MONOBLOQUE DE ACABADO PARA UNA INSTALACION DE LAMINACION DE PALANQUILLA PARA PRODUCIR ALAMBRON DE ALTA CALIDAD.
Monobloque de acabado para una instalación para la laminación de palanquillas,
del tipo que comprende una pluralidad de cajas de laminación (G1-Gn) dispuestas en una secuencia adecuada para formar una línea de laminación y accionadas por un par de transmisiones mecánicas (22, 22''), dichas transmisiones (22, 22'') están a la vez conectadas y accionadas, mediante al menos un reductor de mando (23), por lo menos por un motor de arrastre del trabajo (25), para la laminación de palanquillas,
caracterizada en que,
dicho monobloque de abarcado comprende por lo menos un primer módulo (M1) y un segundo módulo (M2'', M2''''), del que por lo menos uno se puede desenganchar de la línea de laminación por un par de empalmes desmontables (40)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/006703.
Solicitante: SIEMENS VAI METALS TECHNOLOGIES S.R.L..
Nacionalidad solicitante: Italia.
Dirección: VIA LUIGI POMINI 92,21050 MARNATE-VARESE.
Inventor/es: MANTOVAN, GIANFRANCO, FORMENTIN,ROBERTO.
Fecha de Publicación: .
Fecha Concesión Europea: 3 de Marzo de 2010.
Clasificación Internacional de Patentes:
- B21B31/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 31/00 Estructura de las cajas de laminadores; Montaje, regulación o cambio de cilindros, de los soportes de cilindros o de los chasis. › por desplazamiento horizontal.
- B21B35/02 B21B […] › B21B 35/00 Propulsión de los laminadores. › para laminadores de funcionamiento continuo (B21B 35/10, B21B 35/12 tienen prioridad).
Clasificación PCT:
- B21B13/10 B21B […] › B21B 13/00 Cajas de laminadores, es decir, conjuntos compuestos de un chasis, de cilindros y de accesorios (B21B 17/00 - B21B 23/00 tienen prioridad; detalles, partes constitutivas, accesorios, dispositivos auxiliares, procedimientos de laminado, ver los grupos apropiados). › todos los ejes están situados en el mismo plano.
Clasificación antigua:
- B21B13/10 B21B 13/00 […] › todos los ejes están situados en el mismo plano.
Fragmento de la descripción:
Monobloque de acabado para una instalación de laminación de palanquilla para producir alambrón de alta calidad.
La presente invención se refiere a un monobloque de acabado para una instalación de laminación de palanquilla para producir alambrón de alta calidad. Un monobloque de acabado, según el preámbulo de la reivindicación 1, se conoce, por ejemplo, de EP - A 0 659 493.
En una instalación de laminación o en un tren de laminación de palanquilla para producir alambrón alta calidad, de acuerdo con la tecnología establecida, previamente se lleva una palanquilla a una temperatura conveniente para la laminación en caliente, entre 750ºC y sobre 1000ºC se somete a la laminación para reducir gradualmente su sección al valor deseado.
En la producción de alambrón de acero de alta calidad y especial, de altas características mecánicas, igualmente tienen particular importancia la resistencia a la rotura y a ceder y a la deformabilidad en el dibujo.
En un tren de laminación para la producción de alambrón, una de las secciones críticas consiste en el monobloque de acabado que, a través de una pluralidad de cajas de laminación, reduce el tamaño de la palanquilla que produce el alambrón para enviarlo al calibrador o directamente a la máquina enrolladora.
Para dar al alambrón una sección circular o en general un perfil regular, los rodillos o los cilindros de las cajas de laminación se fijan alternativamente al tresbolillo por ejemplo por 90 grados, para laminar la palanquilla en los pasos finales con las deformaciones subsiguientes, por ejemplo, con la sección redondo - oval - redondo.
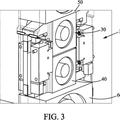
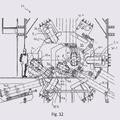
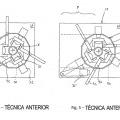
Un monobloque, según el estado anterior de la técnica, se ilustra esquemáticamente en las figuras 1 a 3, respectivamente en una vista esquemática en perspectiva, en una vista lateral superior en lo que respecta al eje de laminación, indicado por la flecha F, y otra vez en una vista en perspectiva con el calibrador fijado a continuación del monobloque.
Con referencia al estado anterior de la técnica, un monobloque de laminación 1 comprende dos transmisiones mecánicas paralelas, una primera transmisión 2 y una segunda transmisión 2', conectadas por un reductor de mando 3 a su vez conectado por engranajes 4 al motor de arrastre del trabajo 5.
