METODO PARA PRODUCIR UNA GAMA DE PRODUCTOS DE ENVASE DE PLASTICO MOLDEADOS POR INYECCION QUE INCLUYEN UN CUBO Y UNA TAPA.
Un método de producir una gama de productos de envase moldeados de plástico,
que incluyen un cubo (10) que tiene un fondo, una pared circunferencial (12), un borde (14) y una nervadura de bloqueo circunferencial externa (16) dispuesta a una distancia (z) de dicho borde (14), incluyendo dicho método las etapas de: - seleccionar un cubo (10) y formar una pluralidad de dichos cubos (10), - formar una pluralidad de un primer tipo de tapa (20) que ajusta con dicho cubo (10), y - formar una pluralidad de un segundo tipo de tapa (30) que ajusta con dicho cubo (10), - teniendo cada una de dichas tapas (20, 30) una porción central (22, 32) y una porción circunferencial (24, 34) en forma de una U invertida que define un canal (25, 35) para recibir dicho borde (14) de dicho cubo (10), - dicho canal (25) de dicho primer tipo de tapa (20) y dicho canal (35) de dicho segundo tipo de tapa (30) están definidos por una pared exterior (27, 37) y una pared interior (26, 36), una pestaña circunferencial (28, 38) dirigida hacia dentro que está formada sobre dicha pared exterior (27, 37) a una distancia de una pared inferior (29, 39) de dicho canal (25, 35) y a una distancia de dicha pared interior (26, 36), - dicha pared exterior (27, 37) de dichas tapas (20, 30) tiene un espesor a lo largo de una región circunferencial (21, 31) adyacente a dicha pestaña circunferencial (28, 38), - dicha pestaña circunferencial (28) dirigida hacia dentro de dicho primer tipo de tapa (20) y dicha pestaña circunferencial (38) dirigida hacia dentro de dicho segundo tipo de tapa (30) están adaptadas para acoplarse con dicha nervadura de bloqueo (16) de dicho cubo (10) después de que dicha tapa (20, 30) ha sido aplicada a dicho cubo (10), para asegurar de esta manera dicha tapa (20, 30) a dicho cubo (10), - comprendiendo dicho método la etapa inicial de seleccionar dicho espesor (w30) de la región circunferencial (31) de dicho segundo tipo de tapa (30) para que sea menor que dicho espesor (w20) de la región circunferencial (21) de dicho primer tipo de tapa (20), de manera que dicha pestaña circunferencial (38) de dicho segundo tipo de tapa (30), después de la aplicación sobre dicho cubo (10), se pueda desacoplar manualmente más fácilmente de dicha nervadura de bloqueo (16) por un movimiento de flexión hacia fuera de dicha pared exterior (37)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07388083.
Solicitante: SUPERFOS A/S.
Nacionalidad solicitante: Dinamarca.
Dirección: SPOTORNO ALLE 8 2630 TAASTRUP DINAMARCA.
Inventor/es: VUILLOT,JEAN-MARC, NAVORET,STEPHANE.
Fecha de Publicación: .
Fecha Solicitud PCT: 20 de Noviembre de 2007.
Fecha Concesión Europea: 23 de Junio de 2010.
Clasificación PCT:
- B65D43/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 43/00 Cubiertas o tapas para recipientes en forma de caja (para recipientes de cocción A47J 36/06; cubiertas de cierre para recipientes a presión en general F16J 13/00). › Tapas o tapones quitables (con medios para perforar, cortar, o romper un cierre interior frágil B65D 51/22).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La invención se refiere a un método para producir una gama de productos de envase de plástico moldeados por inyección que incluyen un cubo y una tapa.
