MÉTODO PARA GUARNECER UN BORDE DE LÁMINA MEDIANTE UNA TIRA.
Un método para guarnecer la porción de borde de una lámina (1) de ánodo o cátodo con una tira,
como una tira (2) de material plástico, usando un dispositivo (3) que comprende un espacio (7) de matriz, método en el cual el borde de la lámina (1) se encaja en el interior del dispositivo que alimenta material plástico al espacio (7) de matriz y, por medio de órganos restrictivos (8) y las superficie de la matriz de tal dispositivo, se evita el escape de material plástico calentado desde el espacio (7) de matriz, la lámina (1) está dispuesta para moverse con relación al dispositivo (3) de alimentación de material plástico, estando el borde de la lámina en el interior de dicho dispositivo, y que el espacio (7) de matriz del dispositivo (3) se caliente durante el proceso, caracterizado porque la lámina (1) se calienta por su porción de borde hasta una temperatura al menos 10 - 200 ºC más caliente que la temperatura de la masa de plástico alimentada adentro del espacio (7) de matriz
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FI2004/000756.
Método para guarnecer un borde de lámina mediante una tira La invención se refiere a un método para guarnecer la porción de borde de una lámina con una tira, como una tira de material plástico, usando un dispositivo que comprende un espacio de matriz. La invención se refiere especialmente a láminas de ánodo y cátodo usadas en la industria de procesamiento, cuyos bordes se deben mantener eléctricamente no conductores por medio de una tira de plástico. Es conocido previamente un método de moldeo por inyección de material plástico, en el que, al usar una matriz, del material, se produce un objeto similar a la matriz. También son conocidas aplicaciones de matriz, en las que, antes del moldeo por inyección, se colocan dentro de la matriz objetos prefabricados, por ejemplo objetos de metal encajados total o parcialmente en la matriz. La tira de plástico destinada al borde de la lámina se podría conseguir con tal colada en matriz, matriz con la longitud del borde de la lámina, en la que el borde de la lámina se habría metido en la matriz, colado y la matriz de la tira se podría abrir y la lámina con sus tiras se podría retirar. Como ejemplo de esto, se puede mencionar la memoria descriptiva de patente US 5.928.482. Un proceso de producción de esta clase requiere una matriz larga y cara. La compacidad en la matriz sería complicada y quizá imposible al usar altas presiones de moldeo por inyección. Se podría hacer un borde de la lámina cada vez, y variaciones incluso ligeras de grosor provocan problemas inmediatos de compactación en la matriz. También se puede considerar encajar una tira de perfil prefabricada de alguna manera en el borde de la lámina, lo que sin embargo es un método difícil y, por medio de él, no se alcanza una fusión suficiente de la tira sobre la superficie de la lámina de modo que el oxígeno del baño electrolítico no podría meterse entre la tira y la lámina. Es conocido adicionalmente a partir de las publicaciones EP 028284, EP 707937 y US 5.336.349 un método para producir una porción de borde de material plástico usando un dispositivo de extrusión que comprende el espacio de matriz. En estos, el borde se coloca dentro del espacio de matriz del dispositivo de extrusión y la lámina se mueve con relación al espacio de matriz. La adherencia de la lámina no se puede asegurar en las aplicaciones presentadas anteriormente, porque la tira se enfría primero en las porciones en las que hay contacto con el borde frío de la lámina. Con el fin de resolver las desventajas y los problemas presentados anteriormente, se desarrolla un nuevo método caracterizado porque el espacio de matriz del dispositivo se caliente durante el proceso y la lámina se caliente por su porción de borde al menos 10 - 200 ºC por encima de la temperatura de la