Método de micromecanizado de superficies esculpidas con herramientas monofilo.
Método de micromecanizado de piezas esculpidas, basado en la utilización de herramientas monofilo para arranque de viruta que sigan una trayectoria tridimensional controlada por ordenador y en el que el sistema de control de la máquina sincroniza la orientación de la herramienta con sus movimientos de traslación para asegurar la interpolación entre los ejes de rotación y de traslación de manera que los ángulos de corte,
los ángulos de desprendimiento, de posición y de inclinación se mantengan constantes a lo largo de cada pasada de mecanizado.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201331781.
Solicitante: UNIVERSIDAD POLITECNICA DE MADRID.
Nacionalidad solicitante: España.
Inventor/es: VIZAN IDOIPE, ANTONIO, HERNANDEZ MATIAS,JUAN CARLOS, PÉREZ GARCÍA,Jesús María, MÁRQUEZ SEVILLANO,Juan De Juanes.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- G05B19/4099 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › Mecanizado de superficie o de curva, fabricación de objetos en tres dimensiones (3D), p. ej. fabricación asistida por computador.
Fragmento de la descripción:
Método de micromecanizado de superficies esculpidas con herramientas monofilo Sector técnico
La invención se circunscribe al campo de la tecnología mecánica relacionado con las máquinas-herramientas usadas en procesos de micromecanizado.
Antecedentes de la invención
En el estado actual de la técnica, el micromecanizado de piezas esculpidas se realiza en máquinas controladas por control numérico multieje en donde se utilizan, en exclusiva, herramientas multifilo que se desplazan siguiendo una trayectoria calculada por el control numérico que incorpora la máquina en base a la geometría de la pieza que se desea mecanizar.
El micromecanizado multieje es un proceso de micromecanizado donde herramientas controladas por un control numérico se mueven con 3 o más grados de libertad para producir piezas de metal u otros materiales con magnitudes características inferiores a 10 pm por medio de herramientas multifilo de diámetros de hasta 50 pm encargadas del arranque de material en forma de viruta. Actualmente hay una gran cantidad de sistemas de software CAM (fabricación asistida por computadora) capaces de soportar el mecanizado multieje, y por tanto, el control correcto de la trayectoria de la herramienta multifilo.
En otro ámbito de aplicación, el uso de las herramientas monofilo se ha circunscrito exclusivamente al mecanizado de piezas en máquinas tipo torno para formas de revolución, o más rara vez de tipo limadora para realizar determinadas formas planas. Las herramientas monofilos son herramientas de corte que poseen una parte cortante (o elemento productor de viruta) y un cuerpo. En el caso del torno, se hace girar la pieza a mecanizar sujeta en el cabezal mientras una o varias herramientas de corte son empujadas en un movimiento regulado de avance contra la superficie de la pieza, originando la viruta de acuerdo con unas condiciones tecnológicas de mecanizado adecuadas. En el caso de la limadora mecánica, el mecanizado de piezas se produce por arranque de viruta, mediante el movimiento lineal recto alternativo de la herramienta o movimiento de corte. La mesa que sujeta la pieza a mecanizar realiza un movimiento de avance transversal, que es intermitente para realizar determinados trabajos sencillos, como la generación de una superficie plana o de ranuras
equidistantes. Asimismo, también es posible desplazar verticalmente la herramienta o la mesa, manual o automáticamente, para aumentar la profundidad de pasada. La limadora mecánica permite el mecanizado de piezas sencillas con dimensiones normalmente inferiores a 600 mm. Por su baja productividad y la limitación en cuanto a la posibilidad de realizar piezas esculpidas, la limadora es una máquina que se ha dejado de utilizar.
Actualmente, están cobrando mucha importancia los procesos de micromecanizado que permitan mecanizar piezas de precisión de pequeño tamaño. Los documentos EP2150863 A1, EP2150863 B1 o US5547135 (A) se refieren a reivindicaciones de distintos sistemas orientados al micromecanizado y en todos ellos, se utilizan herramientas multifilo y el método de control de las máquinas está relacionado con el tipo de trayectorias que son necesarias para este tipo de herramientas. En estos casos, el pequeño tamaño y magnitud de las relaciones dimensionales entre la pieza a mecanizar, la herramienta multifilo y la viruta generada hace que el acabado superficial se vea afectado muy negativamente debido a la distinta posición de la punta de cada uno de los filos según se desplaza la herramienta en su trayectoria tridimensional. Por otro lado el hecho de disponer de varios filos en la herramienta hace que constructivamente cada uno de ellos tenga dimensiones distintas y que su colocación en el husillo de lugar a desgastes mayores, se eleve el riesgo de roturas y se obtengan peores acabados.