Hasta ahora ha sido convencional en los fabricantes de tales productos de envase proporcionar dos gamas de 10 productos, a saber, una gama de envases del tipo de tapa “pelable” y una gama de envases del tipo de tapa de “flexión”. En general, el diseño de cubo y tapa para estas dos gamas de productos ha evolucionado de manera independiente uno del otro, y la fabricación de los cubos 15 y las tapas ha tenido lugar utilizando dos conjuntos diferentes de moldes de inyección, un conjunto para producir tapas y cubos de una gama de envases del tipo “pelable” de diferentes tamaños y otro conjunto para producir tapas y cubos de otra gama de envases del tipo 20 de “flexión” de diferente tamaño. Las tapas del tipo de “flexión” y las tapas del tipo “pelable” se han realizado en diferentes líneas de producción independientemente una de la otra, con sus dimensiones, principalmente el diámetro, correspondiendo al tamaño del tipo de cubo 25 relevante sobre el que debe aplicarse.
Como se comprenderá, este modo convencional de producir los envases implica un alto número de diferentes moldes de inyección de plástico que deben mantenerse y sustituirse a intervalos frecuentes. La presente 30 invención tiene el cometido de resolver, entre otros, el problema del mantenimiento de tal número alto de moldes
de inyección. Por lo tanto, a través de la invención se puede conseguir una reducción significativa en costes de producción, y esto apartándose de la sabiduría de fabricación convencional de envases.
El problema anterior se resuelve por el método de 5 acuerdo con la reivindicación 1. Una reivindicación independiente se refiere también a un conjunto de productos de envase de plástico.
La invención se describirá ahora con más detalles con referencia a una forma de realización de la misma. 10
Las figuras 1 y 2 muestran vistas de la sección transversal de combinaciones de tapa y cubo de plástico de la técnica anterior.
La figura 3 muestra una vista de la sección transversal de un cubo utilizado de acuerdo con la 15 invención.
La figura 4 muestra una vista de la sección transversa de una tapa del primer tipo de acuerdo con la invención, del tipo “pelable”.
La figura 5 muestra una vista de la sección 20 transversal de un segundo de tapa utilizado de acuerdo con la invención, del tipo de “flexión”.
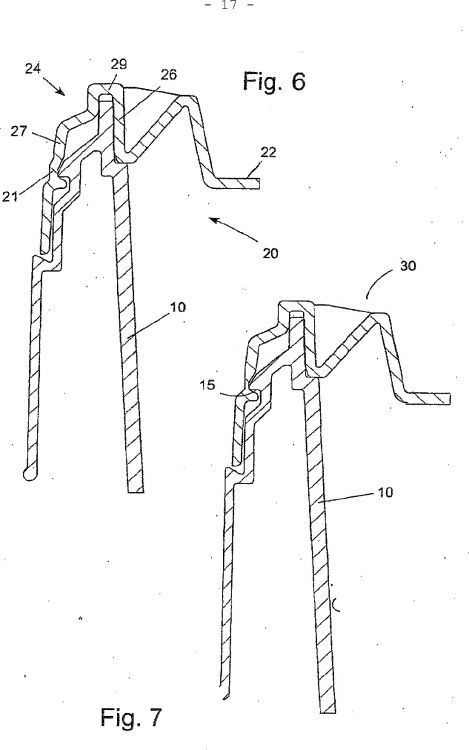
Las figuras 6 y 7 muestran vistas de la sección transversal del cubo de la figura 3 con la tapa de las figuras 4 y 5, respectivamente. 25
La figura 1 muestra una combinación conocida de tapa de plástico y cubo de plástico, en la que el cubo 10‟ tiene la tapa 20‟ aplicada para cubrir el extremo superior del cubo 10‟. Este tipo de tapa es referido con frecuencia como tapa del tipo “pelable” que refleja la 30 manera en que la tapa es desacoplada del cuno 10‟. La tapa 20‟ tiene un canal circunferencial 25‟, abierto
hacia abajo, configurado como una U invertida y adaptado para recibir el borde 14‟ del cubo 10‟. Después de la aplicación de la tapa 20‟, una pestaña circunferencial 28 dirigida hacia dentro de la tapa 20‟ se acopla por encaje elástico en una nervadura de bloqueo circunferencial 16‟ 5 dispuesta sobre el lado exterior del cubo 10‟ cerca del borde 14‟. Para la retirada siguiente de la tapa 20‟, el usuario desagarrará una parte de faldilla desgarrable removible de la anchura de la punta del dedo de una faldilla circunferencial externa 17‟ sobre el cubo 10‟, 10 de manera que después de su retirada, puede aplicar por medio de la punta de su dedo una fuerza dirigida hacia arriba directamente sobre la porción marginal inferior 23‟ de la tapa 20‟. Como consecuencia, la pestaña 28‟ es forzada a moverse en una difracción radialmente hacia 15 fuera sobre la superficie inferior inclinada de la nervadura de bloqueo 16‟ y de esta manera se “pela” fuera de acoplamiento con la nervadura de bloqueo 16‟ a lo largo de toda la circunferencia del cubo 10‟ por un movimiento continuado hacia arriba de la punta del dedo. 20 El cubo 10‟ está hecho para ajustar específicamente con esta tapa 20‟ del tipo “pelable”.
