Método para producir una bandeja para productos alimenticios.
Lámina de material plástico que comprende una capa de poliestireno extruido espumado acoplada con una película de plástico flexible que tiene propiedades de barrera contra gases,
caracterizadaporque dicha capa de poliestireno extruido espumado tiene una densidad comprendida entre 150 y 350 gramos/litro, y un espesor equivalente a o menor que 2,2 mm.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08009776.
Solicitante: COOPBOX Eastern S.r.o.
Inventor/es: VANNINI,CESARE, MOVILLI,WALTER, LANZANI,FEDERICO, Cornini,Veronica, Fiordelisi,Fabio, Fornaciari,Claudio.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B32B37/15 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 37/00 Procedimientos o aparatos para la estratificación, p.ej. por polimerización o curado o por unión por ultrasonidos. › con al menos una capa fabricada e inmediatamente estratificada antes de alcanzar su estado estable, p.ej. en el cual una capa es extruída y estratificada en estado semi-pastoso.
- B32B5/18 B32B […] › B32B 5/00 Productos estratificados caracterizados por la heterogeneidad o estructura física de una de las capas (B32B 9/00 - B32B 29/00 tienen prioridad). › caracterizados por el hecho de que una de las capas contiene un material en forma de esponja o esencialmente poroso.
- B65B31/00 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › Embalaje de objetos o material bajo condiciones atmosféricas o gaseosas particulares; Adición de propulsantes a los recipientes para aerosol.
- B65D1/34 B65 […] › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 1/00 Recipientes rígidos o semirrígidos que tienen cuerpos formados en una sola pieza, p.ej. por moldeo de un material en metal, por moldeo de un material plástico, por soplado de un material vítreo, por moldeo de un material en cerámica, por moldeo de un material fibroso cocido, por estirado de un material en hoja (Enrollando, curvando o plegando el papel B65D 3/00, B65D 5/00; especialmente concebidos para ser abiertos por corte, perforado o desgarre de partes de la pared B65D 17/00; palés rígidos con paredes laterales B65D 19/02). › Bandejas o recipientes análogos poco profundos.
PDF original: ES-2344335_T1.pdf
Fragmento de la descripción:
Campo de aplicacion 5 La presente invencion se refiere de manera general al campo de materiales de plastico para la industria del envasado de alimentos.
En detalle, la invencion se refiere a un metodo para producir una bandeja para envasar productos alimenticios. Tecnica anterior
Se sabe que el sector del envasado de alimentos es particularmente cuidadoso en cuanto a las necesidades del consumidor y, por tanto, varios envases nuevos estan lanzandose constantemente en el mercado.
Envases que comprenden una bandeja o cuenco de poliestireno espumado estan ampliamente disponibles para productos alimenticios solidos tales como carne, pescado, queso, frutas y verduras asi como para su uso en horno, tiendas de alimentos y productos de pasteleria.
En particular, se usan bandejas compuestas esencialmente por una (nica capa de poliestireno espumado. Tales bandejas sirven como simples recipientes para contener el producto alimenticio envasado, o se usan como bandejas que tienen estructuras de celulas abiertas que permiten, entre otras cosas, tambien la absorcion de los liquidos liberados por el alimento, especialmente carne y pescado.
En este tipo de envases, el cierre se obtiene generalmente envolviendo una pelicula de plastico extensible 20 alrededor de una bandeja que contiene el producto alimenticio. En tal caso, el termino de caducidad del envase para alimentos envasado de ese modo, dura solo algunos dias, generalmente desde dos hasta cuatro dias. Ademas, se conocen envases sellados en una atmosfera modificada o protectora (vease por ejemplo el documento US 5779050) ; tales envases prolongan los periodos de conservacion del producto alimenticio contenido en 25 ellos.
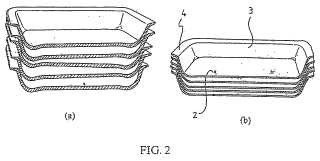
Este tipo de envase comprende esencialmente una bandeja compuesta por una capa de poliestireno espumado recubierto generalmente en la parte interior por una primera pelicula de plastico que tiene propiedades de barrera contra gases o vapores, que a su vez esta sellada a lo largo de una banda periferica a una segunda pelicula de plastico que tiene propiedades de barrera, de tal manera que se atrapa un gas o mezcla de gases preestablecido dentro del envase entre las dos peliculas de plastico. Una caracteristica distintiva de las bandejas con propiedades de barrera consiste en que tiene paredes laterales ligeramente inclinadas (casi verticales) , con el fin de aumentar su capacidad, es decir su volumen interno.
Tal solucion es necesaria dado que el contenido del envase, es decir el producto alimenticio dispuesto en la bandeja, no puede sobresalir mas alla del borde superior periferico de la propia bandeja sellada sobre el que esta la 35 pelicula de plastico de cierre, tal como ocurre habitualmente por el contrario en los envases que comprenden bandejas cerradas mediante envoltura usando una pelicula extensible.
