Método y unidad para formar grupos de galletas o productos similares.
Un método para formar los grupos (2) de galletas (3) o productos similares,
el método que comprende las etapas de alimentar un número dado de líneas (6) de galletas (3) en una dirección de alimentación (9) hacia las cavidades respectivas (22), cada línea (6) que comprende una sucesión de galletas (3) posicionadas en una primera orientación y embaladas juntas en una configuración compacta en la dirección de alimentación (9); detener cada línea (6) cuando un número dado de galletas (3) se han introducido en la cavidad relativa (22) para formar un grupo respectivo (2) en el interior de la cavidad (22); extraer cada grupo (2) desde la cavidad respectiva (22) por medio de una agarradera respectiva (39); mover cada agarradera (39) hacia una estación de salida (7); y liberar cada grupo (2) en un transportador de salida (15) mediante la abertura de la agarradera respectiva (39),
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09155758.
Solicitante: Felice S.r.l.
Nacionalidad solicitante: Italia.
Dirección: Corso Cavallotti 30 28100 Novara / IT ITALIA.
Inventor/es: ALOTTO, VALERIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B23/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 23/00 Embalaje de objetos frágiles o sensibles a los golpes, que no sean botellas; Desembalado de huevos (metido de objetos en un medio antichoque B65B 55/20). › Formación de grupos de galletas.
- B65B35/58 B65B […] › B65B 35/00 Suministro, alimentación, disposición u orientación de artículos a ser empaquetados. › Retorno de objetos por medios que actúan directamente, p. ej. para presentar las partes etiquetas hacia arriba.
- B65G47/08 B65 […] › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › espaciando o agrupando los objetos durante la alimentación (durante el transporte por el transportador B65G 47/28).
PDF original: ES-2392623_T3.pdf
Fragmento de la descripción:
Método y unidad para formar grupos de galletas o productos similares.
La presente invención se refiere a un método y unidad para formar grupos de galletas o productos similares.
En la industria alimenticia, y particularmente en el embalaje de productos horneados, tales como galletas, bizcochos, o similares, los productos que salen de una unidad de cocción se colocan en un número de líneas paralelas; se forman los grupos, cada uno contiene Z número de productos; y los grupos se introducen sucesivamente a una unidad de embalaje.
El método para formar grupos usado normalmente comprende alimentar el primer Z número de productos en cada línea hacia dentro de una cavidad de abertura respectiva; transferir las cavidades, que contienen los grupos respectivos, simultáneamente sobre un transportador que se mueve en etapas y pasa las cavidades; y liberar simultáneamente todos los grupos en el transportador abriendo las cavidades respectivas.
Aunque es simple y efectivo, en el uso actual, el método anterior tiene el inconveniente principal de ser defectuoso para manejar los productos con cuidado, especialmente cuando el procedimiento anterior se lleva a cabo a una velocidad relativamente alta, y cuando se trata con productos altamente frágiles. Más específicamente, cuando se liberan los grupos en el transportador, los productos en cada grupo se someten a impactos bastante severos, lo que resulta a menudo en la rotura de uno o más productos y/o en que se deshace el grupo.
Otro inconveniente del método anterior se encuentra en los productos de cada grupo que se trasladan en el transportador en la misma orientación de los productos insertados en la cavidad relativa. Como resultado, cuando, como es el caso a menudo, la orientación de los productos introducidos en la máquina de embalaje difiere de la orientación de los productos depositados en el transportador, el suministro se debe hacer, aguas arriba de la máquina de embalaje y en la salida del transportador de grupos, por un dispositivo de orientación, a través del cual los grupos se introducen sucesivamente. En el uso actual, esto está lejos de la solución satisfactoria, debido a que el dispositivo de orientación forma normalmente un "embotellamiento" dentro del proceso de producción, el cual establece la tasa de salida de la máquina de embalaje.
Es un objetivo de la presente invención proporcionar un método para formar grupos de galletas o productos similares, el cual es barato y fácil de implementar y, al mismo tiempo, proporciona la eliminación de los inconvenientes anteriores.
GB 1 202 436 A describe un método y un aparato en donde los bizcochos delanteros de cada uno de un número de columnas de bizcocho que avanzan juntas se acoplan mediante un émbolo respectivo y se elevan a una posición en la cual se pueden acoplar mediante un miembro horizontalmente reciprocable. Este último provoca que los bizcochos se acoplen a una superficie de leva la cual hace girar el grupo a través de un ángulo de 90°. Todos los grupos de cuatro bizcochos se acoplan entonces mediante el empujador de un transportador sin fin.
GB 1 199 812 A describe un dispositivo para separar lotes de objetos en forma de disco. La descarga de una longitud dada de bizcochos se controla por medio de una pluralidad de brazos.
