Método y sistema de corrección de curvaturas de planchas de cartón durante su proceso de fabricación.
Método y sistema de corrección de curvaturas de planchas de cartón durante su proceso de fabricación.
El método comprende fabricar el cartón, aplicar presión al cartón fabricado mediante una matriz m x n de patines (7) desplazables verticalmente para obtener un cartón plano, cortar el cartón en planchas (15), medir la curvatura de las planchas (15); se caracteriza por establecer diferentes agrupaciones (A1-A32) de patines (7) de la matriz m x n, donde a cada agrupación de patines se le aplica un mismo control de desplazamiento vertical de empuje/elevación, se calcula cada control a aplicar a cada agrupación de patines para corregir la curvatura medida de las planchas, a partir de la curvatura medida, y se aplica simultáneamente cada uno de los controles calculados a cada agrupación de patines para corregir automáticamente la curvatura de las planchas (15).
El aparato está configurado para realizar las fases anteriores.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201231399.
Solicitante: EANTON LEC, S.L.N.E.
Nacionalidad solicitante: España.
Inventor/es: LANTERO MACHIERALDO,ALFONSO, ANTON ACOSTA,ENRIQUE, SAHAGÚN CASANOVA,Francisco.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B31F1/28 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B31 FABRICACION DE ARTICULOS DE PAPEL, DE CARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL; TRABAJO DEL PAPEL, DELCARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL. › B31F TRABAJO O DEFORMACION MECANICA DEL PAPEL, DEL CARTONO DE MATERIAL TRABAJADO DE MANERA ANÁLOGA AL PAPEL (fabricación de productos estratificados incluyendo otras materias además del papel o del cartón B32B). › B31F 1/00 Deformación mecánica sin eliminación de materia, p. ej. en combinación con laminación o estratificación. › combinados con el ensamblado de bandas onduladas y de bandas planas.
Fragmento de la descripción:
Método y sistema de corrección de curvaturas de planchas de cartón durante su proceso de fabricación.
OBJETO DE LA INVENCIÓN
La presente invención se refiere a un método y sistema que tienen por objeto permitir efectuar la corrección de las curvaturas que las planchas de cartón puedan presentar tras su fabricación, para obtener planchas de cartón planas, evitando la fabricación de planchas de cartón defectuosas.
ANTECEDENTES DE LA INVENCIÓN
En las líneas de fabricación de cartón se introduce papel a partir de bobinas por medio de unos ejes portadores y de un sistema de sujeción automatizado denominado empalmador que introduce el papel en un grupo de ondulado en el que entran dos papeles a una velocidad constante. Uno de los papeles es ondulado y pegado al otro para obtener un par de papeles pegados que presentan ya cierta consistencia como conjunto.
Este conjunto se aplica a una doble encoladora que pega el par de papeles que le llegan con un papel exterior que sale de otra bobina anexa a la doble encoladora.
A partir de este punto se obtiene un cartón constituido por tres papeles formando un conjunto más rígido.
Cabe la posibilidad de trabajar en doble canal, es decir con cinco papeles, para lo que se utilizan dos grupos de ondulado mediante los que se obtiene simultáneamente y a la misma velocidad, un conjunto formado por dos papeles pegados, uno ondulado y el otro liso, de forma que la doble encoladora realiza dos pegados al mismo tiempo, por un lado pega entre sí los dos pares de papeles provenientes de los grupos de ondulado, y por otro pega el papel exterior para obtener un cartón de cinco láminas, según se describe más adelante con ayuda de la figura 1.
Una vez conformado el cartón, de tres o cinco láminas, se introduce en una mesa de secado que cuenta con un conjunto de patines constituido por una matriz m x n de patines. Al conjunto de patines se les aplica una presión fija, que es la misma para todos ellos, para mantener una presión fija sobre el cartón y así tratar de obtener un cartón plano.
Una vez que ha pasado por la mesa de secado y bajo los patines, se procede a realizar unos cortes transversales y longitudinales para obtener las planchas de cartón a las medidas que se precisen en cada caso.
