Método de producción de una pieza bruta original para una lámina revestida, formada por tres capas de acero inoxidable.
Un método de producción de una pieza bruta original para una lámina revestida (8),
formada por tres capasde acero inoxidable, que está compuesta de un componente central (1) y componentes (2) de revestimiento, estando hecho el componente central (1) de un acero inoxidable que tiene un contenido de B de 0 a 0,3% en masa, estandohechos cada uno de los componentes (2) de revestimiento de un acero inoxidable que tiene un contenido de B de0,3 a 2,5% en masa, y combinados sobre cada cara principal del componente central (1), caracterizado por estarcompuesta además la pieza bruta original de protectores (3), cada uno de los protectores (3) con una longitud mayorque la longitud de la superficie del extremo lateral del componente (2) de revestimiento, estando dispuestos sobrecada superficie (22) de los extremos laterales, diferentes al plano de trabajo, el cual es un plano que va a sersometido a un proceso de trabajo tal como laminación o forja de los componentes de revestimiento, en el que elplano de trabajo es un plano que va a ser sometido a proceso de trabajo, y las caras de los extremos laterales son almenos dos caras de los extremos laterales, opuestas una de otra, excluyendo el plano de trabajo, caracterizadoademás el método por:
disponer de lengüetas (4) en cada región limítrofe (5) formada donde se encuentran los componentes (2) derevestimiento y los protectores (3), en la unión de los componentes (2) de revestimiento y los protectores (3); ycomenzar la unión en las lengüetas (4).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2006/318275.
Solicitante: NIPPON STEEL & SUMITOMO METAL CORPORATION.
Nacionalidad solicitante: Japón.
Dirección: 6-1, Marunouchi 2-chome, Chiyoda-ku Tokyo 100-8071 JAPON.
Inventor/es: TARUTANI, YOSHIO, SEKI, AKIRA, YAZAWA,Takeo , YAMAMOTO,Hideaki , KANBE,MOTOMICHI, USHIO,KUNIHIKO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B1/38 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 1/00 Métodos de laminado o laminadores para la fabricación de productos semiacabados de sección llena o de perfilados (B21B 17/00 - B21B 23/00 tienen prioridad; si dependen de la composición del material a laminar B21B 3/00; alargamiento de bandas de metal trabajadas en circuito cerrado, por laminación simultánea en varios puestos de laminado B21B 5/00; laminadores considerados en conjunto B21B 13/00; colada continua en moldes de paredes que se desplazan B22D 11/06 ); Secuencia de operaciones en los trenes de laminación; Instalaciones de una fábrica de laminación, p. ej. agrupamiento de cajas; Sucesión de pasadas o de alternancias de pasadas. › para laminar hojas de longitud limitada, p. ej. hojas superpuestas (B21B 1/40 tiene prioridad; plegado antes del laminado y separación después del laminado B21B 47/00).
- B21B3/02 B21B […] › B21B 3/00 Laminado de materiales hechos a base de aleaciones especiales en la medida en que la naturaleza de la aleación exige o permite el empleo de métodos o de secuencias especiales (modificación de las propiedades metalúrgicas especiales de las aleaciones que no se refieren a la consolidación de la estructura, o a las propiedades mecánicas que resulten de ella C21D, C22F). › Laminado de aleaciones ferrosas especiales.
- B23K101/36 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 101/00 Objetos fabricados por soldadura sin fusión, soldadura o corte. › Dispositivos eléctricos o electrónicos.
- B23K103/04 B23K […] › B23K 103/00 Materiales a soldar sin fusión, a soldar o a cortar. › Aleaciones de acero.
- B23K20/00 B23K […] › Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado.
- C22C38/00 QUIMICA; METALURGIA. › C22 METALURGIA; ALEACIONES FERROSAS O NO FERROSAS; TRATAMIENTO DE ALEACIONES O METALES NO FERROSOS. › C22C ALEACIONES (tratamiento de alegaciones C21D, C22F). › Aleaciones ferrosas, p. ej. aleaciones del acero (aleaciones de hierro colado C22C 37/00).
- C22C38/54 C22C […] › C22C 38/00 Aleaciones ferrosas, p. ej. aleaciones del acero (aleaciones de hierro colado C22C 37/00). › con boro.
- H01M8/02 ELECTRICIDAD. › H01 ELEMENTOS ELECTRICOS BASICOS. › H01M PROCEDIMIENTOS O MEDIOS, p. ej. BATERÍAS, PARA LA CONVERSION DIRECTA DE LA ENERGIA QUIMICA EN ENERGIA ELECTRICA. › H01M 8/00 Pilas de combustible; Su fabricación. › Partes constitutivas (electrodos H01M 4/86 - H01M 4/98).
