Método de formación de un cierre hermético termoplástico de diámetro grande.
Un método de conformación de un anillo de cierre hermético que comprende:
calentar una varilla termoplástica sometida a extrusión a una temperatura por encima de la temperatura de transición vítrea, presentando la varilla sometida a extrusión un primer y segundo extremos;
doblar la varilla sometida a extrusión para dar lugar a una estructura circular al tiempo que se mantiene la temperatura por encima de la temperatura de transición vítrea;
unir el primero y segundo extremos de la varilla sometida a extrusión para formar un anillo semi-terminado; y recocer el anillo semi-terminado.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2009/063615.
Solicitante: SAINT-GOBAIN PERFORMANCE PLASTICS CORPORATION.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1199 CHILLICOTHE ROAD AURORA, OH 44202 ESTADOS UNIDOS DE AMERICA.
Inventor/es: CLARK,Sarah L, VAIDEESWARAN,KARTHIK, SOUSA,JOSE R, GHALAMBOR,HAMID REZA, CELIK,CEYHAN, HILDRETH,JR. GARY CHARLES, JOSHI,HELINA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C09K3/10 QUIMICA; METALURGIA. › C09 COLORANTES; PINTURAS; PULIMENTOS; RESINAS NATURALES; ADHESIVOS; COMPOSICIONES NO PREVISTAS EN OTRO LUGAR; APLICACIONES DE LOS MATERIALES NO PREVISTAS EN OTRO LUGAR. › C09K SUSTANCIAS PARA APLICACIONES NO PREVISTAS EN OTRO LUGAR; APLICACIONES DE SUSTANCIAS NO PREVISTAS EN OTRO LUGAR. › C09K 3/00 Sustancias no cubiertas en otro lugar. › para sellar o guarnecer juntas o cubiertas.
PDF original: ES-2467112_T3.pdf
Fragmento de la descripción:
Método de formación de un cierre hermético termoplástico de diámetro grande CAMPO DE LA DESCRIPCIÓN
En general, esta descripción se refiere a cierres herméticos termoplásticos, y en particular a cierres herméticos termoplásticos de diámetro grande.
ANTECEDENTES
El documento US 6 123 891 describe un método de formación de un anillo de cierre hermético.
De manera creciente, varias industrias se están enfocando hacia los equipos a gran escala para cumplir las demandas operacionales. A medida que la industria desarrolla equipos a gran escala, busca componentes a gran escala, tales como cierres herméticos y o-anillos. Con frecuencia, el equipo a gran escala se encuentra ubicado en entornos agrestes y lejanos, lo que aumenta la demanda de cierres herméticos duraderos y resistentes. Por ejemplo, a medida que la industria de petróleo y gas persigue las perforaciones en aguas profundas, aumenta la escala de los equipos usados y, como resultado de ello, aumenta la demanda de productos a gran escala, más duraderos que puedan soportar los entornos agrestes. No obstante, los métodos convencionales para la formación de cierres herméticos termoplásticos no producen cierres herméticos de gran diámetro que tengan propiedades mecánicas deseables.
Un método convencional incluye el moldeo por compresión. Los cierres herméticos por compresión convencionales tienen propiedades mecánicas pobres, tales como bajo estiramiento hasta rotura. Como resultado de ello, los cierres herméticos formados a través de las técnicas convencionales de moldeo por compresión tienen baja durabilidad y pobre rendimiento.
Otras técnicas convencionales limitan el tamaño de los cierres herméticos que se pueden fabricar y tienden a producir una cantidad significativa de residuo. Por ejemplo, se pueden cortar los cierres herméticos circulares a partir de una lámina sometida a extrusión de material termoplástico, lo que deja una cantidad significativa de material residual. Además, el tamaño de los cierres herméticos se encuentra limitado por la lámina de material termoplástico.
Como tal, sería deseable un nuevo método de formación de un cierre hermético.
BREVE DESCRIPCIÓN DE LOS DIBUJOS
La presente descripción se puede comprender mejor, y sus numerosas características y ventajas serán evidentes para los expertos en la técnica haciendo referencia a los dibujos adjuntos.
La Fig 1 y la Fig. 2 incluyen ilustraciones de cierres herméticos ejemplares.
