Método para medir y alinear un aparato cilíndrico giratorio.
Un método de medición y alineación de un aparato cilíndrico giratorio u otro aparato de rotación simétrica (300),
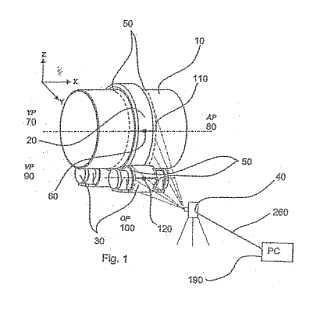
tal como, por ejemplo, un horno o un tambor, presentando dicho aparato una envoltura (10) y al menos un anillo de soporte (20), cada uno de los cuales presenta un conjunto de rodillos de soporte (30), mediante un dispositivo de medición (40), en el que durante la rotación del aparato giratorio (300) en condiciones de proceso se llevan a cabo las siguientes etapas:
se miden puntos de medición (160) en la envoltura (10) del aparato giratorio (300), directamente desde su superficie, en la dirección axial a ambos lados de cada anillo de soporte (20) a lo largo de la misma línea de medición circular (50) esencialmente a las mismas distancias desde el anillo de soporte (20),
se calculan regresiones circulares (180) a partir de los puntos de medición medidos (160),
se determinan puntos centrales (170) para las regresiones circulares calculadas (180),
se determina un segmento de línea (110) entre los puntos centrales (170) de las regresiones circulares (180) calculadas a ambos lados del anillo de soporte (20) y se determinan coordenadas para el punto central (60) de este segmento de línea, punto central (60) que es simultáneamente el punto central de rotación de la envoltura (10), se calcula una línea recta de referencia (200) para la línea central de la envoltura (10) como una línea recta de regresión,
se calculan las distancias de los puntos centrales (60) de los segmentos de línea entre los puntos centrales (170) de las regresiones circulares (180) con respecto a la línea recta de referencia (200) definida, y
se alinea de manera rectilínea la envoltura (10) del aparato giratorio (300) transfiriendo los puntos centrales de las rotaciones de la envoltura (10), que son los mismos que los puntos centrales determinados (60) de los segmentos de línea entre las regresiones circulares (180), a la línea de referencia calculada (200).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FI2010/050891.
Solicitante: ANDRITZ OY.
Nacionalidad solicitante: Finlandia.
Dirección: TAMMASAARENKATU 1 00180 HELSINKI FINLANDIA.
Inventor/es: HÄKKINEN,TEEMU, IIVARINEN,HEIKKI, KAIKKONEN,PERTTI, LINTUNEN,TUOMO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F27B7/42 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F27 HORNOS; APARATOS DE DESTILACIÓN. › F27B HORNOS, ESTUFAS, HOGARES O RETORTAS DE DESTILACION, EN GENERAL; APARATOS DE SINTERIZACION A CIELO ABIERTO O APARATOS SIMILARES (aparatos de combustión F23; calefacción eléctrica H05B). › F27B 7/00 Hornos con tambores rotativos, es decir, horizontales o ligeramente inclinados. › Disposición de los dispositivos de control, vigilancia, alarma o dispositivos similares.
- G01B21/20 FISICA. › G01 METROLOGIA; ENSAYOS. › G01B MEDIDA DE LA LONGITUD, ESPESOR O DIMENSIONES LINEALES ANALOGAS; MEDIDA DE ANGULOS; MEDIDA DE AREAS; MEDIDA DE IRREGULARIDADES DE SUPERFICIES O CONTORNOS. › G01B 21/00 Disposiciones de medida o sus detalles en caso de no adaptarse a los tipos particulares de medios de medida de los otros grupos de esta subclase. › para la medida de contornos o curvaturas, p. ej. determinación de perfiles.
- G01B21/24 G01B 21/00 […] › para ensayar la alineación de ejes.