Descripción de la invención
El objetivo de la invención es crear una solución nueva y conveniente, que pueda realizar de forma simple, económica y con alta calidad el micromecanizado de superficies esculpidas mediante una herramienta monofilo que se desplace en una trayectoria tridimensional.
El objetivo de la invención es crear una solución nueva y conveniente, que pueda realizar de forma simple, económica y con alta calidad el micromecanizado de superficies esculpidas mediante una herramienta monofilo que se desplace en una trayectoria tridimensional.
Este objetivo se consigue según la invención mediante un método con las características de la reivindicación 1. En las reivindicaciones secundarias aparecen particularizaciones de este.
Se propone un método de micromecanizado de superficies esculpidas, denominado microlimado. El método parte de la utilización de herramientas monofilo con movimiento lineal que sigan una trayectoria tridimensional controlada por un sistema de control
programable para poder generar cualquier superficie compleja mediante arranque de viruta de sección micrométrica.
El método propuesto comprende las siguientes fases:
a) A partir de la superficie final que se desea obtener se determinan las trayectorias sucesivas que debe realizar la punta de la herramienta monofilo, que irán conformando las pasadas de la herramienta en las condiciones de micromecanizado comprendidas en un rango de profundidad de 0,1 mm a 0,01 mm y un rango de ancho de corte de 0,05 mm a 0,003 mm.
c) Para cada trayectoria se calculan las coordenadas ortogonales de los puntos de posicionamiento de la punta de herramienta y las componentes del vector perpendicular a la superficie en estos puntos
d) Se calculan los ángulos de la máquina a partir de las componentes del vector perpendicular a la superficie
e) Se orienta el eje de la herramienta en el espacio con el sistema de control de la máquina de manera que el plano de referencia de la herramienta quede siempre perpendicular a la tangente de la trayectoria de la herramienta y el plano de retroceso de la propia herramienta quede orientado de acuerdo con la cinemática de la máquina o del ángulo de posición de la herramienta.
f) Se sincroniza la orientación de la herramienta, con el sistema de control de la máquina, con los movimientos de traslación de la herramienta para asegurar la interpolación entre los ejes de rotación y de traslación de manera que los ángulos de corte, los ángulos de desprendimiento, de posición y de inclinación se mantengan constantes a lo largo de cada pasada de mecanizado.
El método de mecanizado descrito es un proceso de mecanizado en el que los movimientos de desplazamiento que realiza la herramienta pueden ser ejecutados en cualquier dirección en el espacio y de acuerdo con trayectorias analíticas: rectas, círculos, hélices, splines, curvas paramétricas, etc. o por conjuntos de puntos. La característica principal y distintiva del método propuesto es que la orientación de la herramienta y por lo tanto de su superficie de desprendimiento quede siempre situada relativamente de igual forma lo que se consigue
mediante la sincronización entre la orientación de la herramienta y sus movimientos de traslación. Con el método descrito se consigue que los ángulos de corte, ángulos de desprendimiento, de posición y de inclinación se mantengan constantes a lo largo de cada pasada de mecanizado.
Se ha verificado que con el método de microlimado propuesto se eliminan los efectos cresta de la entrada rotatoria y sucesiva de las superficies de corte de la herramientas multifilo sobre el acabado superficial de la pieza a mecanizar, ya que en el método propuesto la punta de la herramienta está localizada en un solo punto. También es posible utilizar herramientas más sencillas y por lo tanto más baratas. La sección de viruta del microlimado que se genera es semejante a la que se tiene en otros procesos con herramientas monofilo, donde la profundidad es normalmente mayor que el ancho de corte. La relación más adecuada entre estas variables es las que les sitúa entre 3 y 10 veces mayor aquella con respecto a esta última.
La forma de aplicar industrialmente el sistema descrito se desprende de la propia descripción del mismo. No obstante se destaca como más relevante su aplicabilidad en la industria relacionada con automoción y transporte, tecnologías de información y telecomunicaciones, salud y biotecnologías e instrumentación y sensores.
Breve descripción de los dibujos
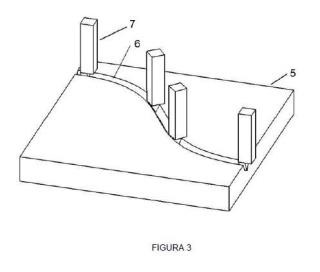
Para complementar la descripción que se está realizando y con objeto de ayudar a una mejor comprensión de las características de la invención, de acuerdo con un ejemplo preferente de realización práctica de la misma, se acompaña como parte integrante de dicha descripción, un juego de dibujos en donde con carácter ilustrativo y no limitativo, se ha representado...
