Molde de inyección directa al corte.
1. Molde de inyección directa al corte, de los que están formados por una horma y el molde para fabricación de calzado por el procedimiento de inyección que se caracteriza porque el molde está formado por cinco piezas,
dos que forman el portamoldes cuyos extremos son cóncavos, dos que forman las pinzas que se alojan sobre el portamoldes cuyos extremos son convexos para adaptarse a la concavidad del portamoldes y el perímetro superior es convexo para ajustarse al corte introducido en la horma y una pieza que es el macho que reproduce la planta de un pie humano en su forma.
Tipo: Modelo de Utilidad. Resumen de patente/invención. Número de Solicitud: U201400433.
Solicitante: MOLDES AVE S.L.
Nacionalidad solicitante: España.
Inventor/es: SAEZ SEMPERE,José Javier.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A43D35/00 NECESIDADES CORRIENTES DE LA VIDA. › A43 CALZADOS. › A43D MAQUINAS, HERRAMIENTAS, EQUIPOS O PROCEDIMIENTOS PARA LA FABRICACION O LA REPARACION DEL CALZADO (costura D05B). › Prensas para conformado de suelas monobloc, bajos de calzado o suelas unidas a los bajos de calzado (encolado de las suelas a la base del calzado A43D 25/06).
Descripción:
MOLDE DE INYECCION DIRECTA AL CORTE
La presente invención, según se expresa en el enunciado de esta memoria descriptiva, se refiere a un molde de los utilizados en la fabricación de calzado por el sistema de inyección de la suela directa al corte.
ANTECEDENTES DE LA INVENCIÓN
Los moldes de sistema de inyección directa al corte son sobradamente conocidos en la industria del calzado. Básicamente este tipo de moldes se compone de tres piezas el contra molde que es una horma sobre la que se introduce el corte y el molde formado por dos piezas que se pueden abrir una vez realizada la inyección para liberar el zapato, en este tipo de moldes el molde y el portamoldes están realizados en una sola pieza, normalmente se fabrican por fundición en aluminio y posteriormente se mecanizan en un torno.
Esta invención ofrece una serie de diferencias que ofrecen ventajas sobre los moldes tradicionales, el molde está formado no solo por tres piezas sino por seis piezas que se ensamblan entre sí.
DESCRIPCION DE LA INVENCIÓN
El molde de inyección directa al corte que se describe en esta invención, está formado por:
(1) La horma fabricada por mecanizado en aluminio laminado sobre la que se introduce el corte.
(2) El porta molde formado por dos piezas sobre la que se alojarán las pinzas y el macho, fijándose el porta moldes a la máquina de inyección.
(3) Las pinzas formadas por dos piezas que se alojan sobre el porta moldes.
(4) El macho que se introduce entre las dos pinzas, esta pieza es la responsable del grabado de la suela.
La horma al igual que las tradicionales reproduce la forma de un pie sobre la que se introduce el corte sobre el que se inyectará la suela, la horma queda fijada a la máquina de inyectar en la posición ajustada.
El porta moldes está construido por dos piezas que se fijan a la bancada de la máquina de inyección manteniendo de esta forma la posición ajustada respecto de la horma siendo las pinzas y el macho intercambiables sin que la realización de estos cambios altere el ajuste. El porta moldes presenta una forma de U, la curvatura de los extremos facilita el encaje y posición de las pinzas que se alojan sobre él, en su extremo posterior presenta un orificio para la entrada del material inyectado.
Las pinzas son dos piezas que unidas reproducen el contorno de una suela y se alojan sobre el porta moldes los extremos forman una curvatura que coincide con las del porta moldes para su perfecto encaje en su extremo posterior ambas piezas presentan una acanaladura que al unirse las piezas forman un orificio que coincide con el del porta moldes para la entrada del material inyectado.
El macho es una pieza con forma de suela y con el grabado que se reproducirá en las suelas inyectadas que se introduce entre las pinzas, en la parte posterior presenta un orificio que coincide con el del porta moldes y pinzas y que distribuye el material inyectado en diferentes puntos.
Con este conjunto de piezas intercambiables se consigue a diferencia de los moldes tradicionales en los que el porta moldes, pinzas y macho están realizados en dos bloques de aluminio, poder sustituir con facilidad las pinzas y el macho sin necesidad de ajustes posteriores ya que la posición a la máquina y respecto de la horma está fijada por el porta moldes.
