Método de suministro de aceite lubricante en la laminación en frío.
Un método de suministro de aceite lubricante para suministrar una emulsión a un lado de entrada de un bastidor de laminación en la laminación en frío de una chapa metálica,
en el cual dicha emulsión se obtiene por mezcla de agua caliente con:
-uno o más aceites lubricantes seleccionados de acuerdo con un coeficiente de fricción entre la chapa metálica laminado y los cilindros de trabajo, entre al menos dos tipos de aceites lubricantes de diferentes composiciones almacenados en tanques separados y
- opcionalmente con uno o más aditivos de diferentes tipos almacenados en tanques separados,
- incluyendo opcionalmente dichos aceites lubricantes un aditivo.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2005/021495.
Solicitante: ARCELORMITTAL FRANCE.
Nacionalidad solicitante: Francia.
Dirección: 1 A 5, RUE LUIGI CHERUBINI 93200 SAINT DENIS FRANCIA.
Inventor/es: OGAWA, SHIGERU, LAUGIER, MAXIME, SHIRAISHI, TOSHIYUKI, MASSON,PASCAL, Takahama,Yoshiki, Vanel,Luc, Hauret,Guy.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B27/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 27/00 Cilindros (formas de las superficies de trabajo exigidas por procedimientos especiales B21B 1/00 ); Lubrificación, enfriamiento y calentado de los cilindros en curso de utilización. › exteriormente.
PDF original: ES-2392856_T3.pdf
Fragmento de la descripción:
Método de suministro de aceite lubricante en la laminación en frío.
La presente invención se refiere a un método de suministro de aceite lubricante para suministrar aceite lubricante a un lado de entrada de un bastidor de laminación en la laminación en frío de una chapa metálica.
Por ejemplo, en la laminación en frío de chapa de acero, desde el punto de vista de la estabilización de la operación de laminación, la forma y la calidad de la superficie del producto, la prevención del agarrotamiento, la vida útil del tren de laminación, etc., es preciso mantener el coeficiente de fricción entre el material laminado (chapa de acero) y los cilindros de trabajo en un valor adecuado. Para obtener un coeficiente de fricción adecuado, se selecciona un aceite lubricante adecuado para el grado y la dimensión de la chapa laminado y las condiciones de laminación, y se alimenta en el lado de entrada del bastidor de laminación a la chapa de acero laminado y los cilindros. En los trenes de laminación en frío continuos, se utiliza por regla general lubricación en emulsión.
Para obtener un coeficiente de fricción adecuado, el aumento de la velocidad de suministro de la emulsión o la concentración de la emulsión es un medio eficaz para mejorar la untuosidad y reducir el coeficiente de fricción, pero esto provoca un aumento de coste. Adicionalmente, en la situación actual existe un límite para el aumento en la velocidad de suministro de la emulsión o la concentración de la emulsión, debido a limitaciones en las instalaciones. En cuanto a la limitación de las instalaciones, por ejemplo, en el caso de una emulsión de alta concentración, a veces llegan a obstruirse las tuberías, o la capacidad de un agitador en el tanque deteriora la homogeneidad de la emulsión de concentración elevada. Adicionalmente, el límite superior de la velocidad de suministro de la emulsión está determinado por la capacidad de la bomba.
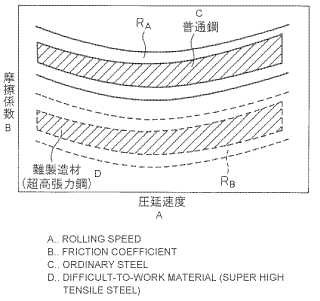
Recientemente, acero de alta resistencia a la tracción, acero TRIP, y otros materiales denominados materiales difíciles de producir están siendo laminados con tendencia creciente. Con los materiales difíciles de producir, la carga de laminación se hace mayor, por lo que hay necesidad de reducir el coeficiente de fricción y reducir asimismo la carga de laminación en los bastidores del extremo anterior (v.g. los bastidores primero y/o segundo) en el tren de laminación en frío continuo, y prevenir el agarrotamiento por reducción del coeficiente de fricción y supresión del calor de fricción en los bastidores del extremo posterior que hace mayor la velocidad de laminación. Es decir, hay necesidad de reducir el coeficiente de fricción en toda la región de velocidad de laminación comparado con un acero dulce cuando se lamina una chapa de acero difícil de producir.
