Método y herramienta para el reavivado de una muela de rectificado en forma de vaso.
Método para producir una muela (100) de rectificado, comprendiendo el método:
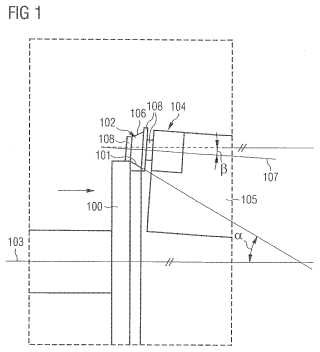
conformar un perfil (101) exterior de una superficie exterior de la muela (100) de rectificado con un elemento(102) reavivador giratorio de modo que el perfil (101) exterior corresponda a un perfil (106) de reavivado delelemento (102) reavivador giratorio, y
conformar un perfil (201) interior de una superficie interior de la muela (100) de rectificado con el elemento(102) reavivador giratorio de modo que la superficie interior corresponda al perfil (106) de reavivado delelemento (102) reavivador giratorio,
en el que el perfil (106) de reavivado comprende una sección en forma de cono,
caracterizado porque la sección en forma de cono del perfil (106) de reavivado se usa para rectificar el perfil(101) exterior y para rectificar el perfil (201) interior.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09003982.
Solicitante: SIEMENS AKTIENGESELLSCHAFT.
Nacionalidad solicitante: Alemania.
Dirección: WITTELSBACHERPLATZ 2 80333 MUNCHEN ALEMANIA.
Inventor/es: Lanes,Gordon, NELSON,MARK.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B24B53/075 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 53/00 Dispositivos o medios para reavivar o acondicionar las superficies abrasivas. › para piezas con perfil ranurado p. ej. ruedas dentadas, árboles ranurados, roscas o tornillos sin fin (B24B 53/07 tiene prioridad).
PDF original: ES-2409184_T3.pdf
Fragmento de la descripción:
Método y herramienta para el reavivado de una muela de rectificado en forma de vaso
Campo de la invención La presente invención se refiere a un método para producir una muela de rectificado.
Antecedentes de la técnica Para transmitir una fuerza de accionamiento, por ejemplo, en una caja de cambios, se conoce el uso de, por ejemplo, ruedas dentadas o embragues de fricción cónicos, o respectivamente acoplamientos curvic. Un acoplamiento de engranajes se forma con dos componentes que engranan, comprendiendo cada uno dientes que pueden engancharse entre sí para transmitir fuerza. Un embrague de fricción cónico consta de dos partes de acoplamiento correspondientes, una parte de acoplamiento forma una parte hembra que comprende un rebaje cónico interior y una forma una parte cónica macho con un cono truncado. La superficie exterior de la parte cónica macho encaja en la superficie interior de la parte hembra cónica. Es decir, las dos superficies cónicas (parte hembra cónica, parte macho cónica) transmiten par por fricción si se presionan entre sí. El embrague de fricción cónico puede transferir par mayor que embragues de reavivado del mismo tamaño debido a la acción de cuña y a un área de contacto y superficie incrementada debido a la forma de cono de la superficie cónica interior de la parte cónica hembra y la superficie cónica exterior de la parte macho cónica.
Para proporcionar un área de fricción grande entre la parte cónica hembra y la parte cónica macho, los perfiles de la superficie interior de la parte cónica hembra y la superficie exterior de la parte cónica macho tienen que corresponder entre sí. En el caso de un acoplamiento de engranajes, la forma de los dientes en cada rueda dentada tiene que corresponder de manera precisa para evitar el enchavetado. Por tanto han de proporcionarse un método de fabricación preciso y dispositivos de fabricación precisos. En otras palabras, es importante que los componentes producidos que engranan, es decir sus perfiles, se adapten para garantizar un asiento perfecto entre los dos componentes que engranan, en particular la parte cónica hembra y la parte cónica macho del acoplamiento curvic.
Para fabricar el perfil de la parte cónica macho y la parte cónica hembra o para fabricar los dientes de una rueda dentada puede proporcionarse una muela de rectificado, comprendiendo la muela de rectificado una superficie de rectificado con el perfil deseado que tiene que conformarse en la superficie de los componentes que engranan. Por tanto, es importante fabricar de manera muy precisa las muelas de rectificado para producir el perfil cónico hembra y/o el perfil cónico macho (componentes que engranan) de los embragues de fricción cónicos y los dientes de la rueda dentada. Por tanto, pueden proporcionarse métodos de reavivado que conformen una muela de rectificado con los perfiles interior y/o exterior deseados.