GB 1 298 171 A describe un dispositivo para separar una pila de artículos, por ejemplo los bizcochos, desde una columna en un eje y para transferir la pila separada a un transportador.
De acuerdo con la presente invención, se proporciona un método para formar grupos de galletas o productos similares, como se reivindica en la reivindicación 1 y, preferiblemente, en cualquiera de las reivindicaciones que dependen directamente o indirectamente de la reivindicación 1.
De acuerdo con la presente invención, se proporciona además una unidad para formar grupos de galletas o productos similares, como se reivindica en la reivindicación 8 y, preferiblemente, en cualquiera de las reivindicaciones que dependen directamente o indirectamente de la reivindicación 8.
Una modalidad no limitante de la presente invención se describirá a modo de ejemplo con referencia a los dibujos acompañantes, en los cuales:
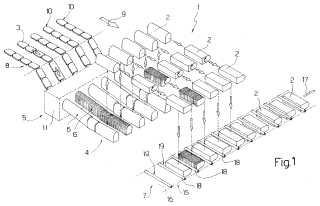
La Figura 1 muestra una vista esquemática en perspectiva de la operación de una modalidad preferida de la unidad de acuerdo con la presente invención; Las Figuras de la 2 a la 4 muestran vistas laterales de un detalle de la unidad de acuerdo con la presente invención en diferentes configuraciones de operación; La Figura 5 muestra una vista frontal a gran escala de un detalle en la Figura 4; La Figura 6 muestra una vista lateral del detalle de la Figura 2 en otras dos configuraciones de operación;
La Figura 7 muestra una vista frontal del detalle de la Figura 6 en dos configuraciones de operación sucesivas.
El número 1 en la Figura 1 indica una unidad completa para formar los grupos 2 de las galletas 3 o productos similares.
A modo de ejemplo, cada galleta 3 se forma sustancialmente en forma de paralelepípedo, y se delimita lateralmente por dos caras planas paralelas, por una base rectangular estrecha, y por dos lados conectados en un extremo por la base rectangular, y en el otro por una superficie curvada.
Cada grupo 2 comprende Z número de galletas equiorientadas 3 colocadas en un paquete con sus caras planas respectivas en contacto.
La unidad 1 puede operar obviamente con las galletas 3 de forma diferente a la descrita anteriormente, siempre que ellas se puedan embalar estrechamente juntas en los grupos compactos 2.
Como se muestra esquemáticamente en la Figura 1, la unidad 1 comprende una estación de formación de grupos 4 para formar los grupos 2 e interponerse entre una estación de alimentación 5, la cual alimenta la estación de formación de grupos 4 con las galletas 3 colocadas en N número de líneas paralelas 6, y una estación de salida 7, la cual recibe N grupos 2 desde la estación de formación de grupos 4 y alimenta los grupos 2 sucesivamente hasta una conocida unidad de embalaje (no mostrada) donde cada grupo 2 se embala y se sella dentro de un empaque sellado.
Más específicamente, la estación de alimentación 5 comprende una porción de entrada 8 localizada inmediatamente aguas abajo -en la dirección de alimentación 9 de las galletas 3 -desde una conocida estación de clasificación (no mostrada) , y la cual se provee por la estación de clasificación con N líneas paralelas 10 de las galletas 3, cada una de las cuales, en la línea respectiva 10, se encuentra aplanada en una cara plana, con su base orientada hacia adelante.
Aguas abajo desde la porción de entrada 8, la estación de alimentación 5 comprende una conocida estación de alineación 11 (indicada esquemáticamente en la Figura 1 mediante una línea de trazos) donde las galletas 3 en cada línea 10 se volcan en sus bases respectivas y se embalan estrechamente juntas dentro de una línea respectiva 6.
En la salida de la estación de alineación 11, la estación de alimentación 5 comprende N número de conductos vibratorios 12 (Figura 2) , cada uno para alimentar una línea respectiva 6 de las galletas verticales 3 a la estación de formación de grupos 4, la cual, como se muestra en la Figura 2, comprende un dispositivo de agrupamiento 13 para formar las galletas 3 dentro de los grupos 2, y un dispositivo de transferencia 14 localizado sobre el dispositivo de agrupamiento 13 para retirar los grupos 2 desde el dispositivo de agrupamiento 13 y los grupos de alimentación 2 a la estación de salida 7.
Con referencia a las Figuras 1 y 6, la estación de salida 7 comprende un transportador 15, que a su vez comprende una superficie fija 16 que se extiende en una dirección de salida 17 perpendicular a la dirección de alimentación 9; y un número de barras 18, las cuales son paralelas una con respecto a otra y a la dirección de alimentación 9, se separan igualmente en la dirección de salida 17, y se mueven transversal y continuamente en la dirección de salida 17 por dos cadenas de accionamiento 18a operadas por un dispositivo de accionamiento (no mostrado) . Las barras 18 por lo tanto definen en la superficie 16 una sucesión de cavidades móviles 19, cada una que recibe un grupo respectivo 2 desde el dispositivo de transferencia 14 y que alimenta el grupo 2 a la unidad de embalaje (no mostrada) .
