Molde para la fabricación de prefabricados de hormigón.
Molde para la fabricación de prefabricados de hormigón.
La presente invención se puede incluir en el campo técnico de los moldes para la fabricación de prefabricados de hormigón y se refiere a un molde para fabricación de prefabricados de hormigón en el que la posición relativa de los tapes que definen los flancos superior e inferior del prefabricado de hormigón está definida por unos elementos independientes del resto del molde,
además de al procedimiento de fabricación que hace uso del molde para la fabricación de prefabricado de hormigón anterior, el prefabricado de hormigón así obtenido y a un aerogenerador que comprende una torre que comprende a su vez, al menos un prefabricado de hormigón fabricado con dicho molde.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201232051.
Solicitante: ACCIONA WINDPOWER, S.A..
Nacionalidad solicitante: España.
Inventor/es: RUIZ ALDAMA,ALFONSO, GARCIA SAYES,JOSE MIGUEL, NUÑEZ POLO,MIGUEL, ARLABAN GABEIRAS,TERESA, GARCÍA MAESTRE,IVÁN, ARÍSTEGUI LANTERO,José Luis.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B28B7/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 7/00 Moldes; Machos; Mandriles (especialmente adaptados para la fabricación de objetos de forma tubular B28B 21/00). › estando uno o varios de los elementos montados sobre pivotes.
- E04H12/12 CONSTRUCCIONES FIJAS. › E04 EDIFICIOS. › E04H EDIFICIOS O CONSTRUCCIONES SIMILARES PARA EMPLEOS PARTICULARES; PISCINAS PARA NADAR O PARA CHAPOTEAR; MASTILES; BARRERAS; TIENDAS O REFUGIOS PROVISIONALES, EN GENERAL (cimentaciones E02D). › E04H 12/00 Torres; Mástiles, postes; Chimeneas de fábrica; Depósitos de agua elevados; Procesos de edificación de estas estructuras (torres de refrigeración E04H 5/12; soportes para paneles de señalización en ruta E01F 9/60; estacas de cimentaciones E02D 5/22; cimentaciones de mástiles, pilones o chimeneas E02D 27/42; elementos de construcción de forma alargada en general E04C 3/00; escalas metálicas fijas E06C 9/04; torres de perforación de pozos de petróleo E21B 15/00). › de hormigón o cualquier otro material análogo a la piedra, con o sin armadura externa o interna, p. ej. con revestimientos metálicos, en elementos de encofrado permanentes.
Fragmento de la descripción:
Molde para la fabricaciïn de prefabricados de hormigïn
OBJETO DE LA INVENCIïN
La presente invenciïn se puede incluir en el campo tïcnico de los moldes para la fabricaciïn de prefabricados de hormigïn.
El objeto de la invenciïn se refiere a un molde para fabricaciïn de prefabricados de hormigïn en el que la posiciïn relativa de los tapes que definen los flancos superior e inferior del prefabricado de hormigïn estï definida por unos elementos desvinculados del resto del molde.
Asimismo, es objeto de la invenciïn el procedimiento de fabricaciïn que hace uso del molde para la fabricaciïn de prefabricado de hormigïn anterior, el prefabricado obtenido mediante el procedimiento de fabricaciïn anterior y el aerogenerador que comprende al menos un prefabricado de hormigïn obtenido mediante el procedimiento de fabricaciïn anterior.
ANTECEDENTES DE LA INVENCIïN
Hoy en dïa es habitual el empleo de energïas renovables para la generaciïn elïctrica, siendo de entre ellas la energïa eïlica una de las mïs eficientes. La energïa eïlica permite generar electricidad a partir del viento mediante aerogeneradores. Dichos aerogeneradores constan bïsicamente de una torre, una gïndola que alberga el generador elïctrico y un rotor formado a su vez por al menos una pala. La torre del aerogenerador soporta la gïndola y el rotor. En los grandes aerogeneradores las torres pueden ser de acero, de celosïa, de hormigïn armado, o mixtas, comprendiendo estas ïltimas secciones de diferentes materiales, por ejemplo, una secciïn inferior de hormigïn y una superior de acero o celosïa.