Para producir la forma o respectivamente el perfil deseado en una muela de rectificado se conoce un método de reavivado adiamantado de punto único o múltiple tal como se muestra en la figura 4. En referencia a la figura 4, se muestra una muela 100 de rectificado que comprende un eje 103 de rotación. La muela 100 de rectificado comprende un perfil 101 exterior y un perfil 201 interior. Un reavivador 401 de punto único está fijado a un dispositivo 105 de base. Al accionar la muela 100 de rectificado alrededor de su eje 103 de rotación, el reavivador 401 de punto único conforma el perfil deseado (perfil interior o perfil exterior de la muela de rectificado) .
Tal como se muestra en la figura 5, en lugar del reavivador 401 de punto único puede usarse un reavivador 501 de disco giratorio que puede girarse alrededor de un eje 502 de rotación.
Tal como se muestra en la figura 6, el reavivador 501 de disco giratorio puede comprender un eje 502 de rotación que es casi paralelo al eje 103 de rotación de la muela 100 de rectificado. El perfil 101 exterior puede crearse por el reavivador 501 de disco giratorio o bien rebordeando la muela 100 de rectificado en el reavivador 501 de disco giratorio o viceversa.
La figura 7 ilustra la realización a modo de ejemplo de la figura 6 en la que el reavivador 501 de disco giratorio está dispuesto debajo de la muela 100 de rectificado.
El documento GB 2164279 A1 describe un aparato para el reavivado de una muela de rectificado con un perfil exterior con un radio R1. El aparato comprende un cilindro de reavivado que tiene un perfil de reavivado circular con el radio R2. Para poder reavivar muelas de rectificado con radios de perfil diferentes, el cilindro de reavivado y la muela de rectificado pueden moverse uno con relación al otro, de modo que el movimiento relativo tiene la forma de un arco circular con el radio R2-R1. El radio es ajustable para obtener el radio de perfil deseado de la muela de rectificado.
El documento EP 0 858 865 A1 describe un método y un dispositivo para el reavivado de una muela de rectificado. La muela de rectificado se regula y presiona por medio de un instrumento de accionamiento y presión con un rodillo de reavivado. El rodillo de reavivado puede ser un disco de metal duro, en el que un lado de extremo del mismo está recubierto de manera lisa con material de diamante policristalino. El disco de metal duro puede moverse con respecto a la muela de rectificado de modo que puede conformarse un perfil deseado.
El documento US-A-4374513 da a conocer un método según el preámbulo de la reivindicación 1.
Sumario de la invención Puede ser un objetivo de la presente invención proporcionar un método apropiado para producir una muela de rectificado.
Para lograr el objetivo definido anteriormente se proporcionan un método para producir una muela de rectificado y una máquina herramienta de reavivado para producir una muela de rectificado según las reivindicaciones independientes.
Según la presente invención se proporciona un método para producir una muela de rectificado. Según el método, un perfil exterior de una superficie exterior de la muela de rectificado se conforma con un elemento reavivador giratorio de modo que el perfil exterior corresponda a un perfil de reavivado del elemento reavivador giratorio. Después, un perfil interior de una superficie interior de la muela de rectificado se conforma con el (mismo) elemento reavivador giratorio, de modo que la superficie interior corresponda al perfil de reavivado del elemento reavivador giratorio. El perfil de reavivado comprende una sección en forma de cono que se usa para rectificar el perfil exterior y el perfil interior.
Tal como se describió anteriormente, los perfiles interiores y los perfiles exteriores de la muela de rectificado tienen que producirse de manera precisa para proporcionar una muela de rectificado con la que puedan producirse el perfil interior y los perfiles exteriores de los dos componentes que engranan de un embrague de fricción cónico (la parte hembra cónica y la parte macho cónica) o los dientes de dos componentes que engranan de un acoplamiento de engranajes. Los métodos de la técnica anterior descritos anteriormente son difíciles de preparar y llevan un tiempo considerable para producir la forma de la muela de rectificado. El reavivador de punto único o el reavivador de disco giratorio convencional tiene que alinearse exactamente con respecto a la muela de rectificado de modo que pueda producirse el perfil deseado. Además, durante el proceso de reavivado, o bien el reavivador convencional o bien la muela de rectificado tienen que moverse con respecto al otro, de modo que tiene que proporcionarse un dispositivo de control complejo, por ejemplo, mediante una máquina de rectificado CNC (CNC: control numérico computerizado) . Además, con uno y el mismo reavivador convencional pueden producirse o bien un perfil interior de una parte macho cónica o bien un perfil exterior de la parte macho cónica de un embrague de fricción cónico. Es decir, es necesario usar dos reavivadores convencionales diferentes, uno para producir un perfil exterior y uno para producir un perfil interior de una muela de rectificado. Por tanto, esto puede llevar a imprecisiones debido al cambio de los reavivadores convencionales. O bien los reavivadores convencionales diferentes proporcionan imprecisiones debido a su fabricación o bien debido a su posicionamiento con respecto a la muela de rectificado. En otras palabras, al usar los métodos de la técnica anterior descritos anteriormente, tiene que dedicarse más tiempo para preparar la máquina de reavivado y reavivar la muela de rectificado que, por ejemplo, para rectificar los componentes, o respectivamente la parte hembra cónica y la parte macho cónica.