Las transmisiones mecánicas están equipadas con pares de engranajes cónicos 6 y con engranajes 7 que transmiten la rotación en cascada a los cilindros de laminación 8 de las diferentes cajas G1, G2, ..., Gn del monobloque de laminación 1.
En el ejemplo ilustrado, tal monobloque prevé diez cajas de laminación G1-G10 en sucesión, mandadas alternativamente a través de dos transmisiones 2 y 2', de manera que la primera transmisión 2 manda a las cajas impares G1, G3, ..., G9, que producen una reducción en la sección transformando la barra redonda en una barra oval, mientras que la segunda transmisión 2' manda a las cajas pares G2, G4, ..., G-10, que producen una reducción en la sección transformando la barra oval en una barra redonda.
En máquinas vigentes se usa una combinación de montajes de los cilindros de laminación, para producir diferentes diámetros de alambrón, normalmente a partir de los tamaños más grandes, en otras palabras a partir de las cajas G1 y G2 lo más lejos posible del mando para continuar con las cajas subsiguientes, hasta el diámetro predeterminado.
En una máquina ilustrada esquemáticamente en la figura 3, a continuación de tal monobloque, el calibrador 9 se fija equipado con dos cajas H1 y H2 y con los aparatos pertinentes que comprenden las transmisiones mecánicas 2 y 2' activadas por el reductor de mando 3, a su vez conectados por engranajes 4 al motor de arrastre del trabajo 5', el par de engranajes cónicos 6 y de engranajes 7 que transmiten la rotación en cascada a los cilindros de calibración 8'.
Puesto que la masa del producto que entra y la masa del producto que sale, en una unidad de tiempo, deben de ser necesariamente idénticas, durante la laminación se produce un aumento en la velocidad lineal de la palanquilla para compensar la reducción en la sección que implica un aumento de la longitud de la misma.
Los cilindros en las diferentes cajas, por lo tanto, giran generalmente a diferentes velocidades que aumentan de la primera G1 a la última G10.
Se conoce otro tren de laminación según el estado anterior de la técnica, por ejemplo, por el documento EP 0 659 493 A2, que divulga un monobloque de acabado para una instalación de laminación de palanquilla de acuerdo con el preámbulo de la reivindicación 1.
En las máquinas de acuerdo con el estado anterior de la técnica, hay una condición desventajosa, ejemplifica de la siguiente manera.
Cuando el tamaño requerido admite que un producto sea laminado, acabándolo, por ejemplo, en la octava caja, en el caso ilustrado y descrito previamente de un grupo de 10 cajas, para maximizar la velocidad de laminación en la octava caja, dada la configuración mecánica del grupo, la décima caja alcanza velocidades muy altas y, además, girando libremente, en otras palabras, sin que sus miembros mecánicos estén involucrados. En tales condiciones de funcionamiento, las partes mecánicas tienden a desgastarse rápidamente.
Si, por ejemplo, un laminado a una velocidad de 90 m/s en la octava caja, la décima caja gira a una velocidad de aproximadamente 140 m/s girando libremente.
Esta situación prejudicial se soluciona actualmente limitando la velocidad de rotación en la octava caja a 70-75 m/s para que en la décima caja la velocidad no exceda de 115-120 m/s girando libremente.
La limitación de velocidad es también necesaria cuando el producto ya está dimensionalmente acabado de forma correcta desde la sexta o bien desde la cuarta o aún desde la segunda caja.
Por lo tanto, las velocidades de laminación se deben limitar necesariamente según la velocidad máxima permitida que gira libremente en la ultima caja.
Otra desventaja, inherente a los trenes de laminación, de acuerdo con el estado anterior de la técnica, es el relativo al hecho de que para laminar un diámetro diferente, por ejemplo, un diámetro subsiguiente más pequeño, es necesario parar la línea de laminación, desmontar los rodillos de laminación y los aparatos de guía pertinentes, montar los rodillos y los aparatos para que se produzca el nuevo diámetro y tener cuidado de ajustar la abertura de los mismos rodillos.
Estas operaciones se llevan a cabo con la línea de laminación parada.
Las mismas operaciones son también necesarias cuando se producen grandes cantidades de alambrón con el mismo diámetro, puesto que después de ciertas horas de trabajo, el desgaste de los elementos fuerza su reemplazamiento. Todas estas actividades se realizan con la instalación parada y por lo tanto con una sustancial pérdida de producción.