Cambiar el diseño de grabado de la suela por sustitución del macho aprovechando el resto de elementos.
Realizar inyecciones de suelas de diferente grosor aprovechando la misma horma, sustituyendo las pinzas que son las que determinan la altura o grosor de las suelas mediante el reborde de las mismas que cierran sobre el corte. Sustituir cualquier elemento por rotura o desgaste del mismo sin desechar el molde completo.
BREVE DESCRIPCION DE LOS DIBUJOS
Para la mejor comprensión de cuanto queda descrito en la presente memoria, se acompaña una representación del molde de inyección directa al corte.
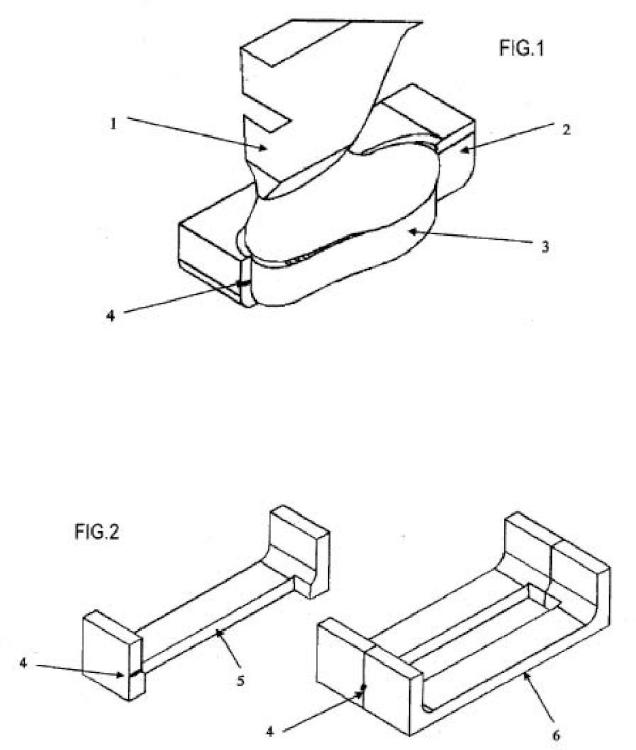
En la figura 1, se representa una sección donde se observa (1) la horma, (2) pinza, (3) macho y (4) orificio de inyección.
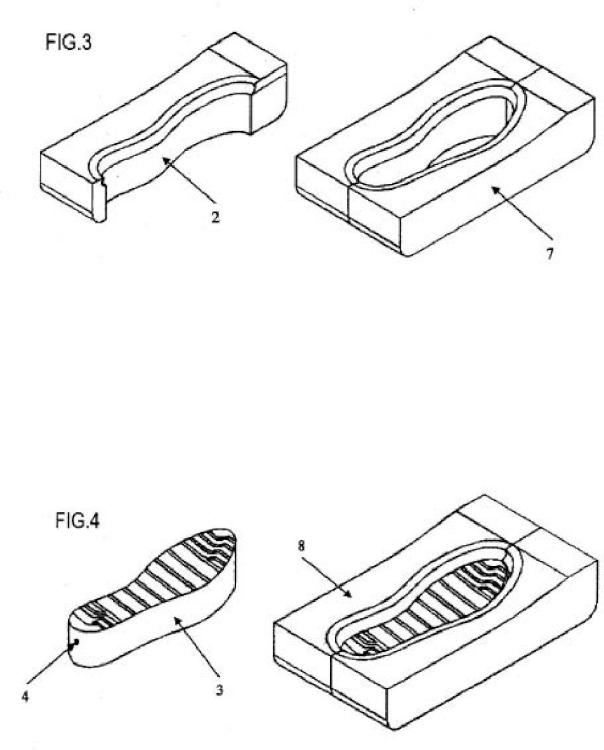
En la figura 2, se representa una de las piezas del porta moldes (5) y su representación completa (6), con indicación del orificio de inyección (4).
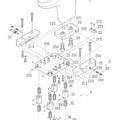
En la figura 3, se representa una de las piezas de las pinzas (2) y su representación completa (7).
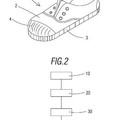
En la figura 4 se representa el macho (3) y su posición dentro de las pinzas (8) con detalle del orificio de inyección (4)
DESCRIPCION DE UNA REALIZACION PREFERIDA Las cinco piezas que componen el molde de inyección directa al corte, están fabricadas en aluminio laminado y posteriormente son torneadas en un centro de mecanización vertical con control numérico, de esta forma se adquieren piezas más resistentes que las fabricadas en fundición.