En los ïltimos veinte aïos la potencia nominal de los aerogeneradores ha ido aumentando gradualmente gracias al aumento del diïmetro del rotor de los mismos, que a su vez hace indispensable el empleo de torres mïs altas. El incremento en altura puede hacer imprescindible que la torre comprenda diferentes secciones a lo largo de la altura de la misma que se colocan una encima de otra para conformar la torre y que son a su vez transportables por carretera o ferrocarril. Por ejemplo, para montar una torre de 100 m de altura se podrïan emplear 5 secciones de 20 m de altura apilables una encima de otra, y siendo a su vez con esas dimensiones transportables por carretera y ferrocarril.
Por otro lado, para conseguir que las torres siendo mïs altas sean igualmente estables y rïgidas, una de las opciones es incrementar las dimensiones transversales de la torre gradualmente desde la parte superior hasta la base de la torre. Dicho incremento puede implicar de nuevo problemas de transporte de las secciones y una soluciïn habitual consiste en dividirlas en mïdulos longitudinales o dovelas. Las dimensiones de los mïdulos longitudinales permiten su transporte por carretera o ferrocarril.
La precisiïn y calidad de las dovelas, y especialmente de los flancos superior e inferior condicionan la precisiïn del apilado de secciones y por lo tanto la verticalidad de la torre. Para solventar los problemas en el apilamiento asociados a la falta de precisiïn, planitud y paralelismo de los flancos de las secciones, se alinea la secciïn superior sobre la inferior manteniendo un espacio entre ambas, para posteriormente emplear un material de uniïn y relleno que absorbe las desviaciones respecto al valor nominal de los flancos de ambas secciones. Por lo general, el material de uniïn es hïmedo y requiere un tiempo de curado para la eliminaciïn de la humedad de modo que la uniïn alcance las propiedades mecïnicas adecuadas. Esto se conoce como junta hïmeda, donde la aplicaciïn del material de uniïn requiere el montaje de un encofrado alrededor de la uniïn.
En el proceso de montaje de torres de hormigïn cuando las secciones de torre no tienen la precisiïn requerida, es necesario, como se ha comentado anteriormente, emplear un material de uniïn que absorba las imperfecciones de ambas secciones, especialmente las de los flancos de la uniïn. Todo ello se lleva a cabo mediante un proceso largo y costoso. Este proceso comprende los siguientes pasos:
-Colocar una secciïn sobre la parte de torre ya montada dejando un espacio entre las dos secciones adyacentes.
- Alinear la secciïn con el resto de la torre manteniendo el espacio de separaciïn.
- Montar un encofrado a lo largo de toda la zona de uniïn entre secciones.
- Verter el material de uniïn o mortero.
- Esperar al fraguado del material de uniïn y desmontar el encofrado.
Como puede verse, el proceso de montaje de torres mediante este mïtodo es largo y costoso.
Una alternativa a este procedimiento de montaje es la uniïn conocida como junta seca, que sïlo comprende los pasos de apilar secciones y aplicar los medios de uniïn entre ellos (pernos, cables de postensado…) , por lo que se simplifica y se reduce el tiempo de montaje de torre notablemente.
En el montaje de torres de hormigïn mediante junta seca es necesario que las superficies transversales (flancos superior e inferior) de secciones adyacentes que entran en contacto tengan una planitud y acabado que garantice el correcto contacto entre ellas y por tanto una adecuada transmisiïn de esfuerzos entre secciones. Tambiïn es fundamental que los flancos superior e inferior de cada secciïn de torre, ademïs de ser paralelos entre sï, sean tambiïn perpendiculares al eje de la secciïn, ya que este aspecto determina la verticalidad de la torre una vez montada.
En uniones a tope de este tipo hay que asegurar unas tolerancias y unos acabados superficiales muy precisos para que la junta tenga unas buenas propiedades mecïnicas.
Para conseguir los niveles de calidad necesarios, tanto en soluciones que emplean junta hïmeda como junta seca, pero sobre todo en estos ïltimos, se requieren moldes de elevada precisiïn. Con este objeto, los moldes son generalmente muy rïgidos, empleïndose para su fabricaciïn mucha cantidad de material para asï evitar deformaciones debido al propio peso del hormigïn o a cualquier otra causa, de manera que el coste de los mismos es muy elevado. Ademïs, los flancos superior e inferior vienen delimitados por tapes rïgidamente unidos a la base o al contramolde de los moldes, con lo que cualquier deformaciïn del molde afecta a la orientaciïn de los flancos.