La Fig. 3 y la Fig. 4 incluyen diagramas de bloque de métodos ejemplares para la formación de cierres herméticos.
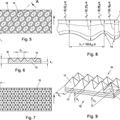
La Fig. 5 incluye una ilustración de un dispositivo de conformación.
La Fig. 6 incluye una ilustración de un dispositivo de calentamiento ejemplar.
La Fig. 7 incluye una ilustración de un patrón ejemplar para corte.
La Fig. 8 incluye una ilustración de una varilla termoplástica ejemplar.
La Fig. 9 incluye una ilustración de un material ejemplar sometido a extrusión.
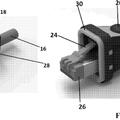
La Fig. 10 incluye una ilustración de un dispositivo de soldadura ejemplar.
El uso de los mismos símbolos de referencia en diferentes dibujos indica elementos idénticos o similares.
DESCRIPCIÓN DE LOS DIBUJOS
En una realización particular, un método para formar un anillo de cierre hermético incluye calentar una varilla sometida a extrusión, unir los extremos de la varilla sometida a extrusión para formar un anillo semi-terminado, y recocer el anillo semi-terminado. El anillo semi-terminado se puede someter a maquinizado o se puede procesar de manera adicional para formar un anillo de cierre hermético, un anillo de respuesto u otro dispositivo de cierre hermético, denominados de forma colectiva como anillos de cierre hermético en la presente memoria. En un ejemplo, la unión de los extremos de la varilla sometida a extrusión incluye soldar los extremos de la varilla sometida a extrusión por medio de fusión de los extremos y presión de los extremos juntos. En particular, el calentamiento de las varillas sometidas a extrusión incluye calentar las varillas hasta una temperatura mayor que la temperatura de transición vítrea. Por ejemplo, las varillas sometidas a extrusión se pueden calentar hasta un índice térmico dentro
del intervalo de 0, 65 a 0, 999. En otro ejemplo, se somete a recocido el anillo semi-terminado a una temperatura mayor que la temperatura de transición vítrea durante un período de al menos dos horas.
En otra realización ejemplar, el anillo de cierre hermético incluye un material termoplástico sometido a extrusión que tiene un estiramiento hasta rotura de soldadura de al menos 5 % de acuerdo con la especificación de ensayo ASTM D638. El anillo de cierre hermético tiene una circunferencia de al menos 1, 5 metros. Por ejemplo, el anillo de cierre hermético tiene un diámetro de al menos 1, 3 metros. En un ejemplo, el anillo de cierre hermético incluye al menos una soldadura. En un ejemplo particular, el material termoplástico sometido a extrusión incluye un material termoplástico que tiene una temperatura de transición vítrea mayor que 100 ºC. En otro ejemplo, el material termoplástico sometido a extrusión tiene un coeficiente de fricción no mayor que 0, 45. Además, el material termoplástico puede tener una resistencia de tracción con un rendimiento de al menos 3100 psi (21, 4 MPa) .
Como se ilustra en la Figura 1, un anillo 100 de cierre hermético puede incluir una varilla termoplástica 102. En un ejemplo, la varilla termoplástica es una varilla termoplástica sometida a extrusión, tal como una varilla fundida sometida a extrusión. En particular, la varilla termoplástica sometida a extrusión no es pasta sometida a extrusión. Alternativamente, la varilla 102 puede ser una varilla moldeada por compresión. Los extremos de la varilla termoplástica 102 se pueden unir por medio de una soldadura 104. En otra realización ilustrada en la Figura 2, un anillo 200 de cierre hermético puede incluir varillas termoplásticas 202 y 204. Las varillas termoplásticas 202 y 204 se pueden unir en sus extremos en las soldaduras 206 y 208. Aunque los métodos descritos en la presente memoria generalmente se describen con relación a anillos de cierre hermético formados a partir de una varilla doblada individual, se pueden ampliar los métodos a anillos de cierre hermético formados a partir de más de una varilla termoplástica, por ejemplo, 2, 3, 4 ó más varillas sometidas a extrusión.