- G01B7/28 G01B […] › G01B 7/00 Disposiciones de medida caracterizadas por la utilización de medios eléctricos o magnéticos. › para la medida de contornos o curvaturas.
PDF original: ES-2453269_T3.pdf
Fragmento de la descripción:
Método para medir y alinear un aparato cilíndrico giratorio La presente invención se refiere a un método de medición y alineación de un aparato cilíndrico giratorio o de otro aparato de rotación simétrica, por ejemplo en forma de cono truncado. El aparato de rotación simétrica puede ser, por ejemplo, un horno, tal como un horno de cal o un horno para cemento, o un tambor, usado en la industria de la pasta química.
En este contexto, alinear un aparato cilíndrico giratorio, tal como un horno o un tambor, se refiere a enderezar la envoltura del mismo, por ejemplo con el fin de mantener los ladrillos en su sitio en el horno y para garantizar el funcionamiento deseado. En la práctica, esto significa transferir los puntos centrales de la envoltura de un objeto giratorio a una línea recta común en la ubicación de sus puntos de soporte. A su vez, el ajuste de un aparato giratorio se refiere en general a modificar los ángulos de declinación de los rodillos de soporte del aparato giratorio con respecto a la línea central del aparato. El ajuste tiene como objetivo reducir el desgaste de las partes mecánicas y obtener el funcionamiento deseado del aparato.
A partir del estado de la técnica se conoce la alineación de un aparato giratorio usando, por ejemplo, la disposición del modelo de utilidad finlandés 8330, que comprende puntos de orientación fijados alrededor del aparato, puntos de 20 medición fijados en conexión con anillos de soporte, puntos de medición fijados en conexión con rodillos de soporte previstos para soportar los anillos de soporte, y al menos dos puntos de estación para ajustar el dispositivo de medición a dicho punto de estación, y aparatos adicionales. Por tanto, la solución según dicha publicación utiliza, además de un dispositivo de medición, un punto de medición fijado físicamente en el objeto de medición. El punto de medición puede ser, por ejemplo, un blanco, un adhesivo, un prisma o una barra. En la solución según dicha publicación, el objeto se mide cuando está frío.
La publicación estadounidense 5 491 553 presenta a su vez una disposición para medir un horno, donde el dispositivo de medición está fijado en una base que está situada debajo del horno para la medición. En la publicación, el dispositivo de medición comprende tres láseres semiconductores.
En las soluciones de la técnica anterior, tal como, por ejemplo, la publicación finlandesa 8330, un objeto de tipo tambor se mide en estado estacionario, es decir, frío. Sin embargo, medir un horno o un tambor fríos no proporciona un resultado correcto ya que la geometría del horno o del tambor cambia durante el funcionamiento debido a, por ejemplo, la expansión térmica. En la técnica anterior no siempre se ha tenido en cuenta la expansión térmica, sino que la alineación se lleva a cabo según la geometría de un horno o un tambor fríos. Por tanto, la alineación puede diferir en gran medida con respecto a la alineación correcta. Además, tener en cuenta la expansión térmica durante la alineación es muy tedioso y normalmente es imposible realizar esto con precisión. Asimismo, un problema que surge cuando se mide un horno o un tambor fríos es que durante la medición y la alineación, el horno o el tambor no deben estar en funcionamiento. En la práctica, esto significa que la medición y la alineación deben llevarse a cabo en periodos de inactividad, cuando se llevan a cabo diversas tareas de reparación y mantenimiento en la fábrica. Planificar la medición y la alineación con las demás tareas puede ser muy difícil.
Otro problema de las soluciones conocidas se debe a la finalidad de alinear la envoltura del aparato de manera indirecta, por ejemplo midiendo los diámetros de los rodillos de soporte, la distancia entre los rodillos de soporte, el 45 diámetro de los anillos de soporte, las diferencias relativas de altitud de las bases de los rodillos de soporte, las separaciones entre la envoltura y el anillo de soporte, etc. Una medición indirecta en frío de este tipo es claramente menos fiable que la medición durante el funcionamiento del horno, ya que las temperaturas varían en diferentes pilares. Por esta razón, la separación entre la envoltura y el anillo no es constante, sino que la línea central del horno varía. Según la técnica anterior, la separación se mide a través de un deslizamiento hacia atrás, pero la medición no 50 es totalmente fiable ya que el deslizamiento varía ligeramente debido a, por ejemplo, la velocidad de rotación.
