Método de laminación y aparato de laminación para materiales metálicos laminados planos.
Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando unequipo de laminación que incluye un laminador (1) y al menos un par de rodillos (11,
12) de arrastre para sujetar elmaterial laminado (13) en el lado de salida de dicho laminador, que tiene una construcción en la que o bien uno, oambos, montajes de rodillos, superior e inferior, tienen un mecanismo para soportar un rodillo (3, 4) de trabajo, medianterodillos (5, 6) de respaldo divididos en al menos tres segmentos en la dirección axial, teniendo dicho grupo derodillos (5, 6) de respaldo divididos, una construcción para soportar a la vez una carga en la dirección vertical y unacarga en la dirección de la laminación que actúa sobre dicho rodillo de trabajo que está en contacto, y teniendo,independientemente, cada uno de dichos rodillos de respaldo divididos, un dispositivo (9, 10) para medir cargas,comprendiendo dicho método los pasos de:
calcular una diferencia Frdf entre la fuerza, en la dirección de la laminación, que actúa sobre dichos rodillos (3, 4) detrabajo en el lado del operario de dichos rodillos de trabajo, y la fuerza, en la dirección de la laminación, que actúasobre dichos rodillos (3, 4) de trabajo en el lado motriz de dichos rodillos de trabajo, por todo el material laminado,usando unas fuerzas FRW y FRD imaginarias, en la dirección de la laminación, que actúan entre el material laminado yel rodillo de trabajo, evaluadas en la posición de los soportes-guía de los rodillos de trabajo en el lado del operario yen el lado motriz, basándose en el valor medido de la carga del rodillo de respaldo medida, en cada segmento dedicho rodillo de respaldo dividido, mediante cada dispositivo que mide la carga independiente y la fórmula de abajo:**Fórmula**
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09002296.
Solicitante: NIPPON STEEL & SUMITOMO METAL CORPORATION.
Inventor/es: YAMADA, KENJI, OGAWA, SHIGERU, SHIRAISHI, TOSHIYUKI, HIGASHIDA,YASUHIRO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B13/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 13/00 Cajas de laminadores, es decir, conjuntos compuestos de un chasis, de cilindros y de accesorios (B21B 17/00 - B21B 23/00 tienen prioridad; detalles, partes constitutivas, accesorios, dispositivos auxiliares, procedimientos de laminado, ver los grupos apropiados). › dotados de dispositivos de contrapresión que actúan sobre los cilindros para impedir que éstos cedan ante el esfuerzo (dispositivos de contrapresión como tales B21B 29/00).
- B21B37/00 B21B […] › Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00).
- B21B37/30 B21B […] › B21B 37/00 Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00). › con control de la flexión de los cilindros.
- B21B37/68 B21B 37/00 […] › Control de la flexión o dirección de las láminas, hojas o planchas, p. ej. prevención de meandros.
- B21B38/08 B21B […] › B21B 38/00 Métodos y dispositivos de medida especialmente adaptados a laminadores, p. ej. detección de la posición, inspección del producto. › para medida de la fuerza de laminado.
- B21B39/00 B21B […] › Sistemas para hacer avanzar, sujetar o presentar el material, o para controlar su movimiento, combinados con laminadores, dispuestos en los laminadores, o especialmente concebidos para ser utilizados con laminadores (guiado, transporte o acumulación de materiales de gran flexibilidad en bucles o en arcos B21B 41/00; especialmente asociados a los lechos de enfriamiento B21B 43/00; transporte en general B65G).
PDF original: ES-2414530_T3.pdf
Fragmento de la descripción:
Método de laminación y aparato de laminación para materiales metálicos laminados planos Esta invención se refiere a un método de laminación y a un aparato de laminación para materiales metálicos laminados planos. Más concretamente, la invención se refiere a un método de laminación y a un aparato de laminación para materiales metálicos laminados planos que pueda producir, de forma estable, materiales metálicos laminados planos que no tengan ninguna, o que tengan una combadura extremadamente pequeña.
En un procedimiento de laminación para un material metálico laminado plano, es muy importante laminar un material en forma de chapa fina para que sea laminado en una forma exenta de combadura, o de forma que no tenga curvatura en la dirección izquierda-derecha, con el fin de evitar no sólo un defecto en la forma plana y un defecto en la precisión direccional, sino también evitar que la chapa fina tenga problemas tales como un movimiento de zig-zag y un choque de cola. A propósito, para simplificar la descripción, el lado del operario y el lado motriz del laminador, como los lados derecho e izquierdo, cuando se ve el laminador desde la parte frontal de la dirección de laminación, se denominarán “derecho e izquierdo”, respectivamente.