La horma reproduce la forma de un pie humano y será el contra molde que para la inyección se revestirá con el corte del zapato.
El porta molde se realiza en dos piezas según se observa en la figura 2, los extremos presentan una forma cóncava sobre la que se colocaran las pinzas y el macho.
Las pinzas formadas por dos piezas cuyos extremos convexos se alojan sobre el porta moldes el perímetro superior de las pinzas presenta una concavidad que se ajusta al corte introducido en la horma reteniendo de esta forma el material plástico inyectado a la altura deseada.
El macho formado por una sola pieza se introduce entre las dos pinzas, esta pieza es la responsable del grabado o dibujo de la suela, así como de su grosor.
Reivindicaciones:
1. Molde de inyección directa al corte, de los que están formados por una horma y el molde para fabricación de calzado por el procedimiento de inyección que se caracteriza porque el molde está formado por cinco piezas, dos que forman el portamoldes cuyos extremos son cóncavos, dos que forman las pinzas que se alojan sobre el portamoldes cuyos extremos son convexos para adaptarse a la concavidad del portamoldes y el perímetro superior es convexo para ajustarse al corte introducido en la horma y una pieza que es el macho que reproduce la planta de un pie humano en su forma.
Patentes similares o relacionadas:
PROCESO DE FABRICACIÓN DE PISOS PARA CALZADO CON CERCO Y PISO OBTENIDO, del 24 de Julio de 2019, de AZORIN SORIANO, Jose Manuel: 1. Proceso de fabricación de pisos para calzado con cerco, en particular pisos , vulcanizados o moldeados, que cuentan con un cerco (c) perimetral que queda más elevado […]
PROCESO DE FABRICACIÓN DE PISOS PARA CALZADO CON CERCO Y PISO OBTENIDO, del 8 de Marzo de 2019, de AZORIN SORIANO, Jose Manuel: Proceso de fabricación de pisos para calzado con cerco y piso obtenido, que comprende: unir una tira y un bloque , donde la tira tiene una altura […]
CALZADO, del 4 de Enero de 2018, de POLO GUILLEN, Manuel: Un calzado que comprende un piso de fibra textil, un corte unido al piso y una plantilla que se ubica en correspondencia con una cara […]
MÉTODO DE FABRICACIÓN DE CALZADO, del 10 de Septiembre de 2014, de VULCANIZADOS RODGAR, S.L: Método de fabricación de calzado. Se describe un método de obtención de un piso y una planta de calzado que presentan una conformación monolítica en la que ambos elementos […]
 Mejora estructural para elementos de fabricación de calzado convenientemente reemplazable y ajustable, del 20 de Marzo de 2014, de CHEN,MING-TE: Un conjunto de molde para calzado incluye un molde, un bloque móvil y una unidad de ajuste. El molde está conectado al bloque móvil, y ambos pueden deslizar entre […]
Mejora estructural para elementos de fabricación de calzado convenientemente reemplazable y ajustable, del 20 de Marzo de 2014, de CHEN,MING-TE: Un conjunto de molde para calzado incluye un molde, un bloque móvil y una unidad de ajuste. El molde está conectado al bloque móvil, y ambos pueden deslizar entre […]
 PROCEDIMIENTO DE FABRICACIÓN DE CALZADO, del 22 de Octubre de 2012, de LEÓN MARTÍNEZ-LOSA, María: Procedimiento de fabricación de calzado, en el que el calzado está provisto de un cuerpo principal, una suela inferior y una puntera delantera de material de caucho […]
PROCEDIMIENTO DE FABRICACIÓN DE CALZADO, del 22 de Octubre de 2012, de LEÓN MARTÍNEZ-LOSA, María: Procedimiento de fabricación de calzado, en el que el calzado está provisto de un cuerpo principal, una suela inferior y una puntera delantera de material de caucho […]
MÁQUINA DIGITALIZADORA TRIDIMENSIONAL POR CONTACTO, del 20 de Abril de 2012, de LEDESMA LATORRE,SANTIAGO: Se describe una máquina digitalizadora tridimensional para reproducir la geometría de un objeto soportado en un eje giratorio extendido según la dirección longitudinal […]