En la solución según dicha publicación estadounidense, colocar el dispositivo de medición debajo del objeto que va a medirse es engorroso y lento.
Además, el equipo que se necesita es pesado. Por estas razones, la medición solo se lleva a cabo en un lado del anillo de soporte. Además, la medición se lleva a cabo debajo de la envoltura en un solo lado, por lo que no es posible llevar a cabo la medición cerca del anillo de soporte debido a los rodillos de soporte situados debajo del anillo de soporte. Un problema adicional de la técnica según dicha publicación estadounidense es la estrechez del sector en el que pueden medirse los puntos de medición. Un sector de medición estrecho no proporciona un 60 resultado fiable. Además, la forma de la envoltura varía muy poco en el lado inferior, lo que reduce adicionalmente la fiabilidad del resultado de medición.
El documento EP 0420663 da a conocer la alineación de un horno caliente, mediante la cual las mediciones se llevan a cabo cerca de los anillos de soporte, se calcula una línea central correspondiente a las posiciones de 65 medición y cada anillo de soporte se mueve después en una cantidad correspondiente con el fin de alinear el horno.
El documento JP 6159942 da a conocer la alineación de un horno, mediante la cual las mediciones se llevan a cabo a ambos lados de cada anillo de soporte. Se hallan desviaciones con respecto a una línea de datos y después el horno se alinea de manera correspondiente.
El documento US 7.110.910 describe puntos de medición en un aparato de rotación simétrica. Se calculan centroides y se ajusta una línea con respecto a los mismos.
El documento CA 2028505 da a conocer la medición de desviaciones en la envoltura de un horno.
La presente invención proporciona una solución para los problemas anteriores. Según la presente invención se ha desarrollado una solución novedosa para medir y alinear un aparato cilíndrico giratorio.
La invención está definida en las reivindicaciones adjuntas.
Según la presente invención, la geometría de un objeto giratorio se mide durante su funcionamiento. Los resultados de la medición permiten alinear el objeto y, posteriormente, comprobar la alineación mediante una nueva medición. Para ser más exactos, un objeto de la invención es determinar la geometría del objeto durante su funcionamiento formando un modelo tridimensional de los puntos de medición, mediante el cual es posible, por ejemplo, determinar los puntos centrales de la envoltura en los puntos de soporte respecto unos de otros.
La medición requiere un equipo mediante el cual sea posible crear un modelo del objeto en un sistema de coordenadas tridimensional mediante los puntos de medición. Según la invención, la medición usa un aparato que puede medir el punto de medición directamente desde la superficie del objeto que está midiéndose sin ningún blanco, tal como un adhesivo, un prisma o una barra. En la práctica, la medición puede llevarse a cabo con un taquímetro electrónico o un escáner tridimensional. Además, se necesita un software para la medición y la posterior alienación del horno o tambor, mediante el cual pueda crearse un modelo tridimensional del objeto de medición en función de los puntos de medición. Para la medición se crea una red de puntos de orientación alrededor del horno, lo que permite orientar el dispositivo de medición en un punto de estación libre o conocido en un sistema de coordenadas deseado. Por tanto, el dispositivo de medición puede colocarse en una ubicación fácilmente accesible, por ejemplo en una ubicación muy estable en las inmediaciones del objeto que va a medirse y no es necesario colocarlo en una zona estrecha o poco adecuada, por ejemplo debajo del objeto que va a medirse.