Para hacer frente a tales problemas, el documento JP-A-4-305304, describe una tecnología de control de la combadura que dispone dispositivos para medir las posiciones laterales del material laminado en los lados de entrada y de salida del laminador, calcula la combadura del material laminado a partir de los valores de las medidas, y regula la posición de un rodillo vertical dispuesto en el lado de la entrada del laminador para corregir la combadura.
Por otro lado, el documento JP-A-7-214131 describe una tecnología para el control de la combadura que controla una diferencia izquierda-derecha de la separación entre los rodillos del laminador, o sea, que nivela la reducción basándose en la diferencia izquierda-derecha en las cargas de los rodillo verticales dispuestos en los lados de entrada y de salida del laminador.
El documento JP-A-2001-105013 describe una tecnología para el control de la combadura que analiza los valores reales de la medida de una diferencia izquierda-derecha de las cargas de laminación, y controla la diferencia izquierda-derecha de la separación entre los rodillos, o sea nivela la reducción, o las posiciones de las guías laterales.
El documento JP-A-8-323411 describe un método que dirige el control de la combadura limitando el material laminado mediante un rodillo vertical y una guía lateral en el lado de la entrada y una guía lateral en el lado de la salida.
Sin embargo, la invención que se refiere a la tecnología del control de la combadura mediante la medida de la posición lateral del material laminado descrita en el documento JP-A-4-305304 está dirigida básicamente a la corrección de la combadura que ya ha aparecido y que sustancialmente no se puede impedir, con antelación, la aparición de la combadura.
Según la invención que se refiere a la tecnología para el control de la combadura, basada en la diferencia de carga izquierda-derecha de los rodillos verticales en los lados de entrada y de salida del laminador, y que está descrita en el documento JP-A-4-305304, es difícil conseguir una alta precisión en el control cuando la combadura ya existe en el material laminado en el lado de la entrada porque la combadura opera como una perturbación para la diferencia de carga del rodillo vertical en el lado de la entrada. El rodillo vertical en el lado de la salida debe estar protegido por atrás en el momento del paso de extremo distal del material laminado con el fin de evitar que se golpee, es difícil, también, dirigir el control de la combadura desde el extremo distal del material laminado.
Según la invención que se refiere a la tecnología para el control de la combadura, basada en la diferencia izquierdaderecha de la carga de laminación, descrita en la publicación JP-A-2001-105103, el método de estimar la combadura a partir de la diferencia izquierda-derecha de la carga de laminación tiene una precisión extremadamente baja y no es práctico cuando el espesor de la chapa fina del material laminado, en el lado de la entrada, no es uniforme en la dirección de la anchura, cuando la distribución de la temperatura del material laminado no es uniforme en la dirección de la anchura.
En la invención que se refiere al control de la combadura usando el rodillo vertical en el lado de la entrada, la guía lateral en el lado de la entrada y la guía lateral en el lado de la salida, como se describe en el documento JP-A-8323411, la combadura del lado de la salida puede hacerse cero si la guía lateral en el lado de la salida puede limitar completamente el material laminado en el lado de la salida. Sin embargo, debido a que la guía lateral en el lado de la salida se debe mantener más grande que la anchura de la chapa fina del material laminado con el fin de llevar a cabo suavemente la operación de laminación, la combadura aparece sobre el material laminado hasta un grado que corresponde a este margen.
El documento JP-A-2000-158026 describe un método para controlar la forma de la chapa en el laminador, en el que se proporciona una pluralidad de unidades de rodillos de respaldo separados, estando cada uno compuesto de dispositivo para mover hacia abajo, un dispositivo detector de la carga y un dispositivo detector de la posición de bajada que se proporcionan respectivamente y por separado, a cada uno de los rodillos de respaldo separado.
El documento WO-A-01/91934 describe un método para laminar una banda caliente en la que se hace pasar una banda delgada a través de una caja de laminación con rodillos de arrastre, que comprende rodillos de arrastre hasta un laminador, que comprende un par de rodillos de trabajo y rodillos de respaldo, superiores e inferiores, y los rodillos de arrastre aplican una tracción a la banda que pasa a los rodillos de trabajo.
