METODO DE SOLDADURA POR FRICCION-ROTACION, Y METODO PARA FABRICAR CARROCERIAS.
Un método de soldadura por fricción-agitación que comprende:
empalmar dos componentes (10,
20) uno con otro en una línea de junta;
realizar una primera soldadura de las áreas de los componentes en la porción empalmada continuamente a lo largo de la línea de junta; y, después de la primera soldadura, realizar la soldadura por fricción-agitación a lo largo de la línea de junta incluyendo las áreas que han sido soldadas mediante la primera soldadura;
donde
cuando los dos componentes (10, 20) se empalman uno con otro, existe una brecha entre los mismos, y
la primera soldadura se realiza para llenar dicha brecha
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07008266.
Solicitante: HITACHI, LTD..
Nacionalidad solicitante: Japón.
Dirección: 6-6, MARUNOUCHI 1-CHOME,CHIYODA-KU TOKYO 100-8280.
Inventor/es: EZUMI, MASAKUNI, FUKUYORI, KAZUSHIGE.
Fecha de Publicación: .
Fecha Solicitud PCT: 25 de Julio de 2001.
Fecha Concesión Europea: 14 de Abril de 2010.
Clasificación Internacional de Patentes:
- B23K20/12E6
- B23K20/12E6F
- B23K20/12E8
- B23K20/24 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 20/00 Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado. › Tratamiento previo.
Clasificación PCT:
- B23K20/12 B23K 20/00 […] › siendo producido el calor por fricción; Soldadura por fricción.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Finlandia, Chipre.
Fragmento de la descripción:
Método de soldadura por fricción-rotación, y método para fabricar carrocerías.
Campo de la invención
La presente invención se refiere a un método de soldadura por fricción-agitación. Especialmente, se refiere a un método de soldadura apropiado para fabricar la carrocería de un vagón que corre sobre rieles, tal como un vagón de ferrocarril.
Descripción de la técnica relacionada
El método de soldadura por fricción-agitación es un método para unir componentes introduciendo un eje cilíndrico (denominado herramienta rotativa) en una porción de junta y moviendo la herramienta a lo largo de la línea de junta mientras se rota la herramienta, para calentar, ablandar y plastificar la porción de junta, realizando de ese modo la unión en fase sólida de los componentes. La herramienta rotativa comprende una porción de diámetro grande y una porción de diámetro pequeño. La porción de diámetro pequeño se inserta en los componentes a ser unidos, y la superficie de terminación de la porción de diámetro grande se pone en contacto con los componentes. La porción de diámetro pequeño está provista de un tornillo. Además, se forma una prominencia en la porción empalmada de los dos componentes a ser unidos, y la herramienta rotativa se inserta desde el lado provisto con esta prominencia de manera que el metal que conforma la prominencia llene la brecha entre los dos componentes. La porción de diámetro grande de la herramienta rotativa se inserta en la prominencia. Cuando se sueldan por fricción-agitación componentes huecos, la placa de conexión que conecta dos placas frontales se utiliza como base de apoyo cuando se sueldan por fricción-agitación los componentes huecos. Estos métodos se describen, por ejemplo, en la Publicación de Patente Japonesa No. 3070735 (USP6050474) y la Publicación de Patente Japonesa Abierta a Inspección No. 2000-334581 (EP1055478A1).
Además, la Publicación de Patente Japonesa Abierta a Inspección No. 2000-233285 describe en la Figura 14 un método para soldar por fricción-agitación dos componentes mientras se coloca un componente de aporte en la brecha formada entre los dos componentes. Además, la Publicación de Patente Japonesa Abierta a Inspección No. 2000-167677 (EP0992314A2) describe un método de soldadura por fricción-agitación para soldar un primer componente que posea una prominencia con un segundo componente que no posea una prominencia, en donde se realiza una soldadura intermitente de relleno en el segundo componente antes de realizar la soldadura por fricción-agitación.
