Método para tratar películas.
Un método para tratar una película (14), que comprende:
- proporcionar una banda de película polimérica (14) que tiene una cara frontal y una cara posterior,
- proporcionar una estructura (16) que incluye un sustrato (1) y una disposición ordenada de salientes verticales(2),
- proporcionar una forma de soporte (19),
- yprensar la película (14) entre la superficie de soporte de saliente de la estructura y la forma de soporte (19) unadistancia suficiente para fijar la película contra los salientes (2), sin calentar la estructura o la película durante laetapa de prensado para dar lugar a la rotura de la película, produciendo de ese modo unas perforaciones (10) en lapelícula (14), debido a lo cual la forma de soporte (19) se fabrica a partir de un material elástico de una rigidezapropiada para posibilitar que los salientes penetren en, o a través de, la superficie de la película, por lo que lossalientes verticales (2) tienen una dimensión de anchura máxima promedio de menos de 200 μm e incluyen múltiplespuntos de contacto (3) contra los cuales se fija la película (14) para dar lugar a la rotura de la misma entre los puntosde contacto separados (3) en el saliente (2), por lo que los múltiples puntos de contacto (3) se colocan para produciruna distribución de presiones no uniforme cuando la película (14) se estira entre los puntos de contacto (3) de unsaliente, y por lo que por lo menos un 80 % de las perforaciones (10) que se forman en la película tienen unaapertura efectiva de menos de, o igual a, 25 μm.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AU2001/001503.
Solicitante: AMCOR PACKAGING (AUSTRALIA) PTY, LTD.
Nacionalidad solicitante: Australia.
Dirección: 971-973 BURKE ROAD CAMBERWELL, VICTORIA 3124 AUSTRALIA.
Inventor/es: HARVEY,EROL CRAIG, WAYCOTT,RAMON GLENNY, CAREW,DAVID LEE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A61F13/15 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61F FILTROS IMPLANTABLES EN LOS VASOS SANGUINEOS; PROTESIS; DISPOSITIVOS QUE MANTIENEN LA LUZ O QUE EVITAN EL COLAPSO DE ESTRUCTURAS TUBULARES, p. ej. STENTS; DISPOSITIVOS DE ORTOPEDIA, CURA O PARA LA CONTRACEPCION; FOMENTACION; TRATAMIENTO O PROTECCION DE OJOS Y OIDOS; VENDAJES, APOSITOS O COMPRESAS ABSORBENTES; BOTIQUINES DE PRIMEROS AUXILIOS (prótesis dentales A61C). › A61F 13/00 Vendas o apósitos (suspensorios A61F 5/40; apósitos radiactivos A61M 36/14 ); Compresas absorbentes (aspectos químicos de las vendas, apósitos o compresas absorbentes* A61L 15/00, A61L 26/00). › Compresas absorbentes, p. ej. paños higiénicos, torundas o tampones para aplicación externa o interna al cuerpo (receptáculos catameniales no absorbentes A61F 5/44 ); Medios para mantenerlos en su sitio o para fijarlos; Aplicadores de tampones.
- B26F1/24 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26F PERFORACION; CORTE CON SACABOCADOS; RECORTE; PUNZONADO; SEPARACION POR MEDIOS DISTINTOS AL CORTE (trazado, perforación o fabricación de ojales A41H 25/00; fabricación de calzado A43D; cirugía A61B; recorte del metal B21D; perforado de metales B23B; corte del metal por calentamiento localizado, p. ej. corte con soplete, B23K; corte mediante chorros de fluidos abrasivos B24C 5/02; detalles comunes a las máquinas de separar B26D; perforado de la madera B27C; perforado de la piedra B28D; trabajo de materias plásticas o de sustancias en estado plástico B29; fabricación de cajas, cajas de cartón, envolturas o bolsas, de papel o material trabajado de forma análoga, p. ej. de hojas metálicas, B31B; del vidrio C03B; del cuero C14B; de materiales textiles D06H; de guías de luz G02B 6/25; de billetes G07B). › B26F 1/00 Perforación; Corte con sacabocados; Recorte; Punzonado; Aparatos a estos efectos (perforación por rayo láser B23K 26/00; sometiendo las herramientas de trabajar con muela o los productos abrasivos a vibraciones, p. ej. muelas en frecuencia ultrasonora B24B 1/04; perforación por chorro abrasivo B24C; fichas o cintas perforadas para fines estadísticos o de registro G06K 1/00). › Perforación por medio de agujas o alfileres.
- B29C33/38 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › caracterizados por el material o el procedimiento de fabricación (B29C 33/44 tiene prioridad).
- B29C59/02 B29C […] › B29C 59/00 Conformación de superficies, p. ej. grabado o estampado en relieve; Aparatos a este efecto. › por medios mecánicos, p. ej. por prensado.