Al aplicar el método reivindicado de producción de una... [Seguir leyendo]
Reivindicaciones:
1. Método para producir una muela (100) de rectificado, comprendiendo el método:
conformar un perfil (101) exterior de una superficie exterior de la muela (100) de rectificado con un elemento
(102) reavivador giratorio de modo que el perfil (101) exterior corresponda a un perfil (106) de reavivado del elemento (102) reavivador giratorio, y
conformar un perfil (201) interior de una superficie interior de la muela (100) de rectificado con el elemento
(102) reavivador giratorio de modo que la superficie interior corresponda al perfil (106) de reavivado del elemento (102) reavivador giratorio,
en el que el perfil (106) de reavivado comprende una sección en forma de cono, caracterizado porque la sección en forma de cono del perfil (106) de reavivado se usa para rectificar el perfil
(101) exterior y para rectificar el perfil (201) interior.
2. Método para producir una muela (100) de rectificado según la reivindicación 1, en el que conformar el perfil (101) exterior comprende conformar la superficie exterior con el elemento (102) reavivador giratorio, de modo que la superficie exterior forme un ángulo de rectificado (a) con respecto a un eje (103) de rotación de la muela (100) de rectificado, y
en el que conformar el perfil (201) interior comprende conformar la superficie interior con el elemento (102) reavivador giratorio, de modo que la superficie interior forme el ángulo de rectificado (a) con respecto al eje (103) de rotación.
3. Método para producir una muela (100) de rectificado según la reivindicación 2,
ajustando el ángulo de rectificado (a) mediante el ajuste del elemento (102) reavivador giratorio con respecto a la muela (100) de rectificado.
4. Método para producir una muela (100) de rectificado según la reivindicación 2 ó 3,
ajustando el ángulo de rectificado (a) mediante el ajuste de la muela (100) de rectificado con respecto al elemento (102) reavivador giratorio.
5. Método para producir una muela (100) de rectificado según una de las reivindicaciones 1 a 4,
en el que el elemento (102) reavivador giratorio comprende al menos una sección (108) cilíndrica unida a la sección en forma de cono del perfil (106) de reavivado.
6. Método para producir una muela (100) de rectificado según una cualquiera de las reivindicaciones 2 a 4, ajustando el ángulo de rectificado (a) mediante un dispositivo de control.
Patentes similares o relacionadas:
PROCEDIMIENTO Y DISPOSICION PARA EL RASPADO DE PIEZAS DE TRABAJO CON PERFILES., del 16 de Noviembre de 1992, de ERNST WINTER & SOHN (GMBH & CO.): PROCEDIMIENTOS CONOCIDOS PARA EL RASPADO CON PERFILES EN PROCEDIMIENTOS DE PENETRACION SOBRE UNA RECTIFICADORA CILINDRICA BAJO LA APLICACION […]
 MECANISMO PARA RECTIFICAR LA PORCION PERIFERICA DE UN DISCO AMOLDADOR PARA RUEDAS DENTADAS DE ENGRANAJE, del 16 de Septiembre de 1959, de THE GEAR GRINDING COMPANY, LIMITED: Mecanismo para rectificar la porción periférica de un disco amolador formadode la clase especificadacaracterizado por comprender la combinación de una parte de cuerpoun […]
MECANISMO PARA RECTIFICAR LA PORCION PERIFERICA DE UN DISCO AMOLDADOR PARA RUEDAS DENTADAS DE ENGRANAJE, del 16 de Septiembre de 1959, de THE GEAR GRINDING COMPANY, LIMITED: Mecanismo para rectificar la porción periférica de un disco amolador formadode la clase especificadacaracterizado por comprender la combinación de una parte de cuerpoun […]
 PROCEDIMIENTO, DISPOSITIVO Y SOFTWARE PARA EL AMOLADO PERFILADOR Y EL RECTIFICADO SIMULTANEO DE LA HERRAMIENTA AMOLADORA, del 1 de Marzo de 2009, de KLINGELNBERG AG: Sistema de amolado perfilador con un husillo de amolado para soportar en forma giratoria una muela abrasiva , un dispositivo para […]
PROCEDIMIENTO, DISPOSITIVO Y SOFTWARE PARA EL AMOLADO PERFILADOR Y EL RECTIFICADO SIMULTANEO DE LA HERRAMIENTA AMOLADORA, del 1 de Marzo de 2009, de KLINGELNBERG AG: Sistema de amolado perfilador con un husillo de amolado para soportar en forma giratoria una muela abrasiva , un dispositivo para […]