Como alternativa, la solicitud de patente WO2011/157659 A1 presenta una soluciïn para conseguir el nivel de precisiïn necesario que consiste en rectificar mecïnicamente los flancos de cada secciïn una vez fabricada. Este proceso adicional supone un sobrecosto de la secciïn.
Una soluciïn intermedia consiste en la aplicaciïn en el flanco superior de la secciïn inferior de una capa de un elemento de uniïn, como una resina o mortero, de alta viscosidad para despuïs llevar a cabo la uniïn a tope de la secciïn superior. De este modo, el elemento de uniïn rellena los espacios que puedan quedar entre ambos flancos y se elimina la necesidad del encofrado, requiriïndose sin embargo tambiïn unas tolerancias muy ajustadas en la fabricaciïn de las secciones.
DESCRIPCIïN DE LA INVENCIïN
La presente invenciïn resuelve los problemas tïcnicos anteriormente planteados mediante un molde para fabricaciïn de prefabricados de hormigïn en el que la posiciïn relativa de los tapes que definen los flancos superior e inferior del prefabricado de hormigïn estï definida por unos elementos independientes del resto del molde.
El molde para la fabricaciïn de prefabricados de hormigïn comprende una base, un contramolde y al menos dos tapes que definen una cavidad del molde, donde los tapes definen los flancos del prefabricado de hormigïn que quedarï conformado en la cavidad del molde, y donde los tapes estïn dispuestos entre la base y el contramolde, estando una primera parte del contorno de los tapes enfrentada con la base y una segunda parte del contorno de los tapes enfrentada con el contramolde.
El molde comprende ademïs unas aberturas que permiten llevar a cabo el vertido del hormigïn en el interior del molde. Estas aberturas pueden estar ubicadas en el contramolde, en la base, o pueden estar definidas por el espacio existente entre la base y el contramolde. En la operaciïn de vertido, las aberturas quedan en la posiciïn mïs elevada del molde.
El molde comprende ademïs unos medios de posicionado de los tapes que estïn desvinculados de la base y el contramolde para referenciar entre sï los tapes durante la fabricaciïn del prefabricado, de manera que dichos tapes mantienen su posiciïn relativa durante el proceso de fabricaciïn del prefabricado de hormigïn, no estando unidos ni a la base ni al contramolde, pese a que puedan tener lugar durante el proceso de fabricaciïn deformaciones de la base. De este...
Reivindicaciones:
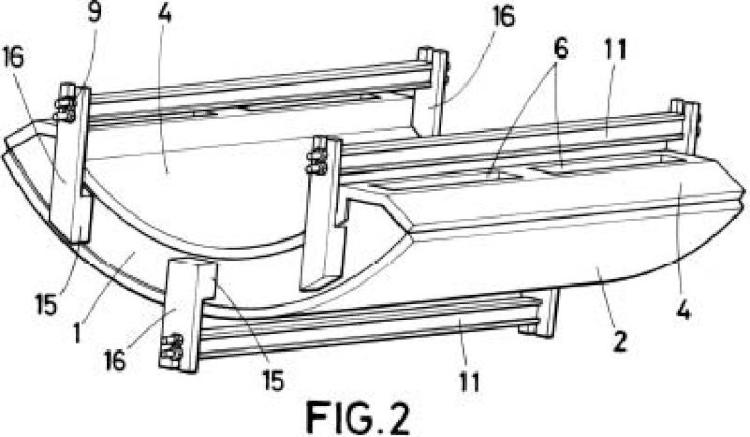
1. Molde para la fabricaciïn de prefabricados de hormigïn que comprende una base (2) , un contramolde (4) y al menos dos tapes (1) que definen una cavidad del molde, donde los tapes (1) definirïn unos flancos del prefabricado de hormigïn que quedarï conformado en la cavidad del molde, y donde los tapes (1) estïn dispuestos entre la base (2) y el contramolde (4) , estando una primera parte (3) del contorno de los tapes (1) enfrentada con la base (2) y una segunda parte (5) del contorno de los tapes (1) enfrentada con el contramolde (4) caracterizado porque comprende ademïs unos medios de posicionado (8, 9, 10, 11, 12) que estïn desvinculados de la base (2) y el contramolde (4) para referenciar entre sï los tapes (1) durante la fabricaciïn del prefabricado.
2. Molde para la fabricaciïn de prefabricados de hormigïn segïn la reivindicaciïn 1 caracterizado porque los medios de posicionado (8, 9, 10, 11, 12) estïn configurados para determinar las distancias entre varios pares de puntos estando situado cada punto de un par de puntos en uno de los tapes (1) .