Seguidamente las planchas de cartón cortadas pasan a través de un dispositivo medidor de la curvatura de cartón, que comprende una serie de láseres que miden en cada momento la altura existente hasta la superficie de la plancha que pasa por debajo de dichos láseres. La interpolación de las medidas de los láseres permite trazar la medida de la curva existente en la plancha que está pasando en ese momento bajo los láseres, para proporcionar una información acerca de la curvatura de las planchas de cartón fabricadas. A partir de esta medida se establece el grado de planicidad de las láminas fabricadas, lo que permite variar la presión de todo el conjunto de los patines a la vez, mediante una regulación manual o semiautomática, para intentar corregir la curvatura de las planchas fabricadas.
Esta configuración presenta el inconveniente de que el cartón puede presentar diferentes curvaturas, por ejemplo curvándose por un lado y por otros no, por lo que la aplicación de una presión constante en todos los patines no permite obtener una corrección de la curvatura adecuada. Además esta configuración no permite realizar una corrección automática de forma dinámica en función de las diferentes curvaturas que el cartón puede ir adoptando en el proceso de fabricación, por lo que cabe la posibilidad de que la curvatura de las planchas de cartón fabricado no se corrija en el grado que se requiere, obteniéndose láminas de cartón defectuosas.
DESCRIPCIÓN DE LA INVENCIÓN
Para resolver los inconvenientes anteriormente indicados, la invención ha desarrollado un nuevo método y sistema que permiten realizar la corrección automática de las posibles curvaturas que las planchas de cartón puedan presentar durante su proceso de fabricación.
Para ello, el método de la invención comprende las fases convencionales de fabricación de cartón, al que, a continuación se aplica presión mediante una matriz de patines m x n desplazables verticalmente para mantener el cartón plano, se cortan las planchas de cartón y se mide la curvatura de las planchas de cartón fabricado en sentido transversal al avance del cartón en la línea de producción. La invención presenta la novedad de que el método se caracteriza por que comprende una fase en la que se establecen diferentes agrupaciones de patines de la matriz m x n, de forma que a cada agrupación de patines se le aplica un control independiente de desplazamiento vertical de empuje/elevación. A continuación se calcula cada control independiente a aplicar a cada agrupación de patines de empuje/elevación para corregir la curvatura medida de las planchas de cartón fabricadas. Este cálculo se realiza a partir de la curvatura medida de las planchas de cartón fabricado. Seguidamente se aplican simultáneamente los controles calculados a cada agrupación de patines, produciendo un mismo desplazamiento vertical de empuje/elevación en patines de una misma agrupación. Este desplazamiento es función del control calculado y por tanto puede ser diferente para cada agrupación de patines. De esta forma se permite corregir la curvatura del cartón fabricado automáticamente, lo que aporta una considerable ventaja frente al estado de la técnica.
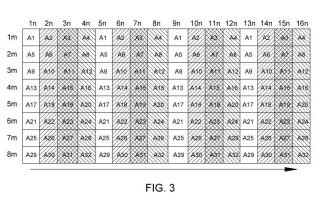
En la realización preferente de la invención la fase de establecimiento de diferentes agrupaciones de patines comprende agrupar patines alternos de una misma fila m de la matriz, correspondientes a cada s columnas alternas hasta completar las n columnas de cada fila m, obteniéndose, por lo tanto, s agrupaciones de patines en cada fila m, y en consecuencia un total de agrupaciones de patines m x s de la matriz m x n.