Si se representa esquemáticamente el caso de utilización de un aceite lubricante A en el que el coeficiente de
fricción se mantiene dentro del campo permisible con respecto a un acero dulce, el resultado viene a ser como se muestra en FIG. 9. El límite inferior del campo permisible del coeficiente de fricción es el límite para el cual el coeficiente de fricción ya no puede reducirse más debido a la eficiencia del aceite lubricante, las condiciones restrictivas de la instalación, etc., explicadas anteriormente. Adicionalmente, se produce deslizamiento aun cuando no existen problemas de restricción en las instalaciones, por lo que a veces el coeficiente de fricción ya no puede reducirse más. Por otra parte, el límite superior está determinado por la resistencia al agarrotamiento de la región de fricción límite del aceite lubricante. Partiendo de la experiencia con operaciones realizadas hasta ahora, se ha determinado el límite superior. Las condiciones de laminación se establecen de tal manera que el coeficiente de fricción sea algo menor que dicho valor. Hasta ahora, se había laminado en la mayoría de los casos acero dulce, por lo que el aceite lubricante A por sí solo era capaz de gestionarlo. Sin embargo, como resulta claro por FIG. 9, para la
45 laminación de acero hiperresistente a la tracción con una resistencia a la tracción de, por ejemplo, 1270 MPa o más, el aceite lubricante A por sí solo no es suficiente para obtener un coeficiente de fricción adecuado.
Para resolver este problema, puede considerarse el método de utilización de una pluralidad de tipos de aceite lubricante. Por ejemplo, existe el método de preparación de una baja concentración y una alta concentración de aceite lubricante con el mismo aceite lubricante y suministrarlo a diferentes lugares de suministro (por ejemplo, véase JP-A-59-33023) o el método de uso selectivo de acuerdo con el espesor de la chapa de acero (por ejemplo, véase JP-A-8-155.510) . Sin embargo, en cuanto a estos métodos, aun cuando se utiliza el mismo aceite lubricante y se cambia la concentración, considerando las limitaciones en las instalaciones del tren de laminación o el coste, es difícil gestionar la actual pluralidad de las chapas de acero laminado.
55 Además, en otro método de suministro del aceite lubricante, se ha propuesto el método de preparación de 4 tanques, que prescribe 3 tipos diferentes de aceite lubricante, utilización selectiva de los mismos de acuerdo con el espesor de la chapa de acero (por ejemplo, véase JP-A- 59-199.109) . Éste método utiliza 4 tanques y 3 tipos de aceite lubricante y una solución detergente, pero no se hace descripción alguna del espesor de película o el coeficiente de fricción. Además, el método de clasificación del grado y el aceite lubricante es también grosero. Se tropieza con los problemas de que es difícil controlar suficientemente la lubricación para cumplir todos los requisitos estrictos de calidad de la superficie en los últimos años o todos los pequeños lotes de diversos tipos de chapa de acero laminado y es difícil el control fino.
65 Por otra parte, existe también el método de cambiar la ratio de mezcla de al menos 2 tipos de aceite lubricante para cambiar la composición del aceite lubricante de acuerdo con las características de calidad requeridas de la banda de acero laminado en caliente para cada banda de acero laminado en caliente y suministrar el aceite de laminación comprendido por el aceite lubricante y agua a al menos 1 bastidor de laminación (por ejemplo, véase JP-A- 2000351.002) . Con este método, la velocidad de suministro del aceite lubricante se controla de acuerdo únicamente con las características de calidad requeridas, por lo que no era posible un control fino.
La presente invención tiene por objeto proporcionar un método de suministro de aceite lubricante capaz de gestionar una pluralidad de grados de chapas metálicas (acero) sin verse limitado por el aparato de aceite de lubricación o el sistema de control de lubricación en la laminación en frío de una chapa metálica (acero) . El objeto arriba indicado puede conseguirse por las características especificadas en las reivindicaciones.
Particularmente, un método de suministro de aceite lubricante de un primer aspecto de la invención proporciona un método de suministro de aceite lubricante para suministrar juntos una emulsión de un aceite lubricante y agua caliente mezclados a un lado de entrada de bastidores de laminación de un tren de laminación en la laminación en frío de una chapa de acero, que comprende almacenar 2 o más tipos de aceites lubricantes de composiciones
diferentes en tanques separados, seleccionar uno de los aceites lubricantes almacenados de acuerdo con un coeficiente de fricción entre la chapa de acero laminado y los cilindros de trabajo, y suministrar una emulsión constituida por el aceite de lubricación seleccionado y agua caliente mezclados a un lado de entrada del tren de laminación.