- H01M8/10 H01M 8/00 […] › Pilas de combustible de electrolitos sólidos.
PDF original: ES-2422011_T3.pdf
Fragmento de la descripción:
Método de producción de una pieza bruta original para una lámina revestida, formada por tres capas de acero inoxidable La presente invención se refiere un método de producción de una pieza bruta original para una lámina revestida, formada por tres capas de acero inoxidable, según el preámbulo de la reivindicación 1 (véase, por ejemplo, el documento JP 2004/071319) , un método para producir una lámina de acero para un separador de una pila de combustible del tipo polímero sólido, que usa dicha pieza bruta original para la lámina de acero revestida, y que cada método para producir una chapa y una lámina de acero de uso en un separador de una pila de combustible emplea un acero que contiene boro (B) para los componentes de revestimiento para estar en total contacto con cualquiera de las caras de un componente central (véanse las reivindicaciones 10 a 14) .
Antecedentes de invención En los últimos años, se ha centrado mucho la atención sobre una pila de combustible como una futura energía limpia, en particular, en medio de la puesta en escena del interés sobre la prevención de calentamiento global como parte de las cuestiones del medio ambiente global, La pila de combustible es una batería que genera energía eléctrica de corriente continua usando hidrógeno y oxígeno, y la pila de combustible está ilustrada por una pila de combustible del tipo electrolito sólido, una pila de combustible del tipo carbonato fundido, una pila de combustible del tipo ácido fosfórico, una pila de combustible del tipo polímero sólido, o similares.
En particular se espera que se ponga en práctica, a escala global, una pila de combustible del tipo polímero sólido como una fuente de energía dispersa para emergencias en una oficina comercial, una central de distribución telefónica o similar, una fuente de energía dispersa para uso doméstico que use gas ciudad como combustible, y una fuente de energía para un vehículo eléctrico de baja emisión que use gas hidrógeno, metanol o gasolina como combustible, debido a su fácil puesta en marcha y parada con una temperatura de funcionamiento tan baja como unos 80ºC, y tiene potencial para un rendimiento energético de aproximadamente el 40%.
Tradicionalmente, se ha investigado como material separador para una pila de combustible del tipo polímero sólido la aplicación de un material en forma de placas de carbono. Sin embargo, el material en forma de placa de carbono tiene el problema de un incrementado coste de fabricación debido a la necesidad de una maquinización precisa para aplanar su superficie o formar un canal de flujo, así como el problema de una “alta susceptibilidad al agrietamiento”. Cada uno de estos problemas es inherente y hace muy difícil la comercialización de la pila de combustible.
Para resolver tales problemas, se ha intentado llevar a cabo la aplicación de acero inoxidable como material separador para la pila de combustible, también con el objetivo principal de reducir el coste de fabricación, aunque esta tendencia entra en confrontación con la investigación anteriormente mencionada para la aplicación del grafito.
Sin embargo, el uso de acero inoxidable, tal y como está, como material separador es incorrecto ya que su superficie se cubre con una película pasivada. Como medidas para esto, se ha puesto en práctica, como método económico, asegurar la conductividad incluyendo boro en el acero inoxidable y formar un número de proyecciones de boruro (compuesto borado) sobre la superficie, aunque se pueda aplicar un chapado de oro sobre la superficie del acero inoxidable.
Sin embargo, la inclusión de boro hace duro el acero inoxidable, y el acero inoxidable resultante puede llegar a agrietarse durante el laminado hasta impedir el laminado o deteriorar extremadamente el rendimiento del producto.
La Publicación de Solicitud de Patente japonesa Nº 06/246424 describe, desde un punto de vista de producción, como un método para evitar el agrietamiento del acero que contiene B en la laminación en caliente, un método de producción adaptado a evitar el agrietamiento en los bordes uniendo aceros inoxidables SUS 316 y SUS 317 a ambas superficies del acero suave que contiene un 1%, o más, de boro y que sirve como miembro de la capa central, por medio de revestimiento por colada.