masa de plástico conducida adentro de la matriz. La ventaja de la invención es que guarnecer el borde de la lámina con una tira de plástico se puede automatizar fácilmente, cuando es un proceso que tiene lugar en una pista en movimiento. Los bordes opuestos de la lámina se pueden guarnecer con una tira al mismo tiempo. En el método, es suficiente una matriz de extrusión bastante corta, en la cual tiene lugar la alimentación de material plástico al borde de la lámina. Debido a la corta matriz de extrusión, las variaciones de grosor de la lámina se pueden compensar mediante labios de empaquetadura. Debido a la temperatura apropiada dispuesta para el material, no se necesita alta presión ni en la matriz ni en el extrusor y, por medio de un precalentamiento del borde de la lámina, en la tira se consigue fuerte y ella en la lámina manteniendo compresión y, enfriando la tira producida, se asegura que la contracción tiene lugar por último en la parte interna de la tira. En lo que viene a continuación, la invención se divulga con referencia al dibujo adjunto, en el que: la figura 1 muestra la producción de la tira en el borde de la lámina en movimiento, la figura 2 muestra el caso de la figura 1 visto desde el extremo, las figuras 3a y 3b muestran algunas formas de borde de la lámina, la figura 4 muestra la tira en el borde de la lámina, la figura 5 muestra un dispositivo de cierre de una abertura de matriz, la figura 6 muestra el calentamiento del borde de la lámina, la figura 7 muestra la tira y la lámina vistas desde el extremo, la figura 8 muestra la cañería de caña de soplado alrededor de la tira. La figura 1 muestra la preparación de la tira 2 de plástico que se va a producir para el borde de la lámina 1 en 2 movimiento por medio del dispositivo 3. El borde de la lámina 1 se conduce para moverse a través del dispositivo 3. Al dispositivo 3 llega plástico calentado a lo largo del tubo 6. En el dispositivo, también hay una resistencia 4 de calentamiento que mantiene la tira que forma la matriz incluida en el dispositivo a una temperatura regulada. La figura 2 muestra el dispositivo desde el extremo sin ninguna alimentación de plástico adentro del espacio 7. El espacio 7 es un espacio de matriz que se alcanza a través del dispositivo 3 que define la forma de perfil de la tira 2 que se está produciendo. El borde de la lámina 1 se pone en el espacio 7 de matriz. Sobre la superficie de la lámina 1, el espacio de matriz se presiona con órganos restrictivos 8, que son por ejemplo labios de arrastre. Estos órganos impiden que el material plástico se aleje sobre la superficie de la lámina 1 más de lo pretendido. Los extremos del espacio 7 de matriz están abiertos. La abertura de un extremo del espacio 7 de matriz está cerrada completamente por la lámina 1 y la tira 2 de retirada. La abertura de entrada del espacio de matriz de la lámina 1 está cerrada en esta realización solo por la lámina 1. Cuando se alimenta mediante presión material plástico a través del tubo 6 al espacio 7 de matriz, llena el espacio de matriz, se pega a la lámina en movimiento y sale junto con la lámina como una lista prefabricada. La presión de alimentación y la cantidad de alimentación adentro del espacio 7 de matriz se regular de modo que el material plástico no se extrude más rápido de lo que la lámina 1 sale a través de la abertura de salida del espacio 7 de matriz. Tampoco se deja que se extruda material afuera de la abertura de entrada del espacio 7 de matriz. La figura 3a muestra una hendidura 9 que mejora la adherencia de la lámina 1 al borde, y la figura 3b muestra una hilera de agujeros 10 también para mejorar la adherencia. La figura 4 muestra la tira prefabricada 2 en el borde de la lámina. Gracias a la tira 2, el borde de la lámina permanece neutro y no recoge nada de cobre en su superficie, por ejemplo. La figura 5 muestra una aplicación, en la que el