en los objetivos de asegurar una calidad alta de la conexión soldada entre el tubo y el acoplamiento de tubo.
Con un configuración de tubo del tipo mencionado al principio, este objetivo está resuelto porque la ranura está conectada a los alrededores del acoplamiento de tubo mediante por lo menos una abertura continua.
Mediante la abertura continua, la ranura está en la conexión tanto con el exterior del acoplamiento de tubo, es decir, con el aire ambiente o como con el interior del acoplamiento de tubo, que es la región a través del cual el fluido que fluye a través de la configuración del tubo fluye más tarde.
Aunque la abertura reduce la región en la que el tubo y el acoplamiento de tubo, es decir, el interior de la ranura, pueden entrar en contacto uno con el otro, la abertura continua hace posible que el aire encerrado entre el acoplamiento de tubo y el tubo rotante escape durante la soldadura por fricción. Esto previene el desarrollo de las vacuolas en la región de la conexión soldada. La conexión soldada proporciona una mejor calidad. Las fugas son evitadas y es disminuido el riesgo de un debilitamiento de la conexión soldada.
Preferencialmente, la abertura se origina desde una región soldada entre el tubo y el acoplamiento de tubo. De esta
manera puede ser asegurado con fiabilidad alta que el aire que está encerrado entre el tubo y el acoplamiento de tubo no afecta negativamente a la región de la soldadura, pero que puede escapar hacia el exterior a través de la abertura continua.
Preferencialmente, la abertura penetra en la base de la ranura por lo menos parcialmente. La intención es que la conexión mediante la soldadura por fricción entre el tubo y el acoplamiento de tubo esté efectuada en la base de la ranura, que está entre la parte delantera del tubo y la base de la ranura. Por esto resulta que es ventajosamente posible asegurar que la parte delantera del tubo y la base del surco estén presionadas la una contra la otra con una cierta fuerza de tal manera que la temperatura alta que es requerida para la soldadura de fricción puede ser obtenida relativamente rápido. Cuando la abertura penetra la base de la ranura, al menos parcialmente, entonces está asegurado que cualquier aire que está presente allí con una rotación del tubo en relación con el acoplamiento de tubo es entregado a la abertura continua desde donde puede escapar.
Preferencialmente, la ranura se forma entre una pared radialmente Interior y una pared radialmente exterior y la abertura está formada en una de las paredes. Esto facilita la producción. Las paredes que delimitan la ranura, son, de manera general, accesibles fácilmente. La abertura entonces sólo tiene que penetrar un espesor de material relativamente delgado. Cuando el acoplamiento de tubo es formado como un moldeo por inyección, la abertura puede ser producida de manera conjunta durante el moldeo por inyección.
Aquí se prefiere que la abertura esté formada en la pared radialmente exterior. El interior del acoplamiento de tubo es de esta manera dejado sin cambios y es posible continuar usando y optimizando las configuraciones que fueron utilizadas en el pasado para el interior del acoplamiento de tubo.
Aquí se prefiere que la abertura se superponga a la base de la ranura o se cierre con la misma. Esto es una posibilidad sencilla con el fin de asegurar que la zona de soldadura esté en conexión con la base de la ranura.
Preferiblemente, la abertura tiene una longitud y una sección transversal, donde la menor extensión de la sección transversal es por lo menos tan grande como la longitud de la abertura. El riesgo de que la abertura se cierre durante la soldadura hasta que el aire no pueda seguir escapándose es de tal modo reducido de una manera sencilla aunque efectiva.
Preferencialmente, la abertura tiene una sección transversal rectangular. De tal modo, la abertura tiene una cierta extensión en la dirección circunferencial de la ranura, es decir también en la base de la ranura. El riesgo de que la abertura se cierre incluso en la vecindad inmediata de la base de la ranura es de este modo mantenido bajo.
Preferencialmente, la abertura con su extensión longitudinal está orientada paralelamente a la extensión longitudinal del tubo en la ranura. Esto facilita el conformado.