La figura 2 muestra otra combinación conocida de tapa de plástico 30‟ y cubo 10‟‟ de plástico, como se describe en el documento GB 2 091 706. Este tipo de tapa 25 30‟ es referido con frecuencia como tapa del tipo de “flexión”, puesto que la pared 37‟ exterior que define un canal circunferencial 35‟ abierto hacia abajo tiene una región circunferencial 31‟ de espesor reducido que permite al usuario flexionar, por presión de la punta del 30 dedo, la parte de la pared 37‟ debajo de la región 31‟ de espesor reducido en una dirección hacia fuera, de tal
manera que una pestaña circunferencial 38‟ de la tapa se desacopla de una nervadura de bloqueo 16” del cubo circunferencial 10”. El cubo 10” está hecho para ajustar específicamente en esta tapa 30‟ del tipo de “flexión”.
Las combinaciones conocidas de tapa de plástico y 5 cubo de plástico mostradas en las figuras 1 y 2 se fabrican comúnmente en una operación de moldeo por inyección de plástico.
La figura 3 muestra la parte superior de un cubo 10 para uso con la invención. El cubo 10 tiene un fondo (no 10 mostrado) integral con una pared circunferencial 12 con un borde 14 y una nervadura de bloqueo circunferencial externa 16 dispuesta a una distancia z desde el borde 14 sobre una faldilla circunferencial 17 que se extiende a una distancia desde la pared 12. Un receso 11 está 15 previsto con preferencia para prevenir la retirada fácil de una tapa aplicada sobre el cubo 10. La nervadura de bloqueo 16 está definida por una superficie esbelta superior 13 y una superficie inferior 15. Aunque no se muestra, el cubo 10 tiene con preferencia una parte de 20 faldilla removible, como se ha descrito anteriormente con referencia a la figura 1, de manera que, una vez retirada, el usuario puede aplicar una presión con la punta del dedo sobre una tapa cuando está aplicada sobre el cubo 10. 25
La figura 4 muestra una tapa 20 seleccionada de acuerdo con la presente invención y que es de un primer tipo y la figura 5 muestra una tapa 30 seleccionada de acuerdo con la invención y que es de un segundo tipo.
Las tapas 20, 30 de las figuras 4 y 5 están formadas 30 ambas con una porción central 22, 32 y una porción circunferencial 24, 34 en forma de una U invertida que
define un canal 25, 35 abierto hacia abajo para recibir el borde 14 del cubo 10 mostrado en la figura 3. El canal 25 del primer tipo de tapa 20 y el canal 35 del segundo tipo de tapa 30 incluyen sobre una pared exterior 27, 37 de los mismos una pestaña circunferencial 28, 38 dirigida 5 hacia dentro dispuesta a una distancia „y‟ desde una pared inferior 29, 39 del canal 25, 35 y a la distancia x desde una pared interior 26, 36 del canal 25, 35. Con preferencia, el valor de „y‟ del primer tipo de tapa 20 es igual al valor de „y‟ del segundo tipo de tapa 30 y el 10 valor de x del primer tipo de tapa 20 es igual al valor de x del segundo tipo de tapa 30, como en la forma de realización mostrada.