Además el método de la invención prevé que para efectuar el cálculo de cada control a aplicar a cada agrupación de patines, previamente comprende establecer y almacenar unos parámetros aceptables de curvatura de las planchas de cartón requeridas en la fabricación, y marcar unos parámetros aceptables de curvatura para diferentes parámetros de producción convencionales, de forma que para cada uno de los parámetros de producción que convencionalmente se puedan establecer, existen unos parámetros aceptables de curvatura de las planchas de cartón. Además se establecen y almacenan diferentes tipos de curvaturas que se pueden producir en la fabricación de las planchas de cartón. A continuación se identifica el tipo de curvatura medida a partir de dichos tipos de curvaturas almacenadas y la curvatura medida, de forma que una vez identificado el tipo de curvatura medida, se adquieren los parámetros convencionales de producción del proceso de fabricación, y se buscan parámetros aceptables de curvatura que estén marcados, correspondientes a los parámetros de producción del proceso de fabricación adquiridos. Seguidamente se compara la curvatura medida con los parámetros aceptables de curvatura almacenados cuando están marcados y se calcula cada control a aplicar a cada agrupación de patines de empuje/elevación, a partir de la comparación anterior, lo que permite corregir la curvatura aplicando el control independiente calculado a aplicar a cada agrupación de patines.
En el caso en el que los parámetros aceptables de curvatura no estén marcados, no se realiza la corrección de la curvatura, y por tanto no se aplica ningún tipo de control a cada una de las agrupaciones de patines de empuje/elevación.
Por lo tanto, la invención se adapta de forma automática a las circunstancias de fabricación, al tener en cuenta los parámetros de producción convencionales, como es la velocidad de producción, número de planchas que se cortan, si la fabricación del cartón es de tres o cinco láminas.
También la invención se refiere a un sistema que permite efectuar la corrección comentada en el método, para lo que el sistema comprende una línea convencional de fabricación de planchas de cartón que está dotada de una matriz de m x n patines desplazables verticalmente para presionar sobre el cartón fabricado, y obtener un cartón plano, un módulo de aplicación de una presión a los patines de la matriz m x n, medios de corte longitudinal y transversal del cartón para obtener planchas de cartón, un módulo de adquisición de los parámetros convencionales de producción del proceso de fabricación del cartón y un módulo de medida de la curvatura de las planchas de cartón fabricado.
Además, el sistema de la invención presenta como características novedosas comprender diferentes...
Reivindicaciones:
1. MÉTODO DE CORRECCIÓN DE CURVATURAS DE PLANCHAS DE CARTÓN DURANTE SU PROCESO DE FABRICACIÓN, donde dicho proceso de fabricación comprende:
- fabricar el cartón,
- aplicar presión al cartón fabricado mediante una matriz de patines m x n (7) desplazables verticalmente, para obtener un cartón plano,
- cortar el cartón en planchas (15) ,
- medir la curvatura de las planchas de cartón (15) en sentido transversal; caracterizado por que además comprende:
- establecer diferentes agrupaciones (A1-A32) de patines (7) de la matriz m x n, donde a cada agrupación (A1-A7) de patines (7) se le aplica un mismo control de desplazamiento vertical de empuje/elevación,
- calcular cada control a aplicar a cada agrupación (A1-A32) de patines (7) de empuje/elevación para, a partir de la curvatura medida de las planchas de cartón fabricado, corregir la curvatura medida de las planchas de cartón (15) fabricado,
- aplicar simultáneamente cada uno de los controles calculados a cada agrupación de patines (A1-A32) , para producir el mismo desplazamiento vertical de empuje/elevación en los patines (7) de una misma agrupación (A1-A32) y corregir la curvatura de las planchas de cartón (15) fabricado.
2. MÉTODO DE CORRECCIÓN DE CURVATURAS DE PLANCHAS DE CARTÓN DURANTE SU PROCESO DE FABRICACIÓN, según reivindicación 1, caracterizado por que la fase de establecimiento de diferentes agrupaciones (A1-A32) de patines comprende agrupar patines alternos de una misma fila m de la matriz, correspondientes a cada s columnas alternas hasta completar las n columnas de cada fila m, obteniéndose s agrupaciones de patines en cada fila m y por tanto un total de agrupaciones de patines m x s de la matriz m x n.