- B29C59/04 B29C 59/00 […] › utilizando rodillos o correas sin fin.
- B29C67/20 B29C […] › B29C 67/00 Técnicas de conformación no cubiertas por los grupos B29C 39/00 - B29C 65/00, B29C 70/00 o B29C 73/00. › para la fabricación de objetos porosos o celulares, p. ej. espumas plásticas, espumas alveolares.
PDF original: ES-2398530_T3.pdf
Fragmento de la descripción:
Método para tratar películas La presente invención se refiere a métodos para tratar películas, tal como películas poliméricas, para una variedad de fines. La técnica de tratamiento implica la formación de unas roturas (perforaciones) muy pequeñas en la película para formar unas películas tratadas adecuadas para su uso como películas transpirables o películas de desgarro controlado.
Las películas poliméricas para su uso en el envasado de productos alimentarios se someten a veces a tratamientos de perforación para formar un envase alimentario “transpirable” o de “atmósfera controlada”. Las perforaciones en tales películas se forman más comúnmente mediante métodos de perforación mecánica. A pesar de que estos métodos son capaces de formar unas perforaciones de un tamaño razonablemente uniforme, los métodos conocidos no pueden usarse para formar unas perforaciones muy pequeñas (por ejemplo, de menos de 25 μm de diámetro) . Se requieren unas perforaciones por lo menos tan pequeñas como 25 μm de diámetro para producir unas películas que permitan que gases diferentes (tales como O2 y CO2) pasen a través de la barrera de película al interior o al exterior de un envase con tasas diferentes. Tal envase de atmósfera controlada fabricado con estas películas es ventajoso para extender el periodo de caducidad de los productos alimentarios.
En otros sectores industriales, por ejemplo en la industria textil, se encuentran disponibles unos materiales tales como los materiales textiles, que proporcionan transpirabilidad. No obstante, estos materiales y las técnicas para fabricar estos materiales no son apropiados para la fabricación de películas poliméricas de bajo coste para su uso en envases alimentarios o en la producción de productos sanitarios, tal como pañales.
Una de las principales dificultades asociadas con la formación de unas perforaciones de menos de 25 μm de diámetro es la dificultad para formar una estructura que tenga unas puntas de menos de 25 μm de diámetro. Por consiguiente, se ha presentado un número de propuestas que implican el uso de radiación láser para formar unas perforaciones muy pequeñas en películas poliméricas. No obstante, estas técnicas también han encontrado un número de problemas, relacionados principalmente con el tiempo necesario para que la irradiación por láser cree los orificios a través de la totalidad del espesor de la película. Estos inconvenientes hacen actualmente inviable el uso del láser para crear unas perforaciones diminutas en películas poliméricas de alta velocidad de producción de bajo coste.
El documento US-A-5 709 829, que representa la técnica anterior más cercana, da a conocer un método de formación de un material perforado previsto, en particular, para su uso en combinación con un material absorbente de tal modo que las perforaciones permiten que el líquido pase a través de las perforaciones al interior del material absorbente. En el método, una banda de una película polimérica se pasa entre dos cilindros de sentidos de rotación opuestos que se presionan uno contra otro. Uno de los cilindros tiene una superficie con una disposición ordenada de salientes verticales. El otro es un cilindro de soporte. La película se prensa entre el cilindro con salientes y el cilindro de soporte una distancia suficiente para fijar la película contra los salientes y para dar lugar a la rotura de la película. El cilindro con los salientes se gira con una velocidad periférica más grande que la del otro cilindro, con el fin de dar como resultado una acción de deslizamiento relativo entre las superficies de los dos cilindros. El efecto de la acción de deslizamiento es la creación de orificios por deformación plástica de la película, con un desprendimiento consiguiente si bien sólo parcial del material en los orificios y la creación de hebras de material parcialmente desprendido que permiten que el líquido pase de un lado de la película al otro.
Durante el curso de la investigación del problema de la creación de películas transpirables de bajo coste, el solicitante de la presente invención ha identificado también otras características adversas de las películas poliméricas que pueden compensarse mediante diferentes técnicas de tratamiento. Una de tales características es la dificultad para desgarrar películas de orientación biaxial de una forma controlada.
El solicitante de la presente invención ha desarrollado ahora nuevas técnicas para tratar películas para formar unas roturas muy pequeñas en la película. Estas técnicas hacen posible crear unas películas transpirables o películas de desgarro controlado a unas altas velocidades de producción. Estas técnicas pueden aplicarse también a la formación de materiales textiles transpirables basándose en las películas preparadas de acuerdo con la presente invención.