Cuando se mide un objeto giratorio se usa normalmente un punto de estación libre. Los puntos de orientación se dispondrán en las inmediaciones del objeto de manera que al menos dos puntos de orientación puedan observarse desde cada punto de estación libre planificado. Todos los puntos de orientación pueden determinarse en un sistema de coordenadas deseado desde un punto para poder determinar posteriormente el punto de estación libre con la máxima... [Seguir leyendo]
Reivindicaciones:
1. Un método de medición y alineación de un aparato cilíndrico giratorio u otro aparato de rotación simétrica (300) , tal como, por ejemplo, un horno o un tambor, presentando dicho aparato una envoltura (10) y al menos un anillo de soporte (20) , cada uno de los cuales presenta un conjunto de rodillos de soporte (30) , mediante un dispositivo de medición (40) , en el que durante la rotación del aparato giratorio (300) en condiciones de proceso se llevan a cabo las siguientes etapas:
se miden puntos de medición (160) en la envoltura (10) del aparato giratorio (300) , directamente desde su superficie, en la dirección axial a ambos lados de cada anillo de soporte (20) a lo largo de la misma línea de medición circular
(50) esencialmente a las mismas distancias desde el anillo de soporte (20) ,
se calculan regresiones circulares (180) a partir de los puntos de medición medidos (160) ,
se determinan puntos centrales (170) para las regresiones circulares calculadas (180) ,
se determina un segmento de línea (110) entre los puntos centrales (170) de las regresiones circulares (180) calculadas a ambos lados del anillo de soporte (20) y se determinan coordenadas para el punto central (60) de este segmento de línea, punto central (60) que es simultáneamente el punto central de rotación de la envoltura (10) ,
se calcula una línea recta de referencia (200) para la línea central de la envoltura (10) como una línea recta de regresión,
se calculan las distancias de los puntos centrales (60) de los segmentos de línea entre los puntos centrales (170) de 25 las regresiones circulares (180) con respecto a la línea recta de referencia (200) definida, y
se alinea de manera rectilínea la envoltura (10) del aparato giratorio (300) transfiriendo los puntos centrales de las rotaciones de la envoltura (10) , que son los mismos que los puntos centrales determinados (60) de los segmentos de línea entre las regresiones circulares (180) , a la línea de referencia calculada (200) .
2. Un método según la reivindicación 1, caracterizado porque se miden los rodillos de soporte (30) creando líneas de medición circulares (50) alrededor de la superficie de cada rodillo de soporte (30) tanto en el lado superior como en el lado inferior, siendo el lado superior el lado desde el cual el material que va a tratarse se introduce en el aparato giratorio (300) y siendo el lado inferior el lado desde el cual el material se descarga del aparato giratorio (300) , y, midiendo puntos de medición:
se calculan regresiones circulares desde los puntos de medición,
se determinan coordenadas de puntos centrales con respecto a las regresiones circulares, y
se define un segmento de línea entre los puntos centrales y se define un punto central (120) para el segmento de línea.
3. Un método según la reivindicación 1 ó 2, caracterizado porque un ángulo de declinación vertical del eje de 45 rotación de cada uno de los rodillos de soporte (30) se mide y compara con el ángulo de declinación de la envoltura (10) .
4. Un método según una cualquiera de las reivindicaciones anteriores, caracterizado porque después de las transferencias de alineación se lleva a cabo una medición de control.
5. Un método según una cualquiera de las reivindicaciones anteriores, caracterizado porque el ángulo de declinación de la línea central del aparato giratorio (300) obtenido a partir de la línea de referencia (200) se compara con el ángulo de declinación diseñado del aparato giratorio (300) .
6. Un método según una cualquiera de las reivindicaciones anteriores, caracterizado porque la medición se lleva a cabo usando un dispositivo (40) que puede medir el punto de medición (160) directamente desde la superficie del aparato giratorio (300) que está midiéndose, sin ningún blanco, tal como un blanco adhesivo, un prisma o una barra.