La pared exterior 27, 37 de ambas tapas 20, 30 tiene un espesor w20, w30 a lo largo de una región 15 circunferencial 21, 31 adyacente a la pestaña circunferencial 28, 38, y la pestaña circunferencial 28 dirigida hacia dentro del primer tipo de tapa 20 y la pestaña circunferencial 38 dirigida hacia dentro del segundo tipo de tapa 30 están adaptadas para acoplarse 20 con la nervadura de bloqueo 16 del cubo 10 cuando cualquiera de las tapas 20, 30 es aplicada sobre el cubo 10, con el fin de asegurar la tapa 20, 30 al cubo 10.
De acuerdo con la invención, es común a ambas tapas 20, 30 que tienen esencialmente las mismas dimensiones 25 generales para encajar con un tamaño seleccionado de un cubo, como se muestra en la figura 3 y, en principio, difieren una de la otra como se describirá a continuación. Parejas de tapas 20, 30 que se encajan con un tamaño particular de cubo se pueden producir de 30...
Reivindicaciones:
1. Un método de producir una gama de productos de envase moldeados de plástico, que incluyen un cubo (10) que tiene un fondo, una pared circunferencial (12), un borde (14) y una nervadura de bloqueo circunferencial 5 externa (16) dispuesta a una distancia (z) de dicho borde (14), incluyendo dicho método las etapas de:
- seleccionar un cubo (10) y formar una pluralidad de dichos cubos (10), 10
- formar una pluralidad de un primer tipo de tapa (20) que ajusta con dicho cubo (10), y
- formar una pluralidad de un segundo tipo de tapa (30) que ajusta con dicho cubo (10),
- teniendo cada una de dichas tapas (20, 30) una 15 porción central (22, 32) y una porción circunferencial (24, 34) en forma de una U invertida que define un canal (25, 35) para recibir dicho borde (14) de dicho cubo (10),
- dicho canal (25) de dicho primer tipo de tapa 20 (20) y dicho canal (35) de dicho segundo tipo de tapa (30) están definidos por una pared exterior (27, 37) y una pared interior (26, 36), una pestaña circunferencial (28, 38) dirigida hacia dentro que está formada sobre dicha pared 25 exterior (27, 37) a una distancia de una pared inferior (29, 39) de dicho canal (25, 35) y a una distancia de dicha pared interior (26, 36),
- dicha pared exterior (27, 37) de dichas tapas (20, 30) tiene un espesor a lo largo de una 30 región circunferencial (21, 31) adyacente a dicha pestaña circunferencial (28, 38),
- dicha pestaña circunferencial (28) dirigida hacia dentro de dicho primer tipo de tapa (20) y dicha pestaña circunferencial (38) dirigida hacia dentro de dicho segundo tipo de tapa (30) están adaptadas para acoplarse con dicha 5 nervadura de bloqueo (16) de dicho cubo (10) después de que dicha tapa (20, 30) ha sido aplicada a dicho cubo (10), para asegurar de esta manera dicha tapa (20, 30) a dicho cubo (10), 10
- comprendiendo dicho método la etapa inicial de seleccionar dicho espesor (w30) de la región circunferencial (31) de dicho segundo tipo de tapa (30) para que sea menor que dicho espesor (w20) de la región circunferencial (21) de dicho primer tipo 15 de tapa (20), de manera que dicha pestaña circunferencial (38) de dicho segundo tipo de tapa (30), después de la aplicación sobre dicho cubo (10), se pueda desacoplar manualmente más fácilmente de dicha nervadura de bloqueo (16) por un movimiento 20 de flexión hacia fuera de dicha pared exterior (37).
2. Un método de acuerdo con la reivindicación 1, en el que la pestaña (28) dirigida hacia dentro de dicho primer tipo de tapa (20) está dispuesta a la misma distancia (y), o sustancialmente a la misma distancia, de 25 dicha pared de fondo (29, 39) que la pestaña (38) dirigida hacia dentro de dicho segundo tipo de tapa (30).