3. Molde para la fabricaciïn de prefabricados de hormigïn segïn la reivindicaciïn 2 caracterizado porque las distancias entre los pares de puntos situado cada punto de un par de puntos en uno de los tapes (1) son tales que los tapes (1) quedan situados sustancialmente paralelos entre sï.
4. Molde para la fabricaciïn de prefabricados de hormigïn segïn la reivindicaciïn 3 caracterizado porque los medios de posicionado (8, 9, 10, 11, 12) estïn configurados para determinar la distancia entre los planos definidos por los tapes (1) .
5. Molde para la fabricaciïn de prefabricados de hormigïn segïn cualquiera de las reivindicaciones anteriores caracterizado porque existe una holgura entre tapes (1) , y base (2) y contramolde (4) .
6. Molde para la fabricaciïn de prefabricados de hormigïn segïn cualquiera de las reivindicaciones anteriores caracterizado porque los tapes (1) presentan unas primeras protrusiones (15) que se extienden fuera de la cavidad del molde en direcciïn sustancialmente longitudinal del prefabricado y unas segundas protrusiones (16) unidas a las primeras protrusiones
(15) que se extienden en direcciïn sustancialmente paralela a los tapes (1) .
7. Molde para la fabricaciïn de prefabricados de hormigïn segïn reivindicaciïn 6 caracterizado porque los medios de posicionado (8, 10, 11, 12) se alojan en unos alojamientos
(17) presentes en las segundas protrusiones (16) de los tapes (1) .
8. Molde para la fabricaciïn de prefabricados de hormigïn segïn reivindicaciïn 7 caracterizado porque los alojamientos (17) presentes en las segundas protrusiones (16) de los tapes (1) consisten en unos ranurados que adoptan una direcciïn sustancialmente vertical durante la fabricaciïn del prefabricado.
9. Molde para la fabricaciïn de prefabricados de hormigïn segïn cualquiera de las reivindicaciones anteriores caracterizado porque los medios de posicionado comprenden unas vigas (11) con unos pernos roscados (12) en sus extremos para el roscado de unas tuercas de fijaciïn (9) .
10. Molde para la fabricaciïn de prefabricados de hormigïn segïn reivindicaciïn 9 caracterizado porque los medios de posicionado comprenden al menos tres vigas (11) que conectan los tapes (1) entre sï determinando la posiciïn entre tres puntos no alineados de cada uno de dichos tapes (1) .
11. Molde para la fabricaciïn de prefabricados de hormigïn segïn cualquiera de las reivindicaciones 1 a 8 caracterizado porque los medios de posicionado comprenden unas barras (8) y unas tuercas de fijaciïn (9) roscadas en sus extremos (10) .
12. Molde para la fabricaciïn de prefabricados de hormigïn segïn reivindicaciïn 11 caracterizado al menos una de las barras (8) de los medios de posicionado se encuentra dispuesta parcialmente en el interior de la cavidad del molde.
13. Molde para la fabricaciïn de prefabricados de hormigïn segïn reivindicaciïn 5 caracterizado porque comprende al menos una junta (14) dispuesta adyacente al contorno (3, 5) de los tapes (1) que estï comprendida en el espacio definido por la holgura.
14. Molde para la fabricaciïn de prefabricados de hormigïn segïn cualquiera de las reivindicaciones anteriores caracterizado porque el contramolde (4) comprende ademïs unos primeros elementos de apoyo (18) configurados para que al retirar el contramolde (4) , los primeros elementos de apoyo (18) sean contactables con al menos parte de los medios de posicionado (8, 9, 10, 11, 12) y se retiren del molde junto con el contramolde (4) .
15. Molde para la fabricaciïn de prefabricados de hormigïn segïn cualquiera de las reivindicaciones anteriores caracterizado porque la base (2) comprende ademïs unos segundos elementos de apoyo (19) configurados para recibir parte de los medios de posicionado (8, 11) cuando ïstos no estïn fijados a los tapes (1) .
16. Procedimiento de fabricaciïn que hace uso del molde para la fabricaciïn de prefabricado de hormigïn de cualquiera de las reivindicaciones anteriores caracterizado porque comprende las etapas de
- colocaciïn de unos tapes (1) sobre una base (2) del molde,
- colocaciïn de un contramolde (4) sobre el conjunto formado por la base (2) y los tapes (1) ,
- colocaciïn y fijaciïn de unos medios de posicionado (8, 9, 10, 11, 12) de los tapes (1) , y
- vertido del hormigïn (7) .