De acuerdo con la presente invención, se proporciona un método para tratar una película, que comprende:
-proporcionar una banda de película polimérica que tiene una cara frontal y una cara posterior,
-proporcionar una estructura que incluye un sustrato y una disposición ordenada de salientes verticales,
-proporcionar una forma de soporte,
-y
prensar la película entre la superficie de soporte de saliente de la estructura y la forma de soporte una distancia suficiente para fijar la película contra los salientes, sin calentar la estructura o la película durante la etapa de prensado para dar lugar a la rotura de la película, produciendo de ese modo unas perforaciones en la película, caracterizado por que la forma de soporte se fabrica a partir de un material elástico de una rigidez apropiada para posibilitar que los salientes penetren en, o a través de, la superficie de la película, por que los salientes verticales tienen una dimensión de anchura máxima promedio de menos de 200 μm e incluyen múltiples puntos de contacto contra los cuales se fija la película para dar lugar a la rotura de la misma entre los puntos de contacto separados en el saliente, por que los múltiples puntos de contacto se colocan para producir una distribución de presiones no uniforme cuando la película se estira entre los puntos de contacto de un saliente, y por que por lo menos un 80 % de las perforaciones que se forman en la película tienen una apertura efectiva de menos de, o igual a, 25 μm.
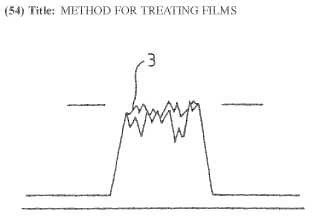
Los puntos de contacto de los salientes pueden describirse como unas características geométricas que proporcionan una distribución de presiones no uniforme a través de la película cuando se presionan contra la película. La deformación tiene lugar de ese modo entre los puntos de contacto. Debido a que las diferencias de presión son las más grandes entre los puntos de contacto de un saliente, se genera una rotura (es decir, una perforación) dentro del diámetro de la perforación. Cuando el saliente es de un tamaño adecuadamente pequeño, se hace posible crear unas microperforaciones o microdeformaciones en la película. Por consiguiente, en una realización preferida, los salientes incluyen unos puntos de contacto que tienen una separación de menos de 500 μm, preferiblemente de menos de 250 μm, más preferiblemente de menos de 150 μm y lo más preferiblemente de menos de 100 μm.
Ha de indicarse que los puntos de contacto o características geométricas pueden ser de una amplia gama de configuraciones. Un saliente de casi cualquier forma, con la excepción de los salientes “de punta de alfiler” tendrá unos puntos de contacto tales que crean la distribución de presiones no uniforme a través de la anchura del saliente. No es necesario que los puntos de contacto estén constituidos por una pluralidad de picos del saliente. El saliente puede tener un perfil superior liso y aún contener puntos de contacto a lo largo de este perfil que den lugar a la rotura o a la perforación de la película entre los puntos de contacto.
Esta técnica de tratamiento puede ponerse en uso para producir unas películas que tienen una variedad de características. Como un ejemplo, una película transpirable o de “atmósfera controlada” puede producirse mediante el presente método.
La expresión “película” se ha usado en la presente memoria descriptiva en su sentido más amplio e incluye películas de única capa, películas poliméricas de orientación biaxial, películas de material compuesto, películas de múltiples capas, películas coextruidas y materiales laminados de películas poliméricas con capas de otros materiales, tales como metal. La película tratada mediante el método de la presente invención puede laminarse para dar otra capa o capas siguiendo el tratamiento de la película de... [Seguir leyendo]
Reivindicaciones:
1. Un método para tratar una película (14) , que comprende:
- proporcionar una banda de película polimérica (14) que tiene una cara frontal y una cara posterior,
- proporcionar una estructura (16) que incluye un sustrato (1) y una disposición ordenada de salientes verticales (2) ,
- proporcionar una forma de soporte (19) ,
-y
prensar la película (14) entre la superficie de soporte de saliente de la estructura y la forma de soporte (19) una distancia suficiente para fijar la película contra los salientes (2) , sin calentar la estructura o la película durante la etapa de prensado para dar lugar a la rotura de la película, produciendo de ese modo unas perforaciones (10) en la película (14) , debido a lo cual la forma de soporte (19) se fabrica a partir de un material elástico de una rigidez apropiada para posibilitar que los salientes penetren en, o a través de, la superficie de la película, por lo que los salientes verticales (2) tienen una dimensión de anchura máxima promedio de menos de 200 μm e incluyen múltiples puntos de contacto (3) contra los cuales se fija la película (14) para dar lugar a la rotura de la misma entre los puntos de contacto separados (3) en el saliente (2) , por lo que los múltiples puntos de contacto (3) se colocan para producir una distribución de presiones no uniforme cuando la película (14) se estira entre los puntos de contacto (3) de un saliente, y por lo que por lo menos un 80 % de las perforaciones (10) que se forman en la película tienen una apertura efectiva de menos de, o igual a, 25 μm.