3. Un método de acuerdo con la reivindicación 1 ó 2, en el que la pestaña (28) dirigida hacia dentro de dicho 30 primer tipo de tapa (20) está dispuesta a la misma distancia (x), o sustancialmente a la misma distancia, de
dicha pared interior (26, 36) que la pestaña (38) dirigida hacia dentro de dicho segundo tipo de tapa (30).
4. Un método de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que dicho primer tipo de tapa (20) y dicho segundo tipo de tapa (30) son 5 idénticos, o sustancialmente idénticos, a excepción del espesor de dicha región circunferencial (21, 31) de la pared exterior.
5. Un método de acuerdo con las reivindicaciones anteriores 1 a 3, en el que dicho primer tipo de tapa 10 (20) y dicho segundo tipo de tapa (30) son idénticos, o esencialmente idénticos, a excepción del espesor de dicha región circunferencial (21, 31) de la pared exterior, el ángulo T que una cara superior A de la pestaña (28, 38) forma con la vertical, y posiblemente también la anchura 15 L de la pestaña periférica (28, 38).
6. Un método de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que dicha pluralidad de dicho cubo (10) se fabrica en una primera línea de producción, y en el que dicha pluralidad de dicho primer 20 tipo de tapa (20) y dicha pluralidad de dicho segundo tipo de tapa (30) se fabrican en una segunda línea de producción.
7. Un método de acuerdo con una cualquiera de las reivindicaciones 1 a 5, en el que ducha pluralidad de 25 dicho cubo (10) se fabrica en una primera línea de producción, y en el que dicha pluralidad de dicho primer tipo de tapa (20) se fabrica en una segunda línea de producción y dicha pluralidad de dicho segundo tipo de tapa (30) se fabrica en una tercera línea de producción. 30
8. Un conjunto de productos de envase moldeados de plástico, que incluyen:
- un cubo (10) que tiene un fondo, una pared circunferencial (12), un borde (14) y una nervadura de bloqueo circunferencial externa dispuesta a una distancia (z) de dicho borde (14), 5
- una pluralidad de un primer tipo de tapa (20) para dicho cubo (10), y
- una pluralidad de un segundo tipo de tapa (30) para dicho cubo (10),
- teniendo cada una de dichas tapas (20, 30) una 10 porción central (22, 32) y una porción circunferencial (24, 34) en forma de una U invertida que define un canal (25, 35) para recibir dicho borde (14) de dicho cubo (10),
- dicho canal (25) de dicho primer tipo de tapa 15 (20) y dicho canal (35) de dicho segundo tipo de tapa (30) están definidos por una pared interior (26, 36) y una pared exterior (27, 37), una pestaña circunferencial (28, 38) dirigida hacia dentro que está formada sobre dicha pared 20 exterior (27, 37) a una distancia de una pared inferior (29, 39) de dicho canal (25, 35) y a una distancia de dicha pared interior (26, 36),
- dicha pared exterior (27, 37) de dichas tapas (20, 30) tiene un espesor a lo largo de una 25 región circunferencial (21, 31) adyacente a dicha pestaña circunferencial (28, 38),
- dicha pestaña circunferencial (28) dirigida hacia dentro de dicho primer tipo de tapa (20) y dicha pestaña circunferencial (38) dirigida 30 hacia dentro de dicho segundo tipo de tapa (30) están adaptadas para acoplarse con dicha
nervadura de bloqueo (16) de dicho cubo (10) después de que dicha tapa (20, 30) ha sido aplicada a dicho cubo (10), para asegurar de esta manera dicha tapa (20, 30) a dicho cubo (10), 5
- dicho espesor (w30) de la región circunferencial (31) de dicho segundo tipo de tapa (30) es menor que dicho espesor (w20) de la región circunferencial (21) de dicho primer tipo de tapa (20), de manera que dicha pestaña circunferencial (38) de dicho 10 segundo tipo de tapa (30), después de la aplicación sobre dicho cubo (10), se pueda desacoplar manualmente más fácilmente de dicha nervadura de bloqueo (16) por un movimiento de flexión hacia fuera de una parte dicha pared exterior (37). 15
9. Un conjunto de acuerdo con la reivindicación 8, en el que la pestaña (28) dirigida hacia dentro de dicho primer tipo de tapa (20) está dispuesta a la misma distancia (y), o sustancialmente a la misma distancia, de dicha pared de fondo (29) que la pestaña (38) dirigida 20 hacia dentro de dicho segundo tipo de tapa (30).