17. Procedimiento de fabricaciïn segïn la reivindicaciïn 16 caracterizado porque en la tercera etapa se determinan las distancias entre varios pares de puntos estando cada punto de un par de puntos en uno de los tapes (1) .
18. Procedimiento de fabricaciïn segïn la reivindicaciïn 17 caracterizado porque en la tercera etapa la fijaciïn de los medios de posicionado (8, 9, 10, 11, 12) se realiza de manera que las distancias entre los pares de puntos situado cada punto de un par de puntos en uno de los tapes (1) , son tales que los tapes (1) quedan sustancialmente paralelos entre sï.
19. Procedimiento de fabricaciïn segïn la reivindicaciïn 18 caracterizado porque en la tercera etapa se determina la distancia entre los planos definidos por los tapes (1) .
20. Procedimiento de fabricaciïn segïn reivindicaciïn 16 caracterizado porque en la segunda etapa se colocan ademïs parte de los medios de posicionado (8, 9, 10, 11, 12) .
21. Procedimiento de fabricaciïn segïn reivindicaciïn 16 caracterizado porque comprende adicionalmente las etapas de
- desmontaje de los medios de posicionado (9, 10, 12) ,
-. retirada del contramolde (4) -. retirada de los tapes, y -. desmoldeo del prefabricado de hormigïn o dovela,
despuïs de la etapa de vertido del hormigïn (7) .
1.
22. Prefabricado de hormigïn caracterizado porque estï fabricado con un molde segïn una cualquiera de las reivindicaciones 1 a 15
23. Prefabricado de hormigïn segïn reivindicaciïn 22 caracterizado porque al menos uno de los 15 tapes (1) del molde forma parte integrante del prefabricado una vez que este se desmoldea, actuando como brida o refuerzo del mismo.
24. Aerogenerador que comprende una torre que comprende al menos dos secciones de hormigïn caracterizado porque al menos una de las secciones de hormigïn comprende al menos un 20 prefabricado de hormigïn segïn cualquiera de las reivindicaciones 22 ï 23.
OFICINA ESPAïOLA DE PATENTES Y MARCAS
N.ï solicitud: 201232051
ESPAïA
Fecha de presentaciïn de la solicitud: 27.12.2012
Fecha de prioridad:
INFORME SOBRE EL ESTADO DE LA TECNICA
51 Int. Cl. : B28B7/04 (2006.01) E04H12/12 (2006.01)
DOCUMENTOS RELEVANTES
Categorïa 56 Documentos citados Reivindicaciones afectadas
A FR 2581923 A1 (ALSKANOR CONST MAISONS IND) 21.11.1986, 1, 16
pïginas 1-2; figuras 1-2.
A WO 2009099360 A1 (ERICSSON TELEFON AB L M et al.) 13.08.2009, 1, 16
pïgina 19; figuras 10a, 10b.
A JP H0216006 A (TSUZUKI JUNICHI) 19.01.1990, 1, 16
figuras & resumen de la base de datos EPODOC. Recuperado en EPOQUE; AN-JP-16754088-A.
A ES 2049623 A2 (SOC D TUYAUX BONNA) 16.04.1994, 1, 16
pïginas 4-5; figuras 1-3.
A ES 2371960 A1 (INNEO TORRES S L) 12.01.2012, 1, 16
reivindicaciïn 1; figuras 1-2.