3. MÉTODO DE CORRECCIÓN DE CURVATURAS DE PLANCHAS DE CARTÓN DURANTE SU PROCESO DE FABRICACIÓN, según reivindicación 1, caracterizado por que comprende las siguientes fases:
- establecer y almacenar unos parámetros aceptables de curvatura de las planchas de cartón (15) requeridos en la fabricación,
- marcar unos parámetros aceptables de curvatura, para diferentes parámetros de producción convencionales,
- establecer y almacenar diferentes tipos de curvaturas (44a-44f) que pueden producir las diferentes planchas de cartón (15) fabricado,
- identificar el tipo de curvatura medida a partir de dichos tipos de curvaturas (44a-44f) almacenadas y de la curvatura medida,
- adquirir los parámetros convencionales de producción del proceso de fabricación,
- buscar parámetros aceptables de curvatura que estén marcados correspondientes a los parámetros de producción del proceso de fabricación adquiridos,
- comparar la curvatura medida con los parámetros aceptables de curvatura almacenados cuando están marcados, y
- si los parámetros aceptables de curvatura no están marcados no se realiza corrección de curvatura,
- calcular cada control a aplicar a cada agrupación de patines (A1-A32) de empuje/elevación, a partir de la comparación anterior,
- corregir la curvatura aplicando el control calculado a aplicar a cada agrupación de patines.
4. SISTEMA DE CORRECCIÓN DE CURVATURAS DE PLANCHAS DE CARTÓN DURANTE SU PROCESO DE FABRICACIÓN, que comprende una línea de fabricación de cartón que está dotada de:
-una matriz m x n de patines (7) desplazables verticalmente para presionar sobre el cartón fabricado y obtener un cartón plano,
- medios de corte longitudinal y de corte transversal (8, 9) para obtener planchas de cartón (15) ,
-un módulo de evaluación (37) de los parámetros convencionales de producción del proceso de fabricación del cartón,
-un módulo de medida de la curvatura en sentido transversal (40) de las planchas de cartón (15) de fabricado,
-un módulo de aplicación de una presión (44) a los patines de la matriz (m x n) ,
caracterizado por que además comprende:
-diferentes agrupaciones (A1-A32) de patines (7) de la matriz (m x n) ,
-módulo de control (34) configurado para calcular un control independiente aplicable a cada agrupación (A1-A32) de patines (7) para corregir la curvatura medida del cartón fabricado, a partir de la medida de la curvatura realizada,
- un módulo de empuje/elevación por cada grupo (A1-A32) de patines (7) , a los que se aplica simultáneamente cada control independiente calculado, para producir el mismo desplazamiento vertical de empuje/elevación de los patines (7) de una misma agrupación (A1-A32) y producir el desplazamiento simultáneo de cada patín (7) de cada agrupación, corrigiendo la curvatura.
5. SISTEMA DE CORRECCIÓN DE CURVATURAS DE PLANCHAS DE CARTÓN DURANTE SU PROCESO DE FABRICACIÓN, según reivindicación 4, caracterizado por que cada módulo de empuje/elevación comprende:
-una válvula proporcional (45) , gobernada por el módulo de control (34) de forma independiente de acuerdo con cada control calculado para cada agrupación (A1-A32) de patines (7) ,
- un cilindro neumático (19) por cada patín (7) , que están dotados de dos entradas de aire (23 y 24) para gobernar el empuje/elevación de cada patín (7) , donde los cilindros neumáticos (19) de cada agrupación (A1-A32) de patines (7) están conectados a una misma válvula proporcional (45) que mediante el control previamente calculado y aplicado a cada válvula proporcional (45) de cada agrupación de patines, producen el desplazamiento simultáneo de cada patín (7) .
6. SISTEMA DE CORRECCIÓN DE CURVATURAS DE PLANCHAS DE CARTÓN DURANTE SU PROCESO DE FABRICACIÓN, según reivindicación 4, caracterizado por que el módulo de control (32) comprende:
- medios de almacenamiento (39) de unos parámetros aceptables de curvatura de las planchas de cartón
(15) fabricadas, y de marcación de unos parámetros aceptables de curvatura para cada parámetro convencional de producción,
- un módulo de almacenamiento e identificación (41) de diferentes tipos de curvaturas (44a-44f) que se pueden producir en la fabricación de las planchas de cartón (15) , que está conectado a un módulo de medida (40) de la curvatura de las planchas de cartón (15) fabricadas, para identificar el tipo de curvatura medido a partir de los tipos de curvatura almacenados,
- un módulo de comparación (42) de la medida de la curvatura realizada con los parámetros aceptables de curvatura marcados, cuya comparación se aplica a un módulo de cálculo (43) de cada control independiente a aplicar a cada agrupación (A1-A32) de patines (7) .