El objetivo general de la presente invención es, por lo tanto, el de proporcionar un monobloque de acabado para una instalación de laminación de palanquilla adecuado para maximizar la velocidad de salida y por lo tanto, la producción para todos los diámetros de los productos laminados.
Otro objetivo de la presente invención es el de proporcionar un monobloque de acabado que permita una reducción en el consumo de energía y en el desgaste de las piezas mecánicas. También caen dentro de los objetivo de la presente invención el de proporcionar un monobloque de acabado que permita la reducción de los tiempos de parada de la laminación para el mantenimiento y/o el intercambio de cilindros y de los aparatos pertinentes y de los ajustes relacionados.
A la vista de los objetivos ya mencionados, de acuerdo a la presente invención, se ha pensado hacer un laminador para el alambrón que tenga las características descritas en las reivindicaciones adjuntas.
Las características estructurales y funcionales de la presente invención, así como sus ventajas, en comparación con el estado anterior de la técnica, se hacen aún más evidentes con un examen de la siguiente descripción, en referencia a los dibujos esquemáticos adjuntos, en los cuales:
Las figuras 1 a 3 son vistas esquemáticas de monobloques de acabado para las instalaciones de laminación de palanquilla de acuerdo con el estado anterior de la técnica;
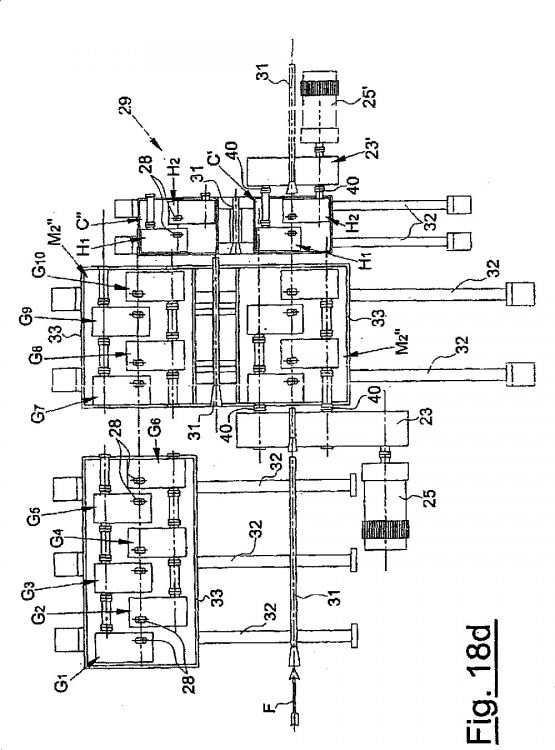
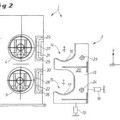
La figura 4 es una vista esquemática de un plano de un monobloque de acabado de acuerdo a una realización de la invención en una primera forma de funcionamiento;
Reivindicaciones:
1. Monobloque de acabado para una instalación para la laminación de palanquillas, del tipo que comprende una pluralidad de cajas de laminación (G1-Gn) dispuestas en una secuencia adecuada para formar una línea de laminación y accionadas por un par de transmisiones mecánicas (22, 22'), dichas transmisiones (22, 22') están a la vez conectadas y accionadas, mediante al menos un reductor de mando (23), por lo menos por un motor de arrastre del trabajo (25), para la laminación de palanquillas,
caracterizada en que,
dicho monobloque de abarcado comprende por lo menos un primer módulo (M1) y un segundo módulo (M2', M2''), del que por lo menos uno se puede desenganchar de la línea de laminación por un par de empalmes desmontables (40).
2. Monobloque de acabado según la reivindicación 1,
caracterizado en que,
al menos uno de dicho primer módulo (M1) y del segundo módulo (M2', M2'') puede desplazarse en translación entre una posición de funcionamiento y una posición de no funcionamiento.
3. Monobloque de acabado según la reivindicación 1 o 2,
caracterizada en que,
dicho segundo módulo comprende dos grupos (M2', M2'') hechos de modo que puedan deslizarse sobre guías (32) sostenidos por al menos una carretilla (33).
4. Monobloque de acabado según la reivindicación 1,
caracterizado en que,
dichos empalmes desmontables (40) están dispuestos también entre las cajas dentro de cada módulo (M1, M2', M2'') para poder retirar cualquier combinación de cajas (G1-Gn) de la línea de laminación.
5. Monobloque de acabado según la reivindicación 1,
caracterizada en que,
dicho reductor de mando (23) está dispuesto entre el primer módulo (M1) y el segundo módulo (M2', M2''), conectándose a ambos a través de los empalmes desmontables (40).