Categorïa de los documentos citados X: de particular relevancia Y: de particular relevancia combinado con otro/s de la misma categorïa A: refleja el estado de la tïcnica O: referido a divulgaciïn no escrita P: publicado entre la fecha de prioridad y la de presentaciïn de la solicitud E: documento anterior, pero publicado despuïs de la fecha de presentaciïn de la solicitud
El presente informe ha sido realizado • para todas las reivindicaciones • para las reivindicaciones nï:
Fecha de realizaciïn del informe 03.12.2013 Examinador J. Hernïndez Cerdïn Pïgina 1/4
INFORME DEL ESTADO DE LA TïCNICA
Nï de solicitud: 201232051
Documentaciïn mïnima buscada (sistema de clasificaciïn seguido de los sïmbolos de clasificaciïn) B28B, E04H Bases de datos electrïnicas consultadas durante la bïsqueda (nombre de la base de datos y, si es posible, tïrminos de bïsqueda utilizados) INVENES, EPODOC
Informe del Estado de la Tïcnica Pïgina 2/4
OPINIïN ESCRITA
Nï de solicitud: 201232051
Fecha de Realizaciïn de la Opiniïn Escrita: 03.12.2013
Declaraciïn
Novedad (Art. 6.1 LP 11/1986) Reivindicaciones Reivindicaciones 1-24 SI NO
Actividad inventiva (Art. 8.1 LP11/1986) Reivindicaciones Reivindicaciones 1-24 SI NO
Se considera que la solicitud cumple con el requisito de aplicaciïn industrial. Este requisito fue evaluado durante la fase de examen formal y tïcnico de la solicitud (Artïculo 31.2 Ley 11/1986) .
Base de la Opiniïn.
La presente opiniïn se ha realizado sobre la base de la solicitud de patente tal y como se publica.
Informe del Estado de la Tïcnica Pïgina 3/4
OPINIïN ESCRITA
Nï de solicitud: 201232051
1. Documentos considerados.
A continuaciïn se relacionan los documentos pertenecientes al estado de la tïcnica tomados en consideraciïn para la realizaciïn de esta opiniïn.
Documento Nïmero Publicaciïn o Identificaciïn Fecha Publicaciïn
D01 FR 2581923 A1 (ALSKANOR CONST MAISONS IND) 21.11.1986
D02 WO 2009099360 A1 (ERICSSON TELEFON AB L M et al.) 13.08.2009
D03 JP H0216006 A (TSUZUKI JUNICHI) 19.01.1990
D04 ES 2049623 A2 (SOC D TUYAUX BONNA) 16.04.1994
D05 ES 2371960 A1 (INNEO TORRES S L) 12.01.2012
2. Declaraciïn motivada segïn los artïculos 29.6 y 29.7 del Reglamento de ejecuciïn de la Ley 11/1986, de 20 de marzo, de Patentes sobre la novedad y la actividad inventiva; citas y explicaciones en apoyo de esta declaraciïn La invenciïn describe en sus reivindicaciones 1 y 16 un molde para la fabricaciïn de prefabricados de hormigïn y procedimiento que hace uso de dicho molde que comprende una base (2) , un contramolde (4) y al menos dos tapes (1) que definen una cavidad del molde, donde los tapes (1) definirïn unos flancos del prefabricado de hormigïn que quedarï conformado en la cavidad del molde, y donde los tapes (1) estïn dispuestos entre la base (2) y el contramolde (4) , estando una primera parte (3) del contorno de los tapes (1) enfrentada con la base (2) y una segunda parte (5) del contorno de los tapes (1) enfrentada con el contramolde (4) caracterizado porque comprende ademïs unos medios de posicionado (8, 9, 10, 11, 12) que estïn desvinculados de la base (2) y el contramolde (4) para referenciar entre sï los tapes (1) durante la fabricaciïn del prefabricado.
El procedimiento de fabricaciïn comprende las etapas de: colocaciïn de unos tapes (1) sobre una base (2) del molde, colocaciïn de un contramolde (4) sobre el conjunto formado por la base (2) y los tapes (1) , colocaciïn y fijaciïn de unos medios de posicionado (8, 9, 10, 11, 12) de los tapes (1) , y vertido del hormigïn (7) .
Los documentos D01 y D02 muestran moldes y procedimientos respectivos de fabricaciïn de prefabricados de hormigïn en el que puede ser variada la posiciïn relativa de los flancos que delimitan el contorno del molde. Dichos medios de posicionado no estïn desvinculados de la base y el contramolde tal como se observa en elemento en la figura 1 y 2 del documento D01. En el documento D02, ademïs se tratarï de un moldeo centrifugo en el cual se elaboran piezas de hormigïn armado, cuyos elementos interiores pueden ser regulados de acuerdo a como se muestran en las figuras 10a y 10b. En ambos documentos no se detectan aberturas especiales que permitan llevar a cabo el vertido del hormigïn en el interior del molde.