agüero de entrada del borde de la lámina se puede taponar también como la porción, que no tapona el borde de lámina. El deflector 12 se empuja apretadamente contra los arrastres 8. El hueco del deflector 12 es solo ligeramente mayor que el grosor de la lámina. La figura 6 muestra la fabricación de la tira 2 sobre el borde 1 de la lámina, mediante la cual la lámina 1 se calienta por ambos lados por medio de quemadores 14. Las llamas 13 se conducen hacia el área del borde, sobre la cual se quiere pegar la tira 2. La lámina 1 se calienta hasta una temperatura de aproximadamente 10 - 200 ºC más caliente que la masa de plástico en la matriz 3 de extrusión. Si la lámina está más fría que la masa de plástico, inmediatamente después de la extrusión la masa que forma la tira 2 se enfría y se endurece primero en sus porciones contra la lámina 1. Después de eso, las porciones más exteriores de la tira 2 se enfrían y se contraen marcadamente al mismo tiempo, por lo que las camisas de la tira se abren con relación a la lámina. La temperatura de la lámina 1 antes de la matriz 3 se puede controlar por ejemplo por medio de una medición pirométrica. La intensidad de la temperatura se puede regular en base a la medición al regular la intensidad de la llama o, por ejemplo, regulando la distancia de la llama a la lámina. Con el fin de evitar el fenómeno de peladura de la tira descrito anteriormente, es necesario que la lámina 1 esté más caliente que la masa de plástico en la matriz 3 de extrusión. Esto significa que, de acuerdo con la figura 7, primero se enfrían y endurecen las superficies exteriores de la tira y, después de eso, gracias a la lámina caliente 1, por ejemplo la masa de plástico derretido en el punto 15 finalmente se enfría y se contrae, por lo que la tira 2 permanece en posición de contracción alrededor del borde de la lámina. El borde de la lámina se puede calentar mediante una llama de gas, calor de radiación o, por ejemplo, mediante el principio de la corriente parásita. La tira 2 hecha sobre el borde de la lámina se enfría inmediatamente lo más adecuadamente por medio de ráfaga de aire,... [Seguir leyendo]
Reivindicaciones:
1. Un método para guarnecer la porción de borde de una lámina (1) de ánodo o cátodo con una tira, como una tira (2) de material plástico, usando un dispositivo (3) que comprende un espacio (7) de matriz, método en el cual el borde de la lámina (1) se encaja en el interior del dispositivo que alimenta material plástico al espacio (7) de matriz y, por medio de órganos restrictivos (8) y las superficie de la matriz de tal dispositivo, se evita el escape de material plástico calentado desde el espacio (7) de matriz, la lámina (1) está dispuesta para moverse con relación al dispositivo (3) de alimentación de material plástico, estando el borde de la lámina en el interior de dicho dispositivo, y que el espacio (7) de matriz del dispositivo (3) se caliente durante el proceso, caracterizado porque la lámina (1) se calienta por su porción de borde hasta una temperatura al menos 10 - 200 ºC más caliente que la temperatura de la masa de plástico alimentada adentro del espacio (7) de matriz. 2. Un método de acuerdo con la reivindicación 1, caracterizado porque la tira producida (2) se enfría por medio del flujo de aire de enfriamiento conducido sobre la superficie exterior. 3. Un método de acuerdo con la reivindicación 1, caracterizado porque, en el borde de la lámina (1), se usan formas como agujeros (10), hendiduras (9) o similares que mejoran la adherencia de la tira (2). 4. Un método de acuerdo con la reivindicación 1, caracterizado porque la presión de alimentación de material plástico al espacio (7) de matriz se fija tan baja que la tira (2) adherida a la lámina y el borde que discurre afuera del extremo del espacio (7) de matriz pueden provocar una presión de vuelta comparable en su abertura de descarga. 5. Un método de acuerdo con la reivindicación 1, caracterizado porque la lámina (1) se mueve sobre la pista, mientras que el borde de la lámina se mueve a través del espacio (7) de matriz del dispositivo (3). 6. Un método de acuerdo con la reivindicación 1, caracterizado porque el dispositivo (3) se mueve a lo largo del borde de la lámina. 7. Un método de acuerdo con la reivindicación 1, caracterizado porque, en el extremo de entrada del espacio (7) de matriz, las porciones de abertura que están libres de lámina se taponan por medio de una pieza (12) de taponamiento. 4 6