En cualquier caso, tales bandejas, consideradas en todos los casos previamente, estan bastante normalizadas comprendiendo una parte espumada con una densidad muy baja, comprendida generalmente en el intervalo entre 30 y 50 gramos/litro y en cualquier caso no superando 60 gramos/litro, y espesores de las paredes comprendidos entre 3, 5 y
milimetros que pueden garantizar una buena rigidez de la bandeja usando pequefas cantidades de material de plastico.
Tal como se conoce, tales bandejas se obtienen mediante la termoformacion de una lamina compuesta por una capa de poliestireno espumado acoplada con una pelicula de plastico que tiene propiedades de barrera, en las que la capa de poliestireno (parte espumada) tiene una densidad comprendida entre 40 y 80 gramos/litro.
En los casos en que no se usan bandejas de material de plastico espumado, la tecnica conocida tambien proporciona envases del tipo en atmosfera modificada o protectora, que comprenden bandejas compuestas esencialmente por polipropileno, poli (tereftalato de etileno) , poliestireno de alto impacto u otras resinas no espumadas que permiten obtener productos transparentes, opacos y coloreados.
Aunque son ventajosas y cumplen el objetivo, las bandejas del tipo considerado anteriormente no estan libres de inconvenientes que en el caso especifico deben asociarse a las caracteristicas que determinan sus ventajas.
En particular, los envases que comprenden bandejas de poliestireno espumado garantizan un grado determinado de aislamiento termico, (til cuando se transporta el envase, por ejemplo, desde el punto de venta hasta el domicilio.
Ademas, tales bandejas estan compuestas por una cantidad limitada de material de plastico que es menor, dada la misma capacidad de la bandeja (contenido) , que la usada para las bandejas compuestas por material de 15 plastico no espumado, que junto con un menor coste unitario, tambien supone un menor impacto medioambiental y una menor explotacion de recursos en general.
Por el contrario, justo debido al hecho de que estan compuestas por material de plastico espumado, tales bandejas son particularmente voluminosas conduciendo de ese modo a un impacto negativo en el almacenamiento y el transporte.
Ademas, en caso de bandejas destinadas a envasado en una atmosfera protectora o modificada, las dimensiones globales requeridas, para almacenar, apilar y transportar las bandejas, es incluso mayor debido a la menor inclinacion de las paredes tal como se describio anteriormente. Ademas, dado que los envases en una atmosfera protectora o modificada generalmente se envasan, es decir se completan, en las fabricas en lugar de completarse en los puntos de venta a gran escala donde puede adquirirse el
envase, a menudo se desea que las bandejas usadas tengan un facil desapilado en sistemas automaticos que, por el contrario, las bandejas compuestas por material de plastico espumado proporcionadas por la tecnica conocida no pueden garantizar.
De hecho, las paredes de este tipo de bandeja son paredes bastante gruesas y ligeramente inclinadas (casi verticales) y, por tanto, se dispone de una manera desordenada en filas o pilas verticales, haciendo que el desapilado 30 automatico en el procedimiento de envasado sea bastante complicado.
Por otra parte, por lo que se refiere a los envases en atmosfera modificada o protectora que comprenden bandejas compuestas por material de plastico no espumado, debe observarse que estas (ltimas son menos voluminosas con respecto a las primeras y por tanto tienen una dimension global menor, con la ventaja consiguiente en cuanto a almacenamiento y transporte.
Ademas, tales bandejas tambien quedan generalmente bastante ordenadas cuando se disponen en pilas verticales y por tanto no suponen dificultades de desapilado particulares en lineas de produccion industrial de envasado alimentario. No obstante, las bandejas de este tipo se exponen al inconveniente que implica que, con el fin de obtener la rigidez simplemente suficiente para permitir su uso, y en cualquier caso indudablemente inferior a la de las bandejas compuestas por material de plastico espumado, se usa una cantidad de plastico que oscila entre el 30% y el 100% superior, con el aumento consiguiente de costes, mayor impacto medioambiental y en general una explotacion de recursos superior.
Ademas, las bandejas de este tipo no garantizan ni siguiera el aislamiento termico mas leve del producto contenido en las mismas, un aislamiento que, tal como se observo previamente, lo requiere a menudo el consumidor.
Por tanto, seria deseable tener una bandeja que tenga las caracteristicas positivas de las bandejas conocidas compuestas por material de plastico espumado y las caracteristicas positivas de las bandejas conocidas compuestas 5 por material de plastico no espumado, que pueda simultaneamente superar los inconvenientes o desventajas mencionados anteriormente.