La Publicación de Solicitud de Patente japonesa Nº 04/253506 describe, como procedimiento de laminación en caliente para evitar el agrietamiento en los bordes, un método que comprende producir una pieza bruta montada, compuesta de acero inoxidable austenítico que contiene 0, 3 a 2, 0% en peso de B, y un acero con menor esfuerzo cortante para producir deformación plástica (resistencia a la deformación) que el acero inoxidable, soldándose el acero al acero inoxidable con el fin de cubrir las porciones de sus bordes laterales, y realizar un laminado de acabado a la pieza bruta montada, a una temperatura de (53 x B + 700) ºC (B: contenido de B (% en peso) ) , o superior.
De manera similar, la Publicación de Solicitud de Patente japonesa Nº 2001/239364 propone, para evitar el agrietamiento en los bordes de una pieza que va a ser laminada, un método de trabajo en caliente que comprende proporcionar, en la laminación en caliente de un acero inoxidable austenítico que contiene 0, 3 a 2, 5% en masa de B,
una capa protectora con un espesor de 3 mm o más, mediante soldadura superpuesta, compuesta de un acero inoxidable que contiene Ni: 4% o menos, y B: 0, 1 a 0, 4%, sobre las caras de los extremos laterales del acero.
La Publicación de Solicitud de Patente japonesa Nº 2004/71319 propone unir, entre un par de productos de acero tales como láminas de un material separador resistente a la corrosión donde afloran de sus superficies inclusiones no metálicas eléctricamente conductoras expuestas al aire, un material metálico con ductilidad más alta que el producto de acero, de manera que se puede asegurar la superior propiedad mecánica de no originar agrietamiento en la estampación además de una excelente resistividad de contacto eléctrico con un montaje de electrodos, cuando se usa un separador compuesto de tal acero.
El documento US 2005/183796 describe un planchón de tipo sólido en el que se especifica la composición del metal de soldadura y en el que se sueldan protectores sobre las caras de los exrtremos del planchón.
El documento JP60/203373 está dirigido a una soldadura a tope de las caras de los extremos opuestos de dos componentes mediante un procedimiento de soldadura por haz de electrones.
Descripción de la invención En la aplicación del acero inoxidable revestido anteriormente mencionado, o similar, para separador de la pila de combustible, quedan por resolver algunos problemas.
Concretamente, en el método de producción descrito por la Publicación de Solicitud de Patente japonesa Nº 06/246424, ya que la parte central y la parte de las caras están compuestas de acero suave que contiene B y de acero inoxidable, respectivamente, que usa acero de revestimiento por colada como material de partida, es muy probable que una región limítrofe entre el acero suave y el acero inoxidable esté sometida a una desunión. Además el acero revestido descrito en el Documento 3 de Patente es pobre en resistencia a la corrosión debido a que la parte central está compuesta de acero suave, y se forma además una película no conductora sobre una capa superficial, debido a que la parte de la cara está compuesta de acero inoxidable exenta de B, por lo que el acero revestido no se puede usar como separador de la pila de combustible.
En el método de laminación en caliente descrito en la Publicación de Solicitud de Patente japonesa Nº 04/253506, se necesita preparar y además soldar un bastidor que tiene una forma acanalada precisa, de manera que no se separe en el momento del trabajo en caliente. Por lo tanto, la soldadura requiere mucho tiempo de soldadura.
De forma similar, en el método de trabajo en caliente de la Publicación de Solicitud de Patente japonesa Nº 2001/239364, se necesita un espesor de penetración de la soldadura suficiente para asegurarse de que se evita el agrietamiento en los bordes durante la laminación en caliente, y se necesita aumentar el número de pasadas en la soldadura para proporcionar la capa protectora mediante soldadura por superposición, dando como resultado un aumentado tiempo de soldadura. Si se produjera agrietamiento en la soldadura, el agrietamiento en los bordes puede comenzar en este punto, y por eso llega a ser difícil evitar perfectamente el agrietamiento en los bordes.