7. Un método según una cualquiera de las reivindicaciones anteriores, caracterizado porque los puntos de medición se miden en la envoltura (10) desde al menos un lado de la envoltura.
8. Un método según una cualquiera de las reivindicaciones 1 a 7, caracterizado porque los puntos de medición se miden en la envoltura (10) del aparato giratorio (300) desde al menos dos lados de la envoltura (10) .
9. Un método según una cualquiera de las reivindicaciones anteriores, caracterizado porque además se mide al menos un rodillo de empuje axial (220) creando una línea de medición circular alrededor de la superficie de cada rodillo de empuje axial (220) y midiendo puntos de medición, se calculan regresiones circulares a partir de los puntos de medición, se definen puntos centrales para las regresiones circulares, puntos centrales que ilustran el punto central de los rodillos de empuje axial, y se alinean los rodillos de empuje axial (220) con respecto a la misma línea recta con la envoltura (10) del aparato giratorio (300) transfiriendo el punto central de rotación del rodillo de empuje axial (220) , que se calcula a partir de las regresiones circulares, como se ve desde arriba, a la línea recta de regresión que ilustra la envoltura.
Patentes similares o relacionadas:
Medición de tornillos sin fin, del 28 de Agosto de 2019, de Gleason Metrology Systems Corporation: Procedimiento para determinar un radio de raíz mínimo de un elemento de tornillo sin fin de una transmisión de tornillo sin fin , teniendo dicho […]
Sensor de huella dactilar y terminal que lo usa, del 6 de Marzo de 2019, de Guangdong OPPO Mobile Telecommunications Corp., Ltd: Un sensor de huella dactilar que comprende un conjunto de chip y un conjunto de protección , en donde el conjunto de chip comprende una tarjeta de […]
Método para la medición de la capacidad volumétrica de una superficie texturizada y dispositivo para llevar a cabo dicho método, del 24 de Septiembre de 2018, de De Schoulepnikoff, Laurent: Un método para la medición de la capacidad volumétrica de una superficie texturizada de un rodillo anilox, dicho rodillo anilox comprende una pluralidad de […]
Sistemas de metrología basados en micro-descargas eléctricas y método de operación correspondiente, del 18 de Abril de 2018, de Smaltec International, LLC: Un sistema para metrología sin contacto que comprende: una unidad de control que incluye un circuito de detección , un controlador […]
Método de medición de la geometría de componentes tubulares, del 10 de Enero de 2018, de WESTINGHOUSE ELECTRIC GERMANY GMBH: Método de medición de la geometría de componentes tubulares utilizando un sensor de matriz , sobre cuyo perímetro redondeado hay dispuesta una […]
 Dispositivo de estribo, del 20 de Enero de 2016, de ZOLLER-KIPPER GMBH: Dispositivo de estribo con un estribo y con un cojinete de pivote para el montaje giratorio del estribo en un vehículo , así como con un dispositivo […]
Dispositivo de estribo, del 20 de Enero de 2016, de ZOLLER-KIPPER GMBH: Dispositivo de estribo con un estribo y con un cojinete de pivote para el montaje giratorio del estribo en un vehículo , así como con un dispositivo […]
Aparato de lectura de la geometría de un aro o de un arco de montura de gafas y procedimiento de lectura correspondiente, del 19 de Noviembre de 2014, de ESSILOR INTERNATIONAL COMPAGNIE GENERALE D'OPTIQUE: Procedimiento de preparación de una lente oftálmica con vistas a su montaje en un aro o un arco de una montura de gafas , presentando […]
APARATO DETECTOR DEL CENTRO DE UN AGUJERO, APARATO MEDIDOR DE RECTILINEIDAD Y APARATO MEDIDOR DE TORSIÓN RESIDUAL, del 15 de Febrero de 2012, de BRIDGESTONE CORPORATION: Un aparato detector del centro de un agujero que comprende: una devanadera de tipo giratorio que tiene un agujero redondo ; unos medios […]