Patentes similares o relacionadas:
METODO Y APARATO PARA SUJETAR CON VACIO MATERIAL DE HOJAS DE PLASTICO CALENTADAS, del 19 de Abril de 2010, de TECNOS S.P.A: Un método para la sujeción por vacío de material de hojas de plástico, según el cual un material de hojas se calienta, sujeta y retiene a lo largo […]
MÁQUINA DE TRATAMIENTOS TÉRMICOS, del 1 de Abril de 1960, de DUNGLER, JULIEN: Máquina de tratamiento térmico en una cámara mantenida a una presión diferente de la presión atmosférica, destinada alas operaciones de secado, polimerización, […]
LISTÓN EXTRUDIDO, del 5 de Diciembre de 2011, de KUNSTSTOFF-TECHNIK SCHERER & TRIER GMBH & CO. KG: Listón extrudido barnizado, en particular para vehículos automóviles, caracterizado porque junto al listón extrudido se extrude adyacentemente por lo menos una […]
Disposición de tubo de protección con una pluralidad de fibras ópticas y un elemento hinchable en agua, del 20 de Febrero de 2019, de DRAKA COMTEQ B.V.: Disposición de tubo de protección , que comprende:
una pluralidad de fibras ópticas ;
un tubo de protección extrudido envolviendo dichas fibras […]
Refuerzo de tela recubierta de poliolefina y placas cementicias reforzadas con el mismo, del 20 de Febrero de 2019, de Saint-Gobain ADFORS Canada, Ltd: Un refuerzo de tela de fibra de vidrio que comprende:
a) una tela de vidrio que tiene múltiples hilos que contienen filamentos de vidrio; y
b) un recubrimiento […]
Gotero integrado con una reserva de salida alargada, del 18 de Octubre de 2018, de Rivulis Plastro Ltd: Un goteador plano discreto que es adecuado para ser instalado integralmente dentro de una manguera, que comprende un componente de […]
Composición de elastómero termoplástico para encapsulación, del 28 de Septiembre de 2018, de SAINT-GOBAIN GLASS FRANCE: Composición termoplástica para el sobremoldeo de un elastómero sobre un sustrato de vidrio mineral, que comprende:
(a) de 50 a 70% en peso de al menos […]
Procedimiento para fabricar una pieza cilíndrica en forma alargada, del 22 de Noviembre de 2017, de UPONOR INNOVATION AB: Procedimiento para fabricar una pieza en forma de barra en el que
- se extruye un perfil hueco de metal,
- el perfil metálico hueco […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 METODO Y APARATO PARA SUJETAR CON VACIO MATERIAL DE HOJAS DE PLASTICO CALENTADAS, del 19 de Abril de 2010, de TECNOS S.P.A: Un método para la sujeción por vacío de material de hojas de plástico, según el cual un material de hojas se calienta, sujeta y retiene a lo largo […]
METODO Y APARATO PARA SUJETAR CON VACIO MATERIAL DE HOJAS DE PLASTICO CALENTADAS, del 19 de Abril de 2010, de TECNOS S.P.A: Un método para la sujeción por vacío de material de hojas de plástico, según el cual un material de hojas se calienta, sujeta y retiene a lo largo […]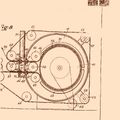 MÁQUINA DE TRATAMIENTOS TÉRMICOS, del 1 de Abril de 1960, de DUNGLER, JULIEN: Máquina de tratamiento térmico en una cámara mantenida a una presión diferente de la presión atmosférica, destinada alas operaciones de secado, polimerización, […]
MÁQUINA DE TRATAMIENTOS TÉRMICOS, del 1 de Abril de 1960, de DUNGLER, JULIEN: Máquina de tratamiento térmico en una cámara mantenida a una presión diferente de la presión atmosférica, destinada alas operaciones de secado, polimerización, […]