La lámina de acero para un separador, descrita en la Publicación de Solicitud de Patente japonesa Nº 2004/71319 se refiere a una lámina de acero revestida,... [Seguir leyendo]
Reivindicaciones:
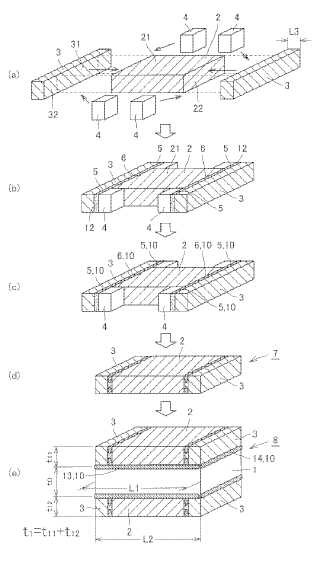
1. Un método de producción de una pieza bruta original para una lámina revestida (8) , formada por tres capas de acero inoxidable, que está compuesta de un componente central (1) y componentes (2) de revestimiento, estando hecho el componente central (1) de un acero inoxidable que tiene un contenido de B de 0 a 0, 3% en masa, estando hechos cada uno de los componentes (2) de revestimiento de un acero inoxidable que tiene un contenido de B de 0, 3 a 2, 5% en masa, y combinados sobre cada cara principal del componente central (1) , caracterizado por estar compuesta además la pieza bruta original de protectores (3) , cada uno de los protectores (3) con una longitud mayor que la longitud de la superficie del extremo lateral del componente (2) de revestimiento, estando dispuestos sobre cada superficie (22) de los extremos laterales, diferentes al plano de trabajo, el cual es un plano que va a ser sometido a un proceso de trabajo tal como laminación o forja de los componentes de revestimiento, en el que el plano de trabajo es un plano que va a ser sometido a proceso de trabajo, y las caras de los extremos laterales son al menos dos caras de los extremos laterales, opuestas una de otra, excluyendo el plano de trabajo, caracterizado además el método por:
disponer de lengüetas (4) en cada región limítrofe (5) formada donde se encuentran los componentes (2) de revestimiento y los protectores (3) , en la unión de los componentes (2) de revestimiento y los protectores (3) ; y comenzar la unión en las lengüetas (4) .
2. El método de la reivindicación 1, en el que la región limítrofe se forma donde los componentes (2) de revestimiento y los protectores (3) y el componente central (1) se encuentran ellos mismos, y las lengüetas están dispuestas en la unión de los componentes (2) de revestimiento, el componente central (1) , y los protectores (3) .
3. El método de producción de una pieza bruta original para una lámina revestida (8) , formada por tres capas de acero inoxidable, estando combinado cada uno de los componentes de revestimiento con cada una de las caras principales del componente central a través de los pasos mostrados en los siguientes Pasos 1 a 5:
Paso 1: disponer, sobre las superficies (22) de los extremos laterales diferentes a un plano de trabajo, del componente central (1) , los protectores (3) , y disponer de lengüetas (4) cada una en una relación de total contacto con una prolongación (32) de la cara del protector para contactar sobre la cara (22) del extremo lateral del componente central (1) , donde la prolongación (32) es una porción de longitud extra que excede la longitud de la cara (2) del extremo lateral del componente (2) de revestimiento:
Paso 2: realizar la unión en las regiones limítrofes (5) entre las lengüetas (4) y los protectores (3) dispuestos en el Paso 1, y entre el componente (2) de revestimiento y los protectores (3) , de tal manera que la región limítrofe (5) entre la lengüeta (4) y el protector llegue a ser un punto de partida de la unión;
Paso 3: retirar las lengüetas (4) y las porciones prolongadas (32) de los protectores (3) unidos con las lengüetas (4) para obtener así un material compuesto unido, constituido por el componente (2) de revestimiento y los protectores (3) ;
Paso 4: apilar los materiales compuestos unidos, constituidos por el componente (2) de revestimiento y los protectores (3) , producidos en el Paso 3, sobre el componente central (1) de manera que cada cara apropiada del componente central (1) , que va ser revestido, esté en contacto con la cara apropiada de los componentes (2) de revestimiento en una relación de revestimiento con el fin de obtener por ello un bloque combinado; y
Paso 5: realizar, en el bloque combinado obtenido en el Paso 4, la unión en las regiones limítrofes (13, 14) entre los componentes (2) de revestimiento y el componente central (1) , y entre los protectores (3) y el componente central (1) , en las respectivas regiones limítrofes para obtener así la pieza bruta original para una lámina revestida (8) , formada por tres capas de acero inoxidable.
4. Un método de producción de la pieza bruta original para la lámina revestida (8) , formada por tres capas de acero inoxidable, según la reivindicación 1 ó 3, caracterizada porque la anchura y/o la longitud del componente central (1) es, dentro de un plano paralelo al plano de trabajo, mayor o más pequeño que la anchura y/o la longitud total de los componentes (2) de revestimiento y los protectores (3) , para el material compuesto unido, dentro del intervalo de menos de 7 mm por cada extremo lateral, y por cada extremo frontal/posterior.