10. Un conjunto de acuerdo con la reivindicación 8 ó 9, en el que la pestaña (28) dirigida hacia dentro de dicho primer tipo de tapa (20) está dispuesta a la misma distancia (x), o sustancialmente a la misma distancia, de 25 dicha pared interior (26, 36) que la pestaña (38) dirigida hacia dentro de dicho segundo tipo de tapa (30).
11. Un conjunto de acuerdo con una cualquiera de las reivindicaciones 8 a 10, en el que dicho primer tipo de tapa (20) y dicho segundo tipo de tapa (30) son 30 idénticos, a excepción del espesor de dicha región circunferencial (21, 31) de la pared exterior.
12. Un conjunto de acuerdo con una cualquiera de las reivindicaciones anteriores 8 a 10, en el que dicho primer tipo de tapa (20) y dicho segundo tipo de tapa (30) son idénticos, o esencialmente idénticos, a excepción del espesor de dicha región circunferencial 5 (21, 31) de la pared exterior, el ángulo T que una cara superior A de la pestaña (28, 38) forma con la vertical, y posiblemente también la anchura L de la pestaña periférica (28, 38).
13. Un conjunto de acuerdo con una cualquiera de las 10 reivindicaciones anteriores 8 a 12, en el que dicho cubo (10) incluye una faldilla circunferencial exterior (17) con una porción removible (19) debajo de dicha nervadura de bloqueo (16), permitiendo dicha porción a un usuario aplicar su dedo sobre una porción de borde (23, 33) de 15 dicha pared exterior (27, 37) de dicha tapa (20, 30) cuando se aplica a dicho cubo (10), para su manipulación.
Patentes similares o relacionadas:
Latas de metal sin anilla, del 22 de Julio de 2020, de CROWN PACKAGING TECHNOLOGY, INC: Un cuerpo de lata de una sola pieza homogénea de material y que comprende: un borde que define una abertura superior en el cuerpo: una perla pinzada […]
Dispensador de toallitas desinfectantes, del 15 de Julio de 2020, de THE CLOROX COMPANY: Un dispensador de toallitas que comprende: (a) un recipiente que comprende: un cuerpo del recipiente y una tapa extraíble que forman una región […]
Contenedor alimentario, del 24 de Junio de 2020, de GUTIÉRREZ SÁNCHEZ, Felipe: 1. Contenedor alimentario, formado por una cubeta y una tapa , caracterizado porque la cubeta es de aluminio. 2. Contenedor, según […]
CAJA PARA PRODUCTOS ALIMENTARIOS, del 13 de Mayo de 2020, de KOLY COMMODITIES S.L: 1. Caja para productos alimentarios, formada por una bandeja y una tapa , en donde dicha bandeja comprende una base de la que deriva al menos una pared […]
Recipiente, del 29 de Abril de 2020, de Jokey SE: Recipiente con tapa, presentando el recipiente un borde superior de recipiente (1A), así como una pared lateral que se extiende por toda la […]
Artículo de empaquetado y almacenamiento reutilizable, del 22 de Abril de 2020, de Reckitt Benckiser Health Limited: Un producto de consumo que comprende: un anillo de constricción elástico que comprende un anillo tubular de material elástico resiliente; y […]
Contenedor que incluye un recipiente y una tapa, del 8 de Abril de 2020, de SEB S.A.: Contenedor que incluye un recipiente y una tapa , presentando el recipiente un borde superior prolongado por un borde lateral anular exterior […]
Recipiente con cubierta con bisagras con medios de evidencia de manipulación frangibles, del 8 de Abril de 2020, de Vigourplastic Co., Ltd: Un recipiente (A) que evita una apertura no autorizada y puede identificarse fácilmente después de haber sido abierto sin autorización, que comprende: […]