Compendio de la invención
Cuando existe una brecha entre los dos componentes a ser soldados, es muy difícil realizar la soldadura por fricción-agitación. Por ello, se forma una prominencia en la superficie del componente donde se va a insertar la herramienta rotativa, de manera que se llene la brecha con el metal que conforma la prominencia. Sin embargo, en realidad cuando la brecha excede de 1 mm, por ejemplo, es difícil obtener una buena unión. Puede incrementarse el diámetro de la herramienta rotativa a medida que la brecha se ensancha, pero esto puede causar otros inconvenientes.
La carrocería de un vagón de ferrocarril y similares, que corre sobre rieles, incluye estructuras laterales que conforman las superficies laterales internas del vehículo, una estructura de techo y un bastidor que forma el piso. El primer paso para fabricar una carrocería de vagón es fabricar las estructuras laterales, la estructura del techo y el bastidor, respectivamente, mediante la unión de una pluralidad de componentes moldeados por extrusión. Después, estas estructuras se unen para formar la carrocería del vagón. El tamaño de cada estructura lateral, estructura de techo y bastidor es aproximadamente de 20 m de longitud y 3 m de ancho, de manera que existe la posibilidad de un gran error de fabricación. Este error ocasiona que la brecha de la porción de junta fácilmente exceda de 1 mm. Por ello, el objeto de la presente invención es obtener una buena soldadura aun cuando exista una gran brecha.
El objetivo mencionado más arriba se logra por medio del método de soldadura por fricción-agitación expuesto en la reivindicación 1.
Breve descripción de los dibujos
La Figura 1 muestra los pasos para soldar dos componentes de acuerdo con un método que no está dentro del ámbito de la presente invención;
la Figura 2 es una vista en sección transversal tomada en la línea II-II de la Figura 1;
la Figura 3 es una vista en sección transversal tomada en la línea III-III de la Figura 1;
la Figura 4 es una vista en sección transversal tomada en la línea IV-IV de la Figura 1;
la Figura 5 es una vista del dispositivo para soldadura de acuerdo con otro método que no está dentro del ámbito de la presente invención;
la Figura 6 es una vista frontal de la disposición para soldadura;
la Figura 7 es una vista en sección transversal tomada en la línea VII-VII de la Figura 6;
la Figura 8 es una vista en sección transversal tomada en la línea VIII-VIII de la Figura 7;
la Figura 9 es una vista vertical en sección transversal que muestra la porción de junta entre el bastidor y la estructura lateral de la Figura 6;
la Figura 10 es un dibujo correspondiente a la Figura 9 de acuerdo con otra disposición para soldadura;
la Figura 11 es un dibujo correspondiente a la Figura 9 de acuerdo con otra disposición adicional para soldadura;
la Figura 12 es una vista frontal que muestra otra disposición para soldadura;
la Figura 13 es una vista vertical en sección transversal que muestra la porción de junta entre la estructura lateral y la estructura del techo de la Figura 12; y
la Figura 14 es una vista frontal que muestra la porción de junta de otra disposición para soldadura; y
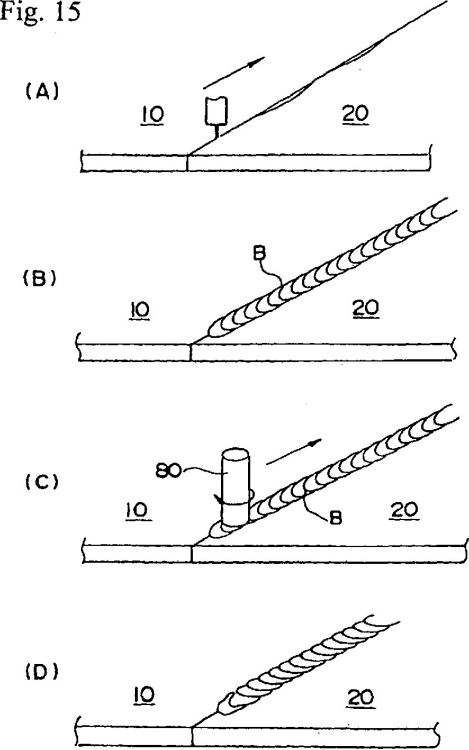
la Figura 15 es una vista que muestra las etapas de soldadura de acuerdo con una realización de la presente invención.