5. El método de producción de una pieza bruta original para una lámina revestida (8) , formada por tres capas de acero inoxidable, según la reivindicación 1, estando cada uno de los componentes (2) de revestimiento combinado con cada una de las caras principales del componente central (1) a través de los pasos mostrados por los siguientes Pasos 1 a 7:
Paso 1: apilar los componentes (2) de revestimiento sobre el componente central (1) , de manera que cada cara apropiada del componente central (1) que va a ser revestido, esté en contacto con la cara apropiada de los componentes (2) de revestimiento con el fin de obtener por ello un bloque apilado;
Paso 2: disponer, sobre las caras de los extremos laterales, diferentes al plano de trabajo, del bloque apilado obtenido en el Paso 1, los protectores (3) con un espesor que cubra el espesor total del bloque apilado, y disponer cada una de las lengüetas en una relación de total contacto con una prolongación (32) de la cara (3) del protector para estar en total contacto con la cara (22) del extremo lateral del bloque apilado, donde la prolongación (32) es una porción de longitud extra que excede a la longitud de la cara (22) del extremo lateral del bloque apilado;
Paso 3: realizar la unión en las regiones limítrofes (5, 6) entre las lengüetas (4) y los protectores (3) dispuestos en el Paso 2, y entre los componentes (2) de revestimiento y los protectores (3) , de tal manera que las regiones limítrofes (5, 6) entre la lengüeta (4) y el protector (3) llegue a ser el punto de partida de la unión;
Paso 4: retirar las lengüetas (4) y las porciones prolongadas (32) de los protectores (3) unidos con las lengüetas (4) para obtener así un material compuesto unido, constituido por el componente central (1) , los componentes (2) de revestimiento y los protectores (3) ;
Paso 5: disponer las lengüetas (41) en las porciones de las regiones limítrofes (6) entre los componentes (2) de revestimiento y los protectores (3) sobre el plano de trabajo del material compuesto unido, constituido por el componente central (1) , los componentes (2) de revestimiento y los protectores (3) , producido en el Paso 4, de manera que una de las caras de cada lengüeta (4) forme el mismo plano con la cara (23) del extremo lateral sobre la que no se dispone un protector (3) en el Paso 2;
Paso 6: realizar, en el material compuesto unido, constituido por el componente central (1) , los componentes (2) de revestimiento y los protectores (3) , después de haber dispuestas las lengüetas (41) sobre ellos en el Paso 5, la unión de las regiones limítrofes (13) entre los componentes (2) de revestimiento y el componente central (1) sobre las caras (23) de los extremos laterales sobre las que no se dispone de protector (3) , de tal manera que el protector (3) llegue a ser un punto de partida de la unión, y además la unión en las regiones limítrofes (113) entre los componentes (2) de revestimiento y los protectores (3) y en las regiones limítrofes (114) entre el componente central (1) y los protectores (3) sobre las caras (23) de los extremos laterales de tal manera que la lengüeta (41) llegue a ser un punto de partida de la unión; y
Paso 7: retirar las lengüetas (41) para obtener por ello la pieza bruta original para la lamina formada por tres capas de acero inoxidable.
6. El método de producción de la pieza bruta original para la lámina revestida, formada por tres capas de acero inoxidable, según una cualquiera de las reivindicaciones 1 a 5, caracterizado porque la unión se realiza mediante soldadura con alta densidad de energía.
7. El método de producción de la pieza bruta original para la lámina revestida, formada por tres capas de acero inoxidable, según una cualquiera de las reivindicaciones 1 a 6, caracterizado porque cada una de las caras apropiadas del componente central (1) y de los componentes (2) de revestimiento que se van a apilar unas con otras tiene una planicidad de 3 mm o menos.
8. El método de producción de la pieza bruta original para la lámina revestida, formada por tres capas de acero inoxidable, según las reivindicaciones 6 ó 7, caracterizado porque cuando la profundidad de la depresión procedente de una superficie de una pieza de trabajo que se va a soldar viene dada por un símbolo A, y la profundidad del cordón procedente de la superficie de la pieza de trabajo que se va a soldar viene dada por el símbolo B en un corte transversal de una parte soldada mediante soldadura con haz de alta densidad de energía dirigido verticalmente al plano de trabajo, A es 5 mm o menos, y B es 15 mm o más.
9. El método de producción de la pieza bruta original para la lámina revestida, formada por tres capas de acero inoxidable, según la reivindicación 2, en el que la pieza bruta original satisface una relación representada por las siguiente Ecuación (1) :
ε0 x t0/ (t0 + t1) + ε1 x t1/ (t0 + t1) ≥ 40% (1)
donde t0 (mm) es el espesor del componente central, t1 (mm) es el espesor total de los dos componentes de revestimiento, y ε0 (%) y ε1 (%) son elongaciones, como características del material del componente central y los componentes de revestimiento, respectivamente.