El documento DE-A-3537153 describe un método para distribuir la fuerza de laminación a una pluralidad de rodillos de laminación, en los que los rodillos de trabajo están soportados en toda su anchura por rodillos de soporte que están formados a partir de una pluralidad de cojinetes de soporte cuyo ajuste se puede controlar.
El documento JP-A-2002-346615 describe un laminador con método de ajuste cero para obtener un control excelente de la cresta de la chapa y un control excelente de la forma de la chapa en un laminador que tiene rodillos de respaldo divididos y dispositivos de detección de la carga proporcionados independientemente en cada uno de los rodillos de respaldo divididos.
Después de todo, se puede concluir que los problemas de las tecnologías de la técnica anterior, descritos anteriormente, resultan de la ausencia de un método que pueda medir y controlar, de forma muy precisa y sin retardo de tiempo, una combadura que se produce debido a diversas causas.
Es, por lo tanto, un objeto de la invención proporcionar un método de laminación para un material metálico laminado plano, y un aparato de laminación que usa el método, que puede solventar de forma ventajosa los problemas de las tecnologías de la técnica anterior, del control de la combadura anteriormente descrito, y que puede producir de forma estable un material metálico laminado plano que no tenga, o que tenga muy poca, combadura.
El objeto anterior se puede conseguir mediante las características especificadas en las reivindicaciones.
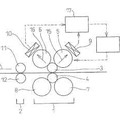
La invención se describe con detalle junto con los dibujos, en los que la Figura 1 es una vista que muestra esquemáticamente una forma preferida de un aparato de laminación para un método de laminación de acuerdo con la invención o un aparato de laminación de la invención,
la Figura 2 es una vista que muestra esquemáticamente una forma preferida de un aparato de laminación de acuerdo con la invención en una dirección de laminación o un aparato de laminación de la invención,
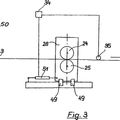
la Figura 3 es una vista que muestra esquemáticamente una forma preferida de un aparato de laminación para un método de laminación de la invención o un aparato de laminación de la invención,
la Figura 4 es una vista que muestra esquemáticamente otro aparato de laminación para un método de laminación,
la Figura 5 (a) es una vista que muestra esquemáticamente una forma preferida de un aparato de laminación para un método de laminación según la invención, o un aparato de laminación de la invención, y explica en particular una forma de rodillos de respaldo divididos,
la Figura 5 (b) es una vista que muestra esquemáticamente una forma preferida de un aparato... [Seguir leyendo]
Reivindicaciones:
1. Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando un equipo de laminación que incluye un laminador (1) y al menos un par de rodillos (11, 12) de arrastre para sujetar el material laminado (13) en el lado de salida de dicho laminador, que tiene una construcción en la que o bien uno, o ambos, montajes de rodillos, superior e inferior, tienen un mecanismo para soportar un rodillo (3, 4) de trabajo, mediante rodillos (5, 6) de respaldo divididos en al menos tres segmentos en la dirección axial, teniendo dicho grupo de rodillos (5, 6) de respaldo divididos, una construcción para soportar a la vez una carga en la dirección vertical y una carga en la dirección de la laminación que actúa sobre dicho rodillo de trabajo que está en contacto, y teniendo, independientemente, cada uno de dichos rodillos de respaldo divididos, un dispositivo (9, 10) para medir cargas, comprendiendo dicho método los pasos de:
calcular una diferencia Frdf entre la fuerza, en la dirección de la laminación, que actúa sobre dichos rodillos (3, 4) de trabajo en el lado del operario de dichos rodillos de trabajo, y la fuerza, en la dirección de la laminación, que actúa sobre dichos rodillos (3, 4) de trabajo en el lado motriz de dichos rodillos de trabajo, por todo el material laminado, usando unas fuerzas FRW y FRD imaginarias, en la dirección de la laminación, que actúan entre el material laminado y el rodillo de trabajo, evaluadas en la posición de los soportes-guía de los rodillos de trabajo en el lado del operario y en el lado motriz, basándose en el valor medido de la carga del rodillo de respaldo medida, en cada segmento de dicho rodillo de respaldo dividido, mediante cada dispositivo que mide la carga independiente y la fórmula de abajo:
, y
controlar la componente basculante izquierda-derecha de la separación entre rodillos de dicho rodillo superior de trabajo y dicho rodillo inferior de trabajo que da como resultadoque dicha diferencia calculada Frdf de la fuerza en la dirección de la laminación se aproxime a cero, donde,