Descripción detallada de la realización preferida
En primer término, un método que no se encuentra dentro del ámbito de la presente invención se explicará con referencia a las Figuras 1 a 4. La Figura 1 muestra la operación de soldadura en los pasos realizados en orden desde (A) hasta (D).
En la Figura 1 (A), dos componentes 10 y 20 en forma de placa se montan sobre una base 50 y se empalman uno con otro. Los dos componentes 10 y 20 se empalman a fin de minimizar la brecha entre ellos. El componente 10 comprende un bloque saliente 15 a lo largo de la porción empalmada contra el componente 20, y el componente 20 descansa sobre el bloque 15. Las prominencias 12 y 22 se forman respectivamente en las superficies superiores de la porción empalmada de los componentes 10 y 20. En este estado, los componentes 10 y 20 se fijan a la base 50 usando un equipo de unión (no se muestra). Los componentes 10 y 20 son de aleación de aluminio. La porción empalmada de aquí en adelante se denominará la línea de unión.
Una vez que los componentes se unen de acuerdo a lo anterior, la superficie empalmada de los dos componentes 10 y 20 se corta desde arriba utilizando una herramienta de corte 60. Esto forma una brecha (ranura) 40 que posee un ancho constante respecto de las superficies empalmadas. El ancho del corte (brecha, ranura) 40 es mayor que la brecha que existía cuando los componentes 10 y 20 estaban empalmados. La superficie inferior de la brecha 40 (el fondo del corte) no va por debajo de la superficie superior del bloque saliente 15. (Figura 1 (A)).
Se utiliza un sensor para detectar el ancho de las dos prominencias 12 y 22, y el centro de la herramienta de corte 60 se coloca en el centro del ancho detectado, realizando de esta manera el proceso de corte. La profundidad de inserción de la herramienta de corte 60 se controla a una profundidad fija detectando la posición de la superficie superior de las prominencias 12 y 22. El corte se realiza como corte en seco. Las virutas se disipan mediante aire comprimido o se aspiran mediante un colector de polvo. La herramienta de corte 60 que se muestra en la Figura 1 es una fresa de espiga, pero en su lugar puede utilizarse una sierra circular.
A continuación, se dispone un material de aporte 30 en la brecha 40 formada por el proceso de corte. La altura del material de aporte 30 se fija de manera que la superficie superior del material 30 se coloque debajo de la superficie superior de las prominencias 12 y 22. La superficie superior del material de aporte...
Reivindicaciones:
1. Un método de soldadura por fricción-agitación que comprende:
empalmar dos componentes (10, 20) uno con otro en una línea de junta;
realizar una primera soldadura de las áreas de los componentes en la porción empalmada continuamente a lo largo de la línea de junta; y, después de la primera soldadura, realizar la soldadura por fricción-agitación a lo largo de la línea de junta incluyendo las áreas que han sido soldadas mediante la primera soldadura;
donde
cuando los dos componentes (10, 20) se empalman uno con otro, existe una brecha entre los mismos, y
la primera soldadura se realiza para llenar dicha brecha.
2. Un método de soldadura por fricción-agitación de acuerdo con la reivindicación 1, en el que dicha primera soldadura se realiza a todas las líneas de junta a las cuales se realizará dicha soldadura por fricción-agitación.
3. Un método de soldadura por fricción-agitación de acuerdo con la reivindicación 1 o 2, donde:
una herramienta rotativa (80) utilizada para dicha soldadura por fricción-agitación comprende una porción de diámetro pequeño que se insertará en el área de soldadura, y una porción de diámetro grande que se dispondrá fuera del área de soldadura; y
dicha soldadura por fricción-agitación se realiza con el límite entre dicha porción de diámetro pequeño y dicha porción de diámetro grande dispuesto dentro de un trozo que sobresale de la superficie de dichos componentes, formado durante dicha etapa de soldadura.