Como se muestra en las Figuras de... [Seguir leyendo]
Reivindicaciones:
1. Un método para formar los grupos (2) de galletas (3) o productos similares, el método que comprende las etapas de alimentar un número dado de líneas (6) de galletas (3) en una dirección de alimentación (9) hacia las cavidades respectivas (22) , cada línea (6) que comprende una sucesión de galletas (3) posicionadas en una primera orientación y embaladas juntas en una configuración compacta en la dirección de alimentación (9) ; detener cada línea (6) cuando un número dado de galletas (3) se han introducido en la cavidad relativa (22) para formar un grupo respectivo (2) en el interior de la cavidad (22) ; extraer cada grupo (2) desde la cavidad respectiva (22) por medio de una agarradera respectiva (39) ; mover cada agarradera (39) hacia una estación de salida (7) ; y liberar cada grupo (2) en un transportador de salida (15) mediante la abertura de la agarradera respectiva (39) ,
2. en donde el grupo (2) se extrae desde la cavidad respectiva (22) en una dirección de extracción transversalmente hacia la dirección de alimentación (9) , y en donde la etapa de alimentar las galletas (3) dentro de la cavidad (22) se lleva a cabo con la cavidad (22) en una posición de carga, y la etapa de extraer el grupo (2) desde la cavidad (22) se lleva a cabo con la cavidad (22) en una posición de descarga, y con la agarradera (39) en una posición de recogida; el método que comprende la etapa adicional de mover la cavidad (22) desde la posición de carga hasta la posición de descarga en una dirección paralela a la dirección de extracción.
Un método como se reivindica en la reivindicación 1, y que comprende la etapa adicional de, antes de liberar los grupos (2) en el transportador de salida (15) , transmitir una rotación dada a las agarraderas relativas (39) hacia la posición de los grupos relativos (2) en una segunda orientación diferente de la primera orientación.
Un método como se reivindica en la reivindicación 2, en donde la rotación se lleva a cabo alrededor de un eje (40) paralelo a la dirección de alimentación (9) .
3. Un método como se reivindica en la reivindicación 1, en donde, cuando la cavidad (22) está en la posición de descarga, el grupo (2) se posiciona entre las dos mordazas (44, 45) de la agarradera (39) en una posición retirada; el método que comprende la etapa adicional de cerrar las mordazas (44, 45) en los extremos del grupo (2) .
4. Un método como se reivindica en la reivindicación 4, en donde la etapa de cerrar las mordazas (44, 45) se lleva a cabo mediante el control de los miembros de presión accionados por aire (48, 54) asociados con las mordazas (44, 45) .
5. Un método como se reivindica un una de las reivindicaciones de la 4 a la 5, en donde la etapa de liberar el grupo (2) en el transportador de salida (15) se lleva a cabo después de mover la agarradera (39) hacia una posición de liberación directamente sobre el transportador de salida (15) ; y en donde la agarradera (39) se mueve desde la posición de recogida hacia la posición de liberación llevando a cabo un movimiento ascendente de la agarradera (39) en la dirección de extracción, un movimiento transversal de la agarradera en una dirección transversalmente a la dirección de extracción, y un movimiento descendente de la agarradera en una dirección paralela a la dirección de extracción y hacia el transportador de salida (15) .
6. Un método como se reivindica en las reivindicaciones 2 y 6, en donde la etapa de girar las agarraderas
(39) se lleva a cabo durante dicho movimiento transversal.
7. Una unidad para formar los grupos (2) de las galletas (3) o productos horneados similares, la unidad (1) que comprende un número dado (N) de cavidades (22) , cada una que tiene un eje longitudinal (23) y que contiene un número dado (Z) de galletas (3) ; medios de alimentación (5) para proveer cada cavidad (22) con una línea respectiva (6) de galletas (3) en una dirección de alimentación (9) paralela a dicho eje longitudinal (23) , cada la línea (6) que comprende una sucesión de galletas (3) posicionadas en una primera orientación y embaladas juntas en una configuración compacta en la dirección de alimentación (9) ; miembros de detención (28) para detener cada la línea (6) cuando dicho número dado (Z) de galletas (3) se han introducido en la cavidad relativa (22) para formar un grupo respectivo (2) en el interior de la cavidad (22) ; un transportador de salida (15) ; y medios de transferencia (14) para extraer cada grupo (2) desde la cavidad respectiva (22) ; los medios de transferencia (14) que comprenden, para cada cavidad (22) , una agarradera (39) móvil entre una posición de recogida para retirar un grupo (2) desde la cavidad relativa (22) , y una posición de liberación para liberar el grupo (2) en el transportador de salida (15) , en donde cada agarradera (39) es móvil en una dirección de extracción transversalmente a dicho eje longitudinal (23) para extraer el grupo relativo (2) desde la cavidad relativa (22) , en donde cada cavidad (22) se monta para moverse, en una dirección la cual es transversal al eje longitudinal relativo (23) y paralela a la dirección de extracción, entre una posición de carga para recibir las galletas relativas (3) , y una posición de descarga en la cual la agarradera relativa (39) está en la posición de recogida relativa.