La Figura 3 incluye una ilustración de un método ejemplar 300 para formar un anillo de cierre hermético. El método incluye calentar una varilla termoplástica sometida a extrusión, como se ilustra en 302. Alternativamente, la varilla puede ser una varilla moldeada por compresión. La varilla termoplástica puede estar formada por un material termoplástico, tal como un polímero termoplástico de alto rendimiento o sometido a estudio técnico. Por ejemplo, el material termoplástico puede incluir un polímero, tal como una policetona, poliaramida, un poliimida termoplástica, una poliéterimida, un poli (sulfuro de fenileno) , una poliétersulfona, una polisulfona, una polifenilen sulfona, una poliamidoimida, polietileno de peso molecular ultra elevado, un fluoropolímero termoplástico, una poliamida, un polibenciimidazol, un polímero de cristal líquido o cualquiera de sus combinaciones. En un ejemplo, el material termoplástico incluye una policetona, una poliaramida, una poliimida, una poliéterimida, una poliamidoimida, un poli (sulfuro de fenileno) , un fluoropolímero, un polibencimidazol, uno de sus derivados o una de sus combinaciones. En un ejemplo particular, el material termoplástico incluye un polímero, tal como una policetona, una poliimida termoplástica, una poliéterimida, un poli (sulfuro de fenileno) , una poliéter sulfona, una polisulfona, una poliamidoimida, uno de sus derivados o una de sus combinaciones. En otro ejemplo, el material termoplástico incluye policetona, tal como poliéter éter cetona (PEEK) , poliéter cetona, poliéter cetona cetona, poliéter cetona éter cetona cetona o uno de sus derivados o una de sus combinaciones. Un ejemplo de fluoropolímero termoplástico incluye etileno propileno fluorado (FEP) , politetrafluoroetileno (PTFE) , poli (fluoruro de vinilo) (PVDF) , perfluoroalcoxi (PFA) , un terpolímero de tetrafluoroetileno, hexafluoropropileno y fluoruro de vinilideno (THV) , policlorotrifluoroetileno (PCTFE) , copolímero de etileno y tetrafluoroetileno (ETFE) , copolímero de etileno y clorotrifluoroetileno (ECTFE) o cualquiera de sus combinaciones. Un polímero de cristal líquido ejemplar incluye polímeros de poliéster aromáticos, tales como los descritos en XYDAR® (Amoco) , VECTRA®... [Seguir leyendo]
Reivindicaciones:
1. Un método de conformación de un anillo de cierre hermético que comprende:
calentar una varilla termoplástica sometida a extrusión a una temperatura por encima de la temperatura de transición vítrea, presentando la varilla sometida a extrusión un primer y segundo extremos; doblar la varilla sometida a extrusión para dar lugar a una estructura circular al tiempo que se mantiene la temperatura por encima de la temperatura de transición vítrea; unir el primero y segundo extremos de la varilla sometida a extrusión para formar un anillo semi-terminado; y recocer el anillo semi-terminado.
2. El método de la reivindicación 1, en el que la unión comprende:
calentar el primer y segundo extremos hasta una temperatura por encima del punto de fusión del material de la varilla sometida a extrusión; y presionar el primer y segundo extremos juntos.
3. El método de la reivindicación 2, en el que el calentamiento del primer y segundo extremos incluye calentar con una fuente térmica que no es de contacto.
4. El método de la reivindicación 3, en el que el calentamiento con la fuente térmica que no es de contacto incluye insertar el pirmer extremo de la varilla sometida a extrusión en el interior de una primera cavidad de la fuente térmica que no es de contacto e insertar el segundo extremo de la varilla sometida a extrusión en el interior de una segunda cavidad de la fuente térmica.
5. El método de la reivinidcación 2, en el que la presión del primer y segundo extremos juntos incluye presionar el primer y segundo extremos juntos con una presión de al menos 344, 74 kPa (50 psi) .
6. El método de la reivindicación 2, en el que la presión del primer y segundo extremos juntos incluye presionar el primer y segundo extremos para someter el material a extrusión en la cantidad de al menos 0, 005 mm (1/8") del material de la varilla por mm2 (pulgada cuadrada) de corte transversal de la varilla.
7. El método de una cualquiera de las reivindicaciones 1-6, que además comprende secar la varilla doblada y sometida a extrusión antes de la unión.