6. Monobloque de acabado según la reivindicación 1,
caracterizado en que,
dicho reductor de mando (23) esta accionado por un motor lateral (25) con respecto a la línea de laminación.
7. Monobloque de acabado según la reivindicación 1,
caracterizada en que,
dicho reductor de mando (23) esta accionado por dos motores (25a, 25b) dispuestos lateralmente con respecto a la línea de laminación.
8. Línea de laminación que comprende un monobloque construido según cualquiera de las reivindicaciones anteriores.
9. Línea de la laminación según la reivindicación 8,
caracterizada en que,
a continuación del monobloque de acabado esta previsto un calibrador (29) equipado con dos cajas de calibración (H1, H2) y de los aparatos pertinentes, que comprenden las transmisiones mecánicas (22, 22') accionadas por su propio reductor de mando (23') conectado a su vez por los engranajes (24) con un motor de arrastre del trabajo (25'), para la transmisión de la rotación a los cilindros de calibración (28') con la presencia de pares de engranajes cónicos (26) y de engranajes (27), dichos grupos de calibración son susceptibles de soltarse del reductor de mando, o de la línea de laminación, por medio de un par de empalmes.
10. Línea de laminación según la reivindicación 8,
caracterizada en que
dicho calibrador (29) se equipa con dos grupos de calibración idénticos (C', C'') y, dispuestos en el centro, entre los dos grupos (C', C''), con un conducto aboquillado (31), y puede deslizarse sobre guías (32) sostenidas por una carretilla (33).
Patentes similares o relacionadas:
 Laminador para banda metálica, del 29 de Abril de 2020, de FIVES DMS: Laminador para banda metálica que comprende:
- una caja de sujeción ,
- un conjunto de rodillos superpuestos de ejes sensiblemente […]
Laminador para banda metálica, del 29 de Abril de 2020, de FIVES DMS: Laminador para banda metálica que comprende:
- una caja de sujeción ,
- un conjunto de rodillos superpuestos de ejes sensiblemente […]
Instalación para y método de cambio de cilindros y/o de grupos de un cajón de laminación; cajón de laminación que comprende el sistema de bloqueo y de sujeción, del 4 de Noviembre de 2019, de Primetals Technologies France SAS: Instalación de desmontaje adaptada para el cambio de cilindros y de grupos de un cajón de laminación destinado a la laminación de una banda metálica, dicho grupo que está […]
Máquina para enderezar y procedimiento para cambiar elementos de rodillos de enderezado, del 8 de Mayo de 2019, de SMS group GmbH: Máquina para enderezar para enderezar un producto semiacabado con elementos de rodillos de enderezado , con una línea de camino de rodillos que forma una sección de […]
Sistema y procedimiento de cambio de útil, así como rodillo de forja, del 26 de Octubre de 2016, de SMS group GmbH: Sistema de cambio de útil para el cambio al menos de un útil dispuesto sobre un árbol de laminación en una posición de trabajo, que comprende un […]
Sistema y procedimiento de cambio de útil, del 8 de Junio de 2016, de SMS group GmbH: Sistema de cambio de útil para el cambio al menos de un útil dispuesto sobre un árbol de laminación en una posición de trabajo, que comprende […]
 Laminador para artículos largos, del 3 de Febrero de 2016, de SMS INNSE S.p.A: Laminador continuo para laminar un artículo que define un eje X de laminación, que comprende al menos dos estaciones de laminación dispuestas en […]
Laminador para artículos largos, del 3 de Febrero de 2016, de SMS INNSE S.p.A: Laminador continuo para laminar un artículo que define un eje X de laminación, que comprende al menos dos estaciones de laminación dispuestas en […]
 Laminador para artículos largos, del 9 de Julio de 2014, de SMS INNSE S.p.A: Laminador continuo para laminar un artículo que define un eje X de laminación, que comprende al menos dos estaciones de laminación […]
Laminador para artículos largos, del 9 de Julio de 2014, de SMS INNSE S.p.A: Laminador continuo para laminar un artículo que define un eje X de laminación, que comprende al menos dos estaciones de laminación […]
 Sistema conformado por una caja de laminación y un dispositivo de cambio de cilindros, del 18 de Diciembre de 2013, de SMS MEER GMBH: Sistema conformado por, al menos, una caja de laminación y, al menos, un dispositivo de cambio decilindros , en donde en la caja de […]
Sistema conformado por una caja de laminación y un dispositivo de cambio de cilindros, del 18 de Diciembre de 2013, de SMS MEER GMBH: Sistema conformado por, al menos, una caja de laminación y, al menos, un dispositivo de cambio decilindros , en donde en la caja de […]