FRW y FRD son fuerzas imaginarias, en la dirección de la laminación, cuando las fuerzas, en la dirección de la laminación, que actúan entre el material laminado y el rodillo de trabajo se evalúan en las posiciones del soporte-guía del rodillo de trabajo en lado del operario y en el lado motriz, respectivamente;
qi es el valor de la medida de la carga del rodillo i de respaldo dividido;
θi es el ángulo entre la dirección de la línea de operación de la carga del rodillo de respaldo dividido y la línea horizontal (el rodillo de respaldo dividido del lado de la entrada forma un ángulo agudo y el rodillo de respaldo dividido del lado de la salida forma un ángulo obtuso) ;
Zi es la posición del centro de la longitud del cuerpo cilíndrico de cada rodillo de respaldo dividido, expresado por las coordenadas de la dirección axial del rodillo, estando el origen en el centro del laminador;
aW es la distancia entre los centros del soporte-guía del lado del operario y el soporte-guía del lado motriz; y
FW y FD son los valores reales de la fuerza de flexión, en la dirección horizontal, que actúa sobre los rodillos de trabajo en ambos lados, el del operario y el motriz, donde FW y FD se pueden omitir cuando no se proporciona la fuerza horizontal de flexión del rodillo.
2. Un aparato de laminación para un material metálico laminado plano que comprende:
un laminador (1) que tiene una construcción en la que o bien uno, o ambos, de los montajes de los rodillos, superior e inferior, soportan un rodillo (3, 4) de trabajo mediante rodillos (5, 6) de respaldo divididos en el menos tres segmentos en la dirección axial, teniendo dicho grupo de rodillos de respaldo divididos una construcción para soportar, a la vez, una carga en la dirección vertical y una carga en la dirección de laminación que actúa sobre dicho rodillo de trabajo en contacto, teniendo, independientemente cada uno de dichos rodillos de respaldo divididos, un dispositivo (9, 10) para medir cargas;
un par de rodillos (11, 12) de arrastre dispuestos en el lado de la salida de dicho laminador, para sujetar dicho material laminado;
un dispositivo (17) de cálculo para calcular la diferencia Frdf entre la fuerza, en la dirección de la laminación, que actúa sobre dichos rodillos de trabajo en el lado del operario de dichos rodillos de trabajo y la fuerza, en la dirección de la laminación, que actúa sobre dichos rodillos de trabajo en el lado motriz de dichos rodillos de trabajo, por todo el material laminado, usando unas fuerzas FRW y FRD imaginarias, en la dirección de la laminación, que actúan entre el material laminado y el rodillo de trabajo evaluadas en la posición de los soportes-guía de los rodillos de trabajo en el lado del operario y en el lado motriz, basándose en los valores de los rodillos de respaldo medidos por cada dispositivo independiente medidor de cargas y la fórmula de abajo:
un dispositivo (18) de cálculo para calcular una cantidad de control basada en dicha diferencia Frdf calculada de la fuerza, en la dirección de la laminación, para determinar la componente basculante izquierda-derecha de la separación entre rodillos de dicho rodillo superior de trabajo y dicho rodillo inferior de trabajo que da como resultado que dicha diferencia Frdf de la fuerza, en la dirección de la laminación, se aproxime a cero, y
un dispositivo de control para controlar dicha separación entre rodillos de dichos rodillos, superior e inferior, de trabajo, basándose en dicha cantidad de control, para establecer la componente basculante izquierda-derecha en dicha separación entre rodillos de dicho rodillo superior de trabajo y dicho rodillo inferior de trabajo que da como resultado que dicha diferencia Frdf calculada de la fuerza, en la dirección de la laminación, se aproxime a cero, donde,
FRW y FRD son fuerzas imaginarias, en la dirección de la laminación, cuando las fuerzas, en la dirección de la laminación, que actúan entre el material laminado y el rodillo de trabajo se evalúan en las posiciones del soporte-guía del rodillo de trabajo en lado del operario y en el lado motriz, respectivamente;
qi es el valor de la medida de la carga del rodillo i de respaldo dividido;
θi es el ángulo entre la dirección de la línea de operación de la carga del rodillo de respaldo dividido y la línea hori
zontal (el rodillo de respaldo dividido del lado de la entrada forma un ángulo agudo y el rodillo de respaldo dividido del lado de la salida forma un ángulo obtuso) ;
zi es la posición del centro de la longitud del cuerpo cilíndrico de cada rodillo de respaldo dividido, expresado por las coordenadas de la dirección axial del rodillo, estando el origen en el centro del laminador;
aW es la distancia entre los centros del soporte-guía del lado del operario y el soporte-guía del lado motriz; y
FW y FD son los valores reales de la fuerza de flexión, en la dirección horizontal, que actúa sobre los rodillos de trabajo en ambos lados, el del operario y el motriz, en la que FW y FD se pueden omitir cuando no se proporciona la fuerza horizontal de flexión del rodillo.