7. SISTEMA DE CORRECCIÓN DE CURVATURAS DE PLANCHAS DE CARTÓN DURANTE SU PROCESO DE FABRICACIÓN, según una cualquiera de las reivindicaciones 4 ó 6, caracterizado por que cada agrupación (A1-A32) de patines (7) comprende patines (7) alternos de una misma fila m de la matriz, correspondientes a cada s columnas alternas hasta completar las n columnas de cada fila m, obteniéndose s agrupaciones de patines de cada fila m, y por tanto dotar de agrupaciones m x s de patines en la matriz m x n.
Patentes similares o relacionadas:
 Instalación de cartón ondulado, del 29 de Julio de 2020, de BHS CORRUGATED MASCHINEN- UND ANLAGENBAU GMBH: Instalación de cartón ondulado para la fabricación de cartón ondulado, que comprende
a) al menos un dispositivo para la fabricación de una respectiva banda […]
Instalación de cartón ondulado, del 29 de Julio de 2020, de BHS CORRUGATED MASCHINEN- UND ANLAGENBAU GMBH: Instalación de cartón ondulado para la fabricación de cartón ondulado, que comprende
a) al menos un dispositivo para la fabricación de una respectiva banda […]
Dispositivo calefactor que comprende dos placas calientes, en forma de arco antepuestas, de una máquina bilateral, del 1 de Julio de 2020, de BHS CORRUGATED MASCHINEN- UND ANLAGENBAU GMBH: Dispositivo calefactor, que comprende dos placas calientes , en forma de arco antepuestas de una máquina bilateral (9; 9a), con un bastidor , - presentando […]
Revestimiento de tambor de sujeción automática para un tambor de accionamiento en una máquina de cartón ondulado, del 10 de Junio de 2020, de Mühlen Sohn GmbH & Co. KG: Revestimiento de tambor para un tambor de accionamiento en una máquina de cartón ondulado que presenta un material […]
Instalación de cartón ondulado, del 22 de Abril de 2020, de BHS CORRUGATED MASCHINEN- UND ANLAGENBAU GMBH: Instalación de cartón ondulado que comprende a) al menos un dispositivo de fabricación de cartón ondulado para fabricar al menos una banda de cartón ondulado […]
Disposición de sellado de dique de cola, del 29 de Enero de 2020, de BHS CORRUGATED MASCHINEN- UND ANLAGENBAU GMBH: Disposición de sellado de dique de cola para un equipo de encolado de una instalación de cartón corrugado , que comprende: a) un equipo de soporte , […]
Instalación de cartón ondulado, del 18 de Diciembre de 2019, de BHS CORRUGATED MASCHINEN- UND ANLAGENBAU GMBH: Instalación de cartón ondulado para la fabricación de hojas de cartón ondulado , que comprende a. un primer dispositivo de alimentación de material […]
Procedimiento y equipo para el control y la fabricación de cartón corrugado, del 4 de Diciembre de 2019, de Valmet Automation Oy: Equipo para el control de la fabricación de cartón corrugado en un equipo de fabricación que comprende una parte de desenrollado , en el que el equipo de control comprende […]
Dispositivo para fabricar una banda de cartón corrugado sin fin laminada en al menos un lado, del 6 de Noviembre de 2019, de BHS CORRUGATED MASCHINEN- UND ANLAGENBAU GMBH: Dispositivo para fabricar una banda de cartón corrugado sin fin laminada en al menos un lado a) con un primer cilindro estriado y un segundo […]