10. Un método de producción de una chapa revestida, formada por tres capas de acero inoxidable para un separador de una pila de combustible del tipo polímero sólido, caracterizado porque comprende:
calentar la pieza bruta original para la lámina revestida, formada por tres capas de acero inoxidable, producida mediante el método según una cualquiera de las reivindicaciones 1 a 9, a una temperatura de 1000 a 1200ºC; y
realizar luego un trabajo previo en caliente, con una temperatura de acabado del trabajo de 600ºC o superior.
11. Un método de producción de una lámina revestida, formada por tres capas de acero inoxidable para un separador de una pila de combustible del tipo polímero sólido, caracterizado porque comprende:
calentar la pieza bruta original para la lámina revestida, formada por tres capas de acero inoxidable, producida mediante el método según una cualquiera de las reivindicaciones 1 a 9, a una temperatura de 1000 a 1200ºC; y
realizar luego una laminación en bruto, una laminación en caliente con una temperatura de acabado de la laminación de 600ºC o superior, y una laminación en frío.
12. Un método de producción de una lámina revestida, formada por tres capas de acero inoxidable para un separador de una pila de combustible del tipo polímero sólido, caracterizado porque comprende: calentar además la chapa revestida, formada por tres capas de acero inoxidable, producida por el método de la reivindicación 10 a una temperatura de 1000 a 1200ºC; y
realizar luego una laminación en bruto, una laminación en caliente con una temperatura de acabado de la laminación de 600ºC o superior, y una laminación en frío.
13. Un método de fabricación de un separador de una pila de combustible del tipo polímero sólido, caracterizado por usar el método según la reivindicación 11.
14. Un método de fabricación de una pila de combustible del tipo polímero sólido, caracterizado por usar el método según la reivindicación 12.
Patentes similares o relacionadas:
Acero inoxidable martensítico, del 15 de Julio de 2020, de JFE STEEL CORPORATION: Acero inoxidable martensítico que comprende una composición química que contiene, en % en masa: C: el 0,020% o más y menos del 0,10%, Si: más del 0,3% y […]
Acero austenítico resistente al calor Cr-Mn-N y un procedimiento de fabricación del mismo, del 24 de Junio de 2020, de Tianjin New Wei San Industrial Co., Ltd: El acero austenítico resistente al calor Cr-Mn-N, que comprende, en porcentaje en peso: carbono 0,30% a 0,45%, silicio 0,80% a 1,50%, […]
Acero estabilizador que tiene alta resistencia y excelente resistencia a la corrosión, estabilizador del vehículo que lo emplea y método para fabricar el mismo, del 17 de Junio de 2020, de NHK SPRING CO.LTD.: Un acero estabilizador que consiste en, en % en masa: C: 0,21 % a 0,35 %; Si: 0,60 % o menos, pero sin incluir el 0 %; Mn: 0,30 […]
Chapa de acero inoxidable ferrítico de alta pureza con excelente resistencia a la corrosión y con propiedad anti-reflectante, del 20 de Mayo de 2020, de Nippon Steel & Sumikin Stainless Steel Corporation: Chapa de acero inoxidable ferrítico de alta pureza con excelente resistencia a la corrosión y propiedad antireflectante, que consiste en, en % en masa, […]
Lámina de acero con alto contenido de carbono y método de fabricación de la misma, del 13 de Mayo de 2020, de NIPPON STEEL CORPORATION: Una lámina de acero con alto contenido de carbono, que comprende: una composición química representada por, en % en masa: C: de 0.30% a […]
Material de acero y tubo de acero para pozos de petróleo, del 13 de Mayo de 2020, de NIPPON STEEL CORPORATION: Un material de acero que comprende una composición química que consiste en, en % en masa, C: más de 0,45 a 0,65 %, Si: 0,10 a 1,0 […]
Acero inoxidable de doble fase, del 13 de Mayo de 2020, de ATI Properties LLC: Un acero inoxidable ferrítico-martensítico de doble fase que consiste, en peso, en: del 11,5 % a 12 % de cromo; del 0,8 % al 1,5 % de manganeso; […]
Procedimiento para endurecimiento de acero en prensa, del 6 de Mayo de 2020, de VOESTALPINE STAHL GMBH: Procedimiento para endurecer en prensa el acero, mediante el cual una chapa de acero hecha de una aleación de acero endurecible se preforma en frío, […]