Reivindicaciones:
1. Método de micromecanizado de superficies esculpidas caracterizado porque el proceso de mecanizado por arranque de viruta se realiza utilizando herramientas monofilo con movimiento en el espacio que sigan una trayectoria tridimensional dirigida por un control programable., dicho movimiento comprende las etapas de:
1.1. se determina la trayectoria a seguir por la punta de la herramienta monófilo, caracterizada por las coordenadas ortogonales de los puntos de posicionamiento de la punta de herramienta y las componentes del vector perpendicular a la superficie de los puntos;
1.2. se orienta el eje de la máquina;
1.3. se ajusta el punto de inicio caracterizado por calcular los ángulos de orientación del cabezal de la máquina a partir del vector perpendicular a la superficie de la pieza;
1.4. se sincroniza la orientación de la herramienta;
1.5. la entrada de la herramienta en la pieza se hace de forma progresiva.
2. Método según reivindicación 1 donde las trayectorias irán conformando las pasadas comprendidas en un rango de profundidad de 0,1 mm a 0,01 mm y un rango de ancho de corte de 0,05 mm a 0,003 mm.
3. Método según reivindicación 1 donde los ángulos de la máquina se obtienen a partir de las componentes del vector perpendicular a la superficie.
4. Método según reivindicación 1 donde el plano de referencia de la herramienta se sitúa perpendicular a la tangente de la trayectoria de la herramienta y el plano de retroceso de la propia herramienta se orienta de acuerdo con la cinemática de la máquina o del ángulo de posición de la herramienta.
5. Método de micromecanizado de superficies esculpidas según la reivindicación 1 caracterizado porque el sistema de control de la máquina sincroniza la orientación de la herramienta con los movimientos de traslación de la herramienta para asegurar la interpolación entre los ejes de rotación y de traslación.
6. Método de micromecanizado de superficies esculpidas según las reivindicaciones anteriores caracterizado porque el sistema de control de la máquina sincroniza los movimientos de los ejes para mantener constantes a lo largo de cada pasada de
mecanizado los ángulos de corte, los ángulos de desprendimiento, de posición y de inclinación
7. Uso del método de micromecanizado de superficies esculpidas con herramientas 5 monofilo para arranque de viruta
Patentes similares o relacionadas:
Sistema y estación de trabajo para el diseño, fabricación y ensamblaje de construcciones de biomaterial, del 4 de Diciembre de 2019, de Advanced Solutions Life Sciences, LLC: Un sistema de bioensamblaje que comprende un componente de modelado de tejidos y un componente de estación de trabajo de bioensamblado robótico, […]
Método y máquina para preparar plantillas, del 4 de Diciembre de 2019, de To-a-T IP B.V: Método de preparación de una plantilla para un pie insertado en el calzado mediante: - insertar el pie en el calzado; - posicionar […]
Trazado de trayectorias de herramienta de haz para contornos compuestos 3D utilizando superficies de trayectoria de mecanizado para mantener una sola representación sólida de objetos, del 13 de Noviembre de 2019, de FLOW INTERNATIONAL CORPORATION: Un método de operación en un sistema CAM de fabricación asistida por ordenador para representar una trayectoria de mecanizado de un […]
Método, dispositivo de impresión y sistema para imprimir un objeto tridimensional, del 29 de Octubre de 2019, de Thales Dis France SA: Un método para imprimir un objeto tridimensional, que comprende un dispositivo de impresión, como primer dispositivo, o un segundo dispositivo […]
Procedimiento de fabricación de un sistema de conductos, del 19 de Junio de 2019, de BAE SYSTEMS PLC: Un procedimiento de producción de un sistema de conductos para su uso a bordo de una aeronave, comprendiendo el procedimiento: identificar […]
Laminado y/o texturizado para impresión tridimensional, del 19 de Junio de 2019, de Stratasys Ltd: Un método para laminar un modelo tridimensional para impresión de un objeto correspondiente mediante una impresora 3D, realizado el laminado […]
Reconstrucción ósea e implantes ortopédicos, del 12 de Junio de 2019, de Mahfouz, Mohamed Rashwan: Procedimiento de diseño de un implante ortopédico específico para el paciente, en el que el procedimiento comprende: comparar un modelo […]
Método de fabricación y ensamblaje y sistema de partes de una aeronave, del 24 de Mayo de 2019, de Airbus Defence and Space SAU: Método de fabricación y ensamblaje de partes de una aeronave que comprende los pasos siguientes: a) proporcionar una primera parte de aeronave […]