Los documentos D03-D05 describen procedimiento de fabricaciïn de dovelas prefabricadas de hormigïn que comprenden caras curvadas cilïndricas, siendo colada cada dovela en un molde que comprende un fondo, cuatro paredes y una abertura superior de colada. Los documentos describen tambiïn las dovelas finalizadas realizadas con la ejecuciïn de los respectivos procedimientos. En el documento D04 la dovela es encofrada directamente sobre dos paredes laterales del molde a las cuales se da una curvatura correspondiente y, al final de la colada, se coloca en la abertura de colada por lo menos una placa que se mantiene, durante la colada, en una posiciïn determinada con relaciïn al molde, de manera que dicha placa asï empotrada forme despuïs del desmoldeo una placa de distribuciïn que materializa un plano de apoyo de referencia que respeta la geometrïa a dar a la dovela . El documento D05 contempla la fabricaciïn de este tipo de dovelas para la aplicaciïn al caso concreto de la construcciïn de torres de refrigeraciïn de aerogenadores. No se detalla en ninguno de los documentos D03-D05 mecanismos de regulaciïn del posicionado tal y como se reivindican en la invenciïn.
En ninguno de los documentos D01-D05 las caracterïsticas tïcnicas son tan relevantes como para anticipar los aspectos tïcnicos reivindicados por la invenciïn estudiada; se citan ïnicamente a efectos ilustrativos del Estado de la Tïcnica.
Asï pues, la invenciïn reivindicada implica un efecto mejorado comparado con el estado de la tïcnica anterior. Ademïs, no se considera obvio que un experto en la materia obtenga la invenciïn a partir de los documentos mencionados. Por tanto la invenciïn es nueva (Art. 6.1 LP11/86) y tiene actividad inventiva (Art. 8.1 LP11/86) .
Informe del Estado de la Tïcnica Pïgina 4/4
Patentes similares o relacionadas:
TORRE, del 27 de Abril de 2020, de In Wind Energy Solutions, S.L: 1. Torre que comprende un primer tramo de hormigón, caracterizada por que el primer tramo comprende una geometría con una pluralidad de primeras caras […]
Disposición con una cimentación de hormigón y una torre y procedimiento para erigir una torre, del 1 de Abril de 2020, de Wobben Properties GmbH: Disposición con una cimentación de hormigón y una torre para portar una góndola de una instalación de energía eólica , donde la torre comprende un número […]
TORRE EÓLICA, del 19 de Febrero de 2020, de NORDEX ENERGY SPAIN, S.A.U: 1. Torre eólica que comprende un tramo de hormigón (4') que a su vez comprende al menos dos secciones , una primera sección troncocónica con una primera generatriz […]
POSTE PREFABRICADO DE HORMIGÓN, del 2 de Octubre de 2019, de STRUCTURAL CONCRETE & STEEL, S.L.: Poste prefabricado de hormigón, especialmente de gran altura, para el soporte de estructuras, que comprende una o más secciones prefabricadas de hormigón, unidas entre sí en […]
Módulo de limitación de vibraciones y dispositivo, segmento de construcción para un dispositivo de construcción e instalación de energía eólica con un módulo de limitación de vibraciones, del 21 de Agosto de 2019, de Wobben Properties GmbH: Módulo reductor de vibraciones, que presenta: - una estructura portante , - un sistema pendular con una masa de péndulo y con un […]
 Torre híbrida de hormigón-material compuesto para una turbina eólica, del 31 de Julio de 2019, de UNIVERSITY OF MAINE SYSTEM BOARD OF TRUSTEES: Una torre de turbina eólica que comprende:
una pluralidad de secciones (12a-12e) de torre axialmente alineadas y conectadas entre sí;
cada sección (12a-12e) de […]
Torre híbrida de hormigón-material compuesto para una turbina eólica, del 31 de Julio de 2019, de UNIVERSITY OF MAINE SYSTEM BOARD OF TRUSTEES: Una torre de turbina eólica que comprende:
una pluralidad de secciones (12a-12e) de torre axialmente alineadas y conectadas entre sí;
cada sección (12a-12e) de […]
Estructura y procedimiento de montaje de torres de hormigón para aerogeneradores, del 5 de Julio de 2019, de Nordex Towers Spain, S.L: Procedimiento para el montaje de torres de hormigón usadas en aerogeneradores en un parque eólico, donde cada torre comprende al menos dos […]
Sistema de unión de una góndola con la torre de hormigón de un aerogenerador, del 4 de Julio de 2019, de NORDEX ENERGY SPAIN, S.A.U: Sistema de unión de una góndola con la torre de un aerogenerador , donde la torre está formada por una sección […]