También es ventajoso cuando la abertura está por lo menos parcialmente llena con material derretido. Cuando por ejemplo demasiado material ha sido derretido en el tubo en la parte delantera, es obtenida una salida definida para el derretido a través de la abertura. No ocurre un estrechamiento de la sección transversal interior ni en el tubo ni en el acoplamiento de tubo. Adicionalmente a esto, un anclaje... [Seguir leyendo]
Reivindicaciones:
Un montaje de tubo (1) usando un tubo (2) y un acoplamiento de tubo (3), donde el acoplamiento de tubo (3) tiene una ranura circunferencial (6) en una parte delantera (5), con una base de la ranura (12), en la cual el tubo (2) es insertado y en el que es soldado con el acoplamiento de tubo (3), donde la ranura (6) está conectada con el entorno del acoplamiento de tubo (3) por al menos una abertura completa (14 14'), comenzando la abertura (14, 14') desde una zona de soldadura entre el tubo (2) y el acoplamiento de tubo (3), empujando la abertura (14, 14') a través de la base de la ranura (12) por lo menos parcialmente y la ranura (6) es formada entre una pared radialmente interior (8) y una pared radlalmente exterior (7), caracterizado por el hecho de que la abertura (14, 14') está formada en la pared radlalmente exterior (7) y la abertura (14 14') se superpone a la base de la ranura (12) o se cierra con ella.
Un montaje de tubo de acuerdo con la reivindicación 1, caracterizado por el hecho que la abertura (14, 14') tiene una longitud y sección transversal, donde la menor extensión de la sección transversal es por lo menos tanto como la longitud de la abertura (14, 14').
Un montaje de tubo de acuerdo con la reivindicación 1 ó 2, caracterizado por el hecho que la abertura (14, 14') tiene una sección transversal rectangular.
Un montaje de tubo de acuerdo con la reivindicación 3, caracterizado por el hecho que la abertura (14, 14'), con su extensión longitudinal paralela a la del tubo (2), está directamente en la ranura (6).
Un montaje de tubo de acuerdo con una de las reivindicaciones de la 1 a la 4, caracterizado por el hecho de que la abertura (14, 14') está por lo menos parcialmente llena de material fundido (15).
Patentes similares o relacionadas:
Inserción hidrosoluble para unir tuberías, método de fabricación de una inserción hidrosoluble y método para unir tuberías, del 29 de Julio de 2020, de Imi Tami Institute For Research And Development Ltd: Inserción hidrosoluble para uso para unir tuberías hechas de un material que comprende una sal seleccionada del grupo que consiste en KCl, NaCl, y sus mezclas […]
Tenazas con bobina de inducción electromagnética, del 22 de Abril de 2020, de Huliot A.C.S. Ltd: Pinzas con bobina de inducción electromagnética para su uso con una fuente de alimentación , que tienen un primer terminal de polaridad y un segundo terminal de polaridad […]
Procedimiento para la fabricación de una unión hermética a fluido entre al menos dos componentes de tubo de silicona conductores de fluido, así como módulo conductor de fluido fabricado según este procedimiento, del 2 de Octubre de 2019, de RAUMEDIC AG: Procedimiento para la fabricación de una unión hermética a fluidos entre al menos dos componentes de tubo de silicona conductores de fluido con las […]
Soldadura por inducción electromagnética de sistema de distribución de tuberías de plástico, del 22 de Marzo de 2019, de Huliot A.C.S. Ltd: Un conector de tubería soldable por inducción para soldadura de inducción electromagnética de una tubería de plástico (10A, 10B) […]
Dispositivo, configuración y procedimiento para la conexión de conductos, vehículo automóvil con dicho dispositivo o dicha configuración, del 20 de Marzo de 2019, de VERITAS AG: Dispositivo para conectar unos conductos con un empalme que está adaptado para la conexión con un extremo de conducto a través de soldadura […]
Pieza conectora para conductos multicapa y método de conexión, y un conjunto obtenido por el método, del 1 de Marzo de 2017, de Tersia B.V: Una pieza de acoplamiento para un extremo externo de un conducto multicapa , que comprende un tubo de acoplamiento , que está provisto en el lado externo con una pared […]
Método de producción de un conjunto de manguera y empalme resistente a la presión, del 19 de Octubre de 2016, de Miflex 2 S.p.A: Método para la producción de un conjunto de manguera y empalme resistente a la presión adecuado para la conexión de un aparato a la red de agua, comprendiendo dicho método […]
ACOPLAMIENTO, del 12 de Septiembre de 2011, de Franklin Fueling Systems Limited: Un accesorio para proporcionar una junta sustancialmente hermética a los fluidos entre un orificio en una pared de una cámara y una tubería que pasa a través […]