2. Un método para tratar una película (14) de acuerdo con la reivindicación 1, en el que por lo menos un 80 % de las perforaciones (10) que se forman en la película tienen una apertura efectiva de menos de, o igual a, 10 μm.
3. Un método para tratar una película (14) de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que una superficie exterior de la forma de soporte (19) es de entre 40 y 100 tal como se mide mediante el ensayo de dureza A de Shore.
4. Un método para tratar una película (14) de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que la estructura (16) se monta sobre, o se encuentra en forma de, un rodillo (16) o una plancha, y la etapa de prensado se lleva a cabo como un proceso continuo.
5. Un método para tratar una película (14) de acuerdo con la reivindicación 4, en el que la estructura (16) se monta sobre, o se encuentra en forma de, un rodillo, y la etapa de prensado implica pasar la película entre la forma de rodillo de la estructura (16) y un rodillo de soporte (19) .
6. Un método para tratar una película (14) de acuerdo con la reivindicación 4, en el que la forma de rodillo de la estructura (16) y el rodillo de soporte (19) se regulan uno en relación con otro para reducir la separación entre los mismos, o para aumentar la presión de aplicación de la película (14) contra la estructura (16) , a medida que los salientes (2) se desgastan con el paso del tiempo.
7. Un método para tratar una película (14) de acuerdo con una cualquiera de las reivindicaciones 1 a 6, en el que los salientes (2) de la estructura (16) tienen una altura promedio de entre 5 μm y 250 μm.
8. Un método para tratar una película (14) de acuerdo con la reivindicación 7, en el que los salientes (2) de la estructura (16) tienen una altura promedio de entre 10 μm y 200 μm.
9. Un método para tratar una película (14) de acuerdo con la reivindicación 7, en el que los salientes (2) de la estructura (16) tienen una altura promedio de entre 10 μm y 100 μm.
10. Un método para tratar una película (14) de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que la dimensión de anchura máxima promedio de los salientes (2) es de menos de 100 μm.
11. Un método para tratar una película (14) de acuerdo con una cualquiera de las reivindicaciones 1 a 10, en el que los salientes (2) de la estructura (16) incluyen un reborde (3) o margen que es de una altura más grande que la parte central del saliente (2) en el interior del reborde (3) o margen.
12. El método de acuerdo con una cualquiera de las reivindicaciones 1 a 11, que además comprende mantener la temperatura de la estructura (16) a temperatura ambiente.
13. El método de acuerdo con una cualquiera de las reivindicaciones 1 a 12, en el que la película (14) se encuentra a temperatura ambiente durante la etapa de prensado.
Patentes similares o relacionadas:
Artículo absorbente con núcleo absorbente plegado de capa múltiple, del 15 de Julio de 2020, de ATTENDS HEALTHCARE PRODUCTS, INC: Un núcleo absorbente que comprende un laminado absorbente de capa múltiple plegado longitudinalmente de al menos tres capas, […]
Método y aparato de aplicación de lengüetas transversales, del 15 de Julio de 2020, de CURT G. JOA, INC.: Un método que comprende las etapas de: proporcionar una pluralidad de lengüetas (211a) a una primera posición de transferencia, desplazándose las lengüetas en una […]
Núcleo absorbente sin pulpa y método de formación del núcleo, del 17 de Junio de 2020, de CURT G. JOA, INC.: Un método para formar un núcleo absorbente, comprendiendo el método: proporcionar una primera capa de material ; acoplar hilos elásticos bajo tensión […]
Método de fabricación de sistemas de cierre para artículos de higiene, en particular sistemas de cierre de pañales, del 27 de Mayo de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para producir sistemas de cierre para artículos de higiene, en particular sistemas de cierre de pañales, en donde se aplica un elemento de fijación […]
Procedimiento para la medición de artículos higiénicos absorbentes, del 27 de Mayo de 2020, de TEWS Elektronik GmbH & Co. KG: Procedimiento para la medición de artículos higiénicos absorbentes, en el que los cuerpos absorbentes, separados entre sí, se colocan sobre una banda continua, detectándose […]
MÉTODO DE FIJACIÓN DE COMPRESAS DESECHABLES Y PROTEGESLIPS, del 23 de Abril de 2020, de TOMAS TEIXIDOR, Marta: Método de fijación de compresas desechables y protegeslips mediante el cual la compresa no tiene adhesivo en toda su parte trasera si no sólo en una franja mucho más reducida […]
Producto higiénico, del 22 de Abril de 2020, de Calla Lily Personal Care Ltd: Un producto higiénico para una vagina humana, que comprende un tapón absorbente que se usa internamente y una almohadilla absorbente que se usa externamente […]
Aparato de protección, del 15 de Abril de 2020, de Prosys International Ltd: Aparato para proteger un catéter del contacto con el agua que cae del cabezal de ducha de una ducha, el aparato comprende: un primer componente […]