Patentes similares o relacionadas:
Procedimiento y tren de laminación para mejorar la salida de ruta de un fleje metálico a laminar, cuyo extremo de fleje metálico se desplaza a velocidad de laminación, del 20 de Noviembre de 2019, de SMS group GmbH: Procedimiento para mejorar la salida de ruta de un fleje metálico a laminar , cuyo extremo de fleje metálico (1a) circula a velocidad de laminación […]
 Método de laminación y aparato de laminación para materiales metálicos laminados planos, del 31 de Mayo de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando un equipo de laminación que incluye un laminador y al menos un par […]
Método de laminación y aparato de laminación para materiales metálicos laminados planos, del 31 de Mayo de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando un equipo de laminación que incluye un laminador y al menos un par […]
Aparato de laminado y método de monitorización del laminado, del 7 de Noviembre de 2018, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un aparato de laminado que comprende: una pluralidad de plataformas de laminado , cada una de las cuales incluye un par de rodillos de trabajo y una unidad […]
 Método y dispositivo para laminar planchas metálicas, del 7 de Noviembre de 2012, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando un equipo de laminación que incluye un laminador […]
Método y dispositivo para laminar planchas metálicas, del 7 de Noviembre de 2012, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando un equipo de laminación que incluye un laminador […]
 PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION EN CONTINUO DE UNA BANDA METALICA LAMINADA A PARTIR DE UNA FUSION METALICA, del 13 de Abril de 2010, de SIEMENS VAI METALS TECHNOLOGIES GMBH & CO: Procedimiento para la fabricación en continuo de una banda metálica , laminada, a partir de una fusión metálica , especialmente para la fabricación […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION EN CONTINUO DE UNA BANDA METALICA LAMINADA A PARTIR DE UNA FUSION METALICA, del 13 de Abril de 2010, de SIEMENS VAI METALS TECHNOLOGIES GMBH & CO: Procedimiento para la fabricación en continuo de una banda metálica , laminada, a partir de una fusión metálica , especialmente para la fabricación […]
 PROCEDIMIENTO DE EXPLOTACION DE UN TREN DE LAMINACION Y SUS EQUIPOS CORRESPONDIENTES, del 15 de Enero de 2010, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento de explotación de un tren de laminación con al menos una caja de laminación (1 a 6) para la laminación de una banda en varios procesos […]
PROCEDIMIENTO DE EXPLOTACION DE UN TREN DE LAMINACION Y SUS EQUIPOS CORRESPONDIENTES, del 15 de Enero de 2010, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento de explotación de un tren de laminación con al menos una caja de laminación (1 a 6) para la laminación de una banda en varios procesos […]
PROCEDIMIENTO REGULADOR PARA LAMINAR UNA BANDA EN UNA CAJA DE LAMINACION., del 1 de Marzo de 2007, de SMS DEMAG AG: Procedimiento regulador para laminar una banda en una caja de laminación, que comprende al menos una pareja de cilindros de trabajo (1, 1), cilindros de apoyo (2, […]
MÉTODO Y DISPOSITIVO PARA MODIFICAR SELECTIVAMENTE LA GEOMETRÍA DE UNA BANDA DE DESBASTE EN UNA CAJA DESBASTADORA, del 28 de Octubre de 2011, de SMS SIEMAG AG: Método para la laminación en caliente de material a laminar en un tren de laminación de bandas en caliente o en trenes de laminación Steckel, en donde para el ajuste del curso […]