Un método de suministro de aceite lubricante de un segundo aspecto de la invención proporciona un método de suministro de aceite lubricante para suministrar una emulsión constituida por un aceite lubricante y agua caliente mezclados a un lado de entrada de un bastidor de laminación en la laminación en frío de una chapa de acero, que comprende almacenar 2 o más tipos de aceite lubricante de composiciones diferentes y al menos 1 tipo de aceite lubricante y al menos 1 tipo de aditivo en tanques separados, mezclar 2 o más tipos de aceite lubricante
seleccionados de los aceites lubricantes almacenados de acuerdo con el coeficiente de fricción entre la chapa de acero laminado y los cilindros de trabajo, mezclar al menos 1 aceite... [Seguir leyendo]
Reivindicaciones:
1. Un método de suministro de aceite lubricante para suministrar una emulsión a un lado de entrada de un bastidor de laminación en la laminación en frío de una chapa metálica, en el cual dicha emulsión se obtiene por mezcla de agua caliente con:
-uno o más aceites lubricantes seleccionados de acuerdo con un coeficiente de fricción entre la chapa metálica laminado y los cilindros de trabajo, entre al menos dos tipos de aceites lubricantes de diferentes composiciones almacenados en tanques separados y
- opcionalmente con uno o más aditivos de diferentes tipos almacenados en tanques separados,
- incluyendo opcionalmente dichos aceites lubricantes un aditivo.
2. Un método de suministro de aceite lubricante en la laminación en frío de acuerdo con la reivindicación 1, que comprende además:
- ajustar previamente dos ratios de mezcla de una primera ratio de mezcla y una segunda ratio de mezcla de acuerdo con el coeficiente de fricción para dichos dos tipos de aceites lubricantes o un aceite lubricante y un aditivo,
- suministrar una primera emulsión producida por dicha primera ratio al lado de entrada del bastidor de
laminación, aumentar la velocidad de suministro de emulsión para reducir el coeficiente de fricción cuando el coeficiente de fricción estimado durante la laminación es mayor que un coeficiente de fricción diana,
- cambiar a una segunda emulsión producida por dicha segunda ratio de mezcla y suministrar la segunda emulsión al lado de entrada del bastidor de laminación cuando el aumento de dicha velocidad de suministro de la emulsión reduce el coeficiente de fricción, y
-cambiar dicha segunda emulsión a dicha primera emulsión para reducir la velocidad de suministro de emulsión y
- suministrar la primera emulsión al lado de entrada del bastidor de laminación cuando el coeficiente de fricción estimado durante la laminación es menor que el coeficiente de fricción diana.
3. Un método de suministro de aceite lubricante en la laminación en frío de acuerdo con la reivindicación 2,
que comprende adicionalmente controlar la velocidad de suministro de aceite lubricante en emulsión y/o la concentración de la emulsión de acuerdo con la velocidad de laminación.
Patentes similares o relacionadas:
Aparato y método de enfriamiento de rodillo de trabajo, del 13 de Noviembre de 2019, de Primetals Technologies Austria GmbH: Aparato de enfriamiento de rodillos de trabajo para un laminador, que comprende: al menos un calzo que está configurado para soportar […]
Sello para su uso en aplicaciones criogénicas, del 9 de Octubre de 2019, de Primetals Technologies Austria GmbH: Dispositivo de sellado que comprende un sello flexible, una fuente de gas, una entrada de gas al sello y una salida de gas desde el sello, caracterizado […]
Deflector de banda y disposición de laminación, del 6 de Noviembre de 2018, de SMS group GmbH: Deflector de banda para la deflexión sin contacto de un medio de laminación de la superficie de una banda metálica durante el laminado de la […]
Método y aparato para aislar el frio en un equipamiento criogénico, del 29 de Octubre de 2018, de LINDE AKTIENGESELLSCHAFT: Aparato para pulverizar fluido criogénico a una pieza de trabajo que comprende - una tubería de alimentación de fluido criogénico, […]
Procedimiento de suministro de lubricantes en laminado en frío, del 25 de Octubre de 2017, de Arcelormittal: Un procedimiento de suministro de aceite lubricante en laminado en frío para lubricar laminado en laminado en tándem en frío de una lámina de metal a través de una pluralidad […]
 Métodos de fabricación y aparato para la lubricación específica en la laminación de metal en caliente, del 20 de Enero de 2016, de NOVELIS, INC.: Aparato de laminación de metal, comprendiendo dicho aparato:
al menos una caja de laminación que tiene un par de rodillos entre los que se lamina […]
Métodos de fabricación y aparato para la lubricación específica en la laminación de metal en caliente, del 20 de Enero de 2016, de NOVELIS, INC.: Aparato de laminación de metal, comprendiendo dicho aparato:
al menos una caja de laminación que tiene un par de rodillos entre los que se lamina […]
Colector de boquillas, del 25 de Marzo de 2015, de LINDE AKTIENGESELLSCHAFT: Aparato para pulverizar un refrigerante sobre una pieza de trabajo que comprende: un conducto de alimentación de refrigerante , al […]
Control de temperatura de laminador, del 29 de Octubre de 2014, de SIEMENS PLC: Aparato para laminar una lámina o banda de metal que comprende: un par de rodillos de trabajo dispuestos para recibir la banda en una región de contacto […]