El documento US-A-5670552 da a conocer un metodo para producir una bandeja para envasar productos alimenticios que comprende las etapas de suministrar una mezcla a base de poliestireno dentro de una prensa extrusora, fundir dicha mezcla, afadir un agente espumante a dicha mezcla fundida, extruir dicha mezcla mediante una hilera que tiene una abertura de salida en forma de corona circular, obteniendo una lamina de poliestireno extruido espumado en forma tubular, adaptar y enfriar dicha lamina tubular que sale de la prensa extrusora sobre un husillo cilindrico, en el que la razon entre el diametro de dicho husillo y el diametro promedio de dicha corona circular esta comprendida entre 2, 0 y 10, 0, cortar dicha lamina tubular seg (n al menos una generatriz obteniendo de ese modo al menos una lamina plana de poliestireno extruido espumado respectiva, acoplar sobre dicha lamina plana de poliestireno extruido espumado una pelicula de plastico flexible que tiene propiedades de barrera contra gases, y termoformar dicha lamina de material de plastico obteniendo de ese... [Seguir leyendo]
Reivindicaciones:
1. Metodo para producir una bandeja para envasar productos alimenticios que comprende las siguientes etapas:
- suministrar una mezcla a base de poliestireno dentro de una prensa extrusora;
- fundir dicha mezcla; 5 - afadir un agente espumante a dicha mezcla fundida;
-extruir dicha mezcla mediante una hilera que tiene una abertura de salida en forma de corona circular, obteniendo una lamina de poliestireno extruido espumado en forma tubular;
-adaptar y enfriar dicha lamina tubular que sale de la prensa extrusora sobre un husillo cilindrico, en el que la
razon entre el diametro de dicho husillo y el diametro promedio de dicha corona circular esta comprendida entre 10 1, 5 y 2, 2;
-cortar dicha lamina tubular seg (n al menos una generatriz obteniendo de ese modo al menos una lamina plana de poliestireno extruido espumado respectiva que tiene una densidad comprendida entre 180 y 220 gramos/litro y un espesor equivalente a o menor que 2, 2 mm;
-acoplar sobre dicha lamina plana de poliestireno extruido espumado una pelicula de plastico flexible que tiene 15 propiedades de barrera contra gases obteniendo una lamina de material de plastico que comprende dos capas;
-termoformar dicha lamina de material de plastico con una maquina de termoformacion dotada de un molde obteniendo de ese modo una bandeja con un espesor equivalente a o menor que 2, 5 mm y una densidad espumada comprendida entre 80 y 200 gramos/litro.
2. Metodo seg (n la reivindicacion 1, en el que dicho agente espumante es butano.
3. Metodo seg (n la reivindicacion 1 o 2, en el que dicha razon entre el diametro de dicho husillo y el diametro promedio de dicha corona circular es equivalente a aproximadamente 2.
4. Metodo seg (n una cualquiera de las reivindicaciones 1-3, en el que dicha lamina de poliestireno extruido tiene, en seccion, una estructura de celulas sustancialmente cerrada.
Patentes similares o relacionadas:
Línea y método de embotellado, del 8 de Julio de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Línea de embotellado de ciclo continuo para recipientes de material termoplástico, que comprende: - al menos una unidad de moldeo para la fabricación de preformas […]
 Método para producir y llenar un recipiente de envase, del 29 de Enero de 2020, de Å&R Carton Lund AB: Un método para producir y llenar un recipiente de envase de cartón con material pulverulento en donde el método comprende las etapas […]
Método para producir y llenar un recipiente de envase, del 29 de Enero de 2020, de Å&R Carton Lund AB: Un método para producir y llenar un recipiente de envase de cartón con material pulverulento en donde el método comprende las etapas […]
Sistema robótico de recogida de bolsitas y procedimiento para el montaje y la recogida de bolsitas no llenas dotadas de boquilla, del 17 de Julio de 2019, de Scholle IPN IP B.V: Un sistema robótico de recogida de bolsitas para la recogida de bolsitas no llenas dotadas de boquilla para ser transportadas hasta un […]
 Métodos para llenar silenciadores con material fibroso, del 26 de Junio de 2019, de OCV INTELLECTUAL CAPITAL, LLC: Un método para llenar un silenciador con un material fibroso, el conjunto de silenciador que incluye una cubierta de silenciador que tiene un puerto de entrada […]
Métodos para llenar silenciadores con material fibroso, del 26 de Junio de 2019, de OCV INTELLECTUAL CAPITAL, LLC: Un método para llenar un silenciador con un material fibroso, el conjunto de silenciador que incluye una cubierta de silenciador que tiene un puerto de entrada […]
Procedimiento de almacenamiento y/o transporte de partículas de lactida, del 17 de Junio de 2019, de PURAC BIOCHEM BV: Procedimiento de almacenamiento y/o transporte de partículas sólidas de lactida en un recipiente, caracterizado porque el recipiente es una […]
Aparato y procedimiento para el embalado en piel al vacío de un producto, del 3 de Junio de 2019, de CRYOVAC, INC.: Un aparato para embalar un producto dispuesto sobre un soporte , teniendo dicho soporte una pared de base y una pared lateral, comprendiendo dicho […]
Disposición de envase, del 22 de Abril de 2019, de Vortex Innovation Worx (Pty) Ltd: Una disposición de envase para la manipulación de masas de material fluido y que está adaptada para estar localizada dentro de un contenedor de masas intermedio […]
Método para producir una conserva de alimento a partir de productos lácteos, de frutas y / o vegetales, del 15 de Abril de 2019, de Hipp & Co: Un método para producir una conserva de alimento a partir de productos lácteos, de frutas y/o vegetales, en donde los productos se mezclan primero y […]