4. Un método para fabricar una carrocería de vagón que comprende:
realizar un método de soldadura por fricción-agitación de acuerdo con la reivindicación 1 en una porción empalmada entre un bastidor y estructuras laterales o una porción empalmada entre las estructuras laterales y una estructura de techo.
Patentes similares o relacionadas:
Procedimiento para la conexión conductora de electricidad de conductores eléctricos, del 10 de Abril de 2019, de NEXANS: Procedimiento para la conexión conductora de electricidad de al menos dos conductores trenzados eléctricos , que están constituidos por una pluralidad de alambres individuales […]
Método y dispositivo para producir un cilindro de laminación, del 17 de Octubre de 2018, de Fujico Co., Ltd: Un método de fabricación de un rodillo de laminación , rodillo de laminación que comprende un miembro de cilindro de laminación que tiene una capa de revestimiento […]
 METODO DE SOLDADURA POR FRICCION-AGITACION Y METODO PARA FABRICAR UNA CARROCERIA, del 21 de Mayo de 2010, de HITACHI, LTD.: Un método para fabricar una carrocería de vagón que comprende:
montar las estructuras laterales a ambos extremos de un bastidor , respectivamente; y
unir […]
METODO DE SOLDADURA POR FRICCION-AGITACION Y METODO PARA FABRICAR UNA CARROCERIA, del 21 de Mayo de 2010, de HITACHI, LTD.: Un método para fabricar una carrocería de vagón que comprende:
montar las estructuras laterales a ambos extremos de un bastidor , respectivamente; y
unir […]
CUBIERTA PARA UNA SUPERFICIE DE UNA PARTE COMPONENTE., del 16 de Julio de 2005, de MTU AERO ENGINES GMBH: Cubierta para una superficie de una parte componente, como protección contra las salpicaduras de metal calientes en el mecanizado de la misma parte componente […]
PROCEDIMIENTO PARA SOLDAR PARTES DE ORO Y ACERO INOXIDABLE QUE PERTENECEN A OBJETOS DE JOYERIA Y RELOJERIA., del 16 de Octubre de 2000, de GONZALEZ ARANDA,JOSE: Procedimiento para soldar partes de oro y acero inoxidable que pertenecen a objetos de joyería y relojería; caracterizado que comprende: desengrasar las piezas a soldar, […]
UNION POR DIFUSION DE ALUMINIO Y ALEACION DE ALUMINIO., del 16 de Junio de 1994, de BRITISH AEROSPACE PUBLIC LIMITED COMPANY: LA PRESENTE INVENCION PROPORCIONA UN PROCEDIMIENTO EN EL QUE COMPONENTES HECHOS DE ALUMINIO O UNA DE SUS ALEACIONES SE PUEDEN UNIR POR DIFUSION; […]
PROCEDIMIENTO DE CHAPEADO EN CALIENTE POR COLAMINADO DE ALEACIONES DE AL QUE CONTIENEN LI., del 16 de Agosto de 1989, de CEGEDUR SOCIETE DE TRANSFORMATION DE L'ALUMINIUM PECHINEY: LA INVENCION SE REFIERE A UN PROCEDIMIENTO DE CHAPEADO DE ALEACIONES DE AL QUE CONTIENEN LI POR COLAMINADO EN CALIENTE, EN LAS CONDICIONES DE RECALENTAMIENTO HABITUALES (ES […]
 METODO DE PREPARACION PARA SOLDADURA, del 1 de Julio de 2008, de THE BOC GROUP PLC: Un método para limpiar superficies metálicas que se van a soldar juntas, siendo las superficies de aluminio, de una aleación con base de aluminio, […]
METODO DE PREPARACION PARA SOLDADURA, del 1 de Julio de 2008, de THE BOC GROUP PLC: Un método para limpiar superficies metálicas que se van a soldar juntas, siendo las superficies de aluminio, de una aleación con base de aluminio, […]