8. Una unidad como se reivindica en la reivindicación 8, en donde cada agarradera (39) gira alrededor de un eje (40) paralelo a la dirección de alimentación (9) ; los medios de accionamiento (56) se conectan a cada agarradera (39) para transmitir una rotación dada a la agarradera hacia la posición del grupo relativo (2) en una segunda orientación diferente de la primera orientación.
9. Una unidad como se reivindica en la reivindicación 9, en donde dichos medios de accionamiento (56) comprenden, para cada agarradera (39) , una manivela (60) integral con la agarradera (39) ; y una barra de conexión energizada (58) conectada a la manivela (60) .
10. Una unidad como se reivindica en la reivindicación 10, en donde las barras de conexión (58) se conectan una con respecto a otra.
11. Una unidad como se reivindica en una de las reivindicaciones desde la 9 hasta la 11, en donde dicha rotación dada es sustancialmente de 90°.
12. Una unidad como se reivindica en una de las reivindicaciones 8 hasta la 12, en donde cada agarradera
(39) comprende dos mordazas (44, 45) móviles, paralelas a dicho eje longitudinal (23) , hacia y desde una posición de agarre que agarra un grupo relativo (2) .
13. Una unidad como se reivindica en la reivindicación 13, en donde cada mordaza (44; 45) comprende los miembros de presión relativos accionados por aire (48; 54) .
14. Una unidad como se reivindica en una de las reivindicaciones de la 8 hasta la 14, en donde los medios de transferencia (14) comprenden una viga (36) transversal a dicho eje longitudinal (23) y que soporta las agarraderas (39) ; la viga (36) que se mueve a lo largo de una trayectoria dada para mover las agarraderas
(39) entre la posición de recogida y la posición de liberación.
15. Una unidad como se reivindica en la reivindicación 15, en donde dicha trayectoria es en forma de U.
Patentes similares o relacionadas:
Aparato y método para envasar bolsitas, del 3 de Junio de 2020, de Universal Pack S.r.l: Aparato para el envasado de bolsitas que comprende: - una unidad de envasado primaria configurada para suministrar dichas bolsitas […]
MÁQUINA PALETIZADORA DE ENVASES Y PROCEDIMIENTO DE UTILIZACIÓN DE LA MISMA, del 30 de Abril de 2020, de AND & OR RESEARCH, S.L.U: Máquina paletizadora de envases y su procedimiento de utilización para conseguir la máxima compactación de los envases en bateas. La máquina comprende un bastidor, en […]
Procedimiento y dispositivo para evitar envases vacíos, del 29 de Abril de 2020, de GEA Food Solutions Germany GmbH (100.0%): Procedimiento para evitar envases vacíos , en el que n ≥ 2 productos alimenticios se cortan al menos parcialmente al mismo tiempo, con un dispositivo de corte en lonchas […]
Dispositivo de relevo, del 13 de Noviembre de 2019, de TOYO JIDOKI CO., LTD.: Un dispositivo de relevo que comprenda: una primera sección de transporte que transporta una pluralidad de objetos a transportar, continuamente […]
Máquina de embalaje y procedimiento para la operación de una máquina de embalaje, del 16 de Abril de 2019, de SIG TECHNOLOGY AG: Máquina de embalaje con - por lo menos dos estaciones de embalaje dispuestas secuencialmente en orden consecutivo, en donde cada estación de embalaje presenta una cinta […]
Módulo de agrupación de marca circular con carro desmontable y procedimiento correspondiente, del 10 de Abril de 2019, de KHS GMBH: Módulo de agrupación de marcha circular que incluye: un marco de módulo , el cual define una trayectoria de marcha circular ; un […]
Dispositivo de paletización para un apilamiento de sacos llenos, del 30 de Mayo de 2018, de WINDMOLLER & HOLSCHER KG: Dispositivo de paletización para apilar capas a partir de al menos dos filas de sacos llenos conformando una pila de sacos , presentando un dispositivo […]
Procedimiento de paletización industrial de envases y unidad de paletización para llevarlo a cabo, del 27 de Febrero de 2018, de TALLER AUTOREMA, S.L.: Procedimiento de paletización industrial de envases y unidad de paletización para llevarlo a cabo, que comprende: una primera fase de distribución de […]