8. El método de una cualquiera de las reivindicaciones 1-6, que además comprende enfriar la varilla doblada y sometida a extrusión hasta una temperatura por debajo de la temperatura de transición vítrea tras doblar y retirar la varilla enfriada, dobalada y sometida a extrusión a partir de un dispositivo de conformación usado para doblar la varilla sometida a extrusión.
9. El método de una cualquiera de las reivindicaciones 1-6, en el que el recocido incluye elevar la temperatura del anillo semi-terminado hasta una temperatura mayor que la temperatura de transición vítrea, mantener el anillo semiterminado a la tempertura durante un período de al menos 2 horas y enfriar el anillo semi-terminado.
10. El método de una cualquiera de las reivinidicaciones 1-6, que comprende además cortar la varilla doblada y sometida a extrusión en posición proximal con respecto al primer extremo antes de la unión.
11. El método de una cualquiera de las reivindicaciones 1-6, en el que el calentamiento de la varilla sometida a extrusión incluye calentar hasta un índice de calentamiento dentro de un intervalo de 0, 6 a 0, 999..
12. El método de la reivindicación 11, en el que el índice de calentamiento está dentro del intervalo de 0, 7 a 0, 999.
13. El método de una cualquiera de las reivindicaciones 1-6, en el que el doblado incluye doblar hasta un radio de al menos 5 veces el espesor radial de la varilla sometida a extrusión.
Patentes similares o relacionadas:
Composiciones de elastómeros curables con capacidad de sellado a baja temperatura, del 13 de Mayo de 2020, de Henkel IP & Holding GmbH: Una composición sellante reticulable, preparada a partir de: un oligómero elastomérico reticulable que tiene una Tg; un monómero que tiene una Tg mayor […]
Cierres exentos de PVC esterilizables, del 6 de Mayo de 2020, de ACTEGA DS GMBH: Cierre para envases realizado con metal o plástico para un envase destinado a alojar alimentos o bebidas, con un inserto de sellado realizado con un material […]
Cierres exentos de PVC, del 29 de Abril de 2020, de ACTEGA DS GMBH: Cierre para envases realizado con metal o plástico para un envase destinado a alojar alimentos o bebidas, con un inserto de sellado realizado […]
 Film de sellado multicapa y laminado de film con film de sellado multicapa, del 29 de Abril de 2020, de Constantia Pirk GmbH & Co. KG: Film de sellado multicapa de un polímero sellable, donde en un primer lado del film de sellado están incorporadas al menos parcialmente estructuras de superficie […]
Film de sellado multicapa y laminado de film con film de sellado multicapa, del 29 de Abril de 2020, de Constantia Pirk GmbH & Co. KG: Film de sellado multicapa de un polímero sellable, donde en un primer lado del film de sellado están incorporadas al menos parcialmente estructuras de superficie […]
Sello termoplástico de gran diámetro, del 26 de Febrero de 2020, de SAINT-GOBAIN PERFORMANCE PLASTICS CORPORATION: Un anillo de sellado que comprende una varilla extrudida doblada que tiene dos extremos y que comprende un material termoplástico, y una soldadura que une los dos extremos […]
Composición curable por radicales, que inhibe la corrosión, del 6 de Noviembre de 2019, de SIKA TECHNOLOGY AG: Una composición para el sellado de juntas, huecos y otras fuentes de fugas, especialmente en el sector de la construcción, que comprende: a) […]
Sellador termofusible de gran rendimiento para ventanas, del 4 de Noviembre de 2019, de BOSTIK, INC.: Una composición selladora termofusible no reticulante, que no contiene ningún polímero butílico, para utilizar como sellador de los bordes de una unidad de vidrio aislado, […]
 Geles termoplásticos híbridos y su procedimiento de preparación, del 30 de Octubre de 2019, de CommScope Technologies LLC: Un procedimiento de preparación de un gel termoplástico híbrido que comprende:
proporcionar un polímero base que tiene a menos un grupo funcional capaz […]
Geles termoplásticos híbridos y su procedimiento de preparación, del 30 de Octubre de 2019, de CommScope Technologies LLC: Un procedimiento de preparación de un gel termoplástico híbrido que comprende:
proporcionar un polímero base que tiene a menos un grupo funcional capaz […]