Método de fabricación de un producto inyectado y soplado.
Un método de fabricación de un producto (1) mediante las etapas de
i) inyectar un material termoplástico suficientemente calentado en una primera cavidad para formar un producto preliminar (2) que comprende un collar (3) que tiene una característica (4) de conexión situada en su superficie interior (5),
a continuación
ii) de manera opcional enfriar el producto preliminar (2) de la etapa i), a continuación
iii) moldear por soplado el producto preliminar en una segunda cavidad para formar un volumen vacío (6), en donde las etapas i) a iii) se realizan en una sola unidad de moldeo, a continuación
iv) retirar el producto acabado producido en la etapa iii) de la única unidad de moldeo.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12194320.
Solicitante: THE PROCTER & GAMBLE COMPANY.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: IP Department One Procter & Gamble Plaza Cincinnati, OH 45202 ESTADOS UNIDOS DE AMERICA.
Inventor/es: CULERON,GUY, DE TAVARES DUARTE NOGUEIRA,FRANCISCO MIGUEL, DE WILDE VINCENT,HUBERT M.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C49/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Moldeo por inyección-soplado.
- B29C49/18 B29C 49/00 […] › utilizando diferentes etapas de soplado (B29C 49/16 tiene prioridad).
- B29C49/64 B29C 49/00 […] › Calentamiento o enfriamiento de las preformas, parisones o de objetos soplados.
- B29L31/56 B29 […] › B29L SISTEMA DE INDEXACION ASOCIADO A LA SUBCLASE B29C, RELATIVO A OBJETOS PARTICULARES. › B29L 31/00 Otros objetos particulares. › Tapones o tapas para botellas, jarras o similares.
- B65D41/26 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 41/00 Capuchones, p. ej. cubiertas de rebordes o cápsulas de engarce, es decir, elementos que tienen partes que sujetan sobre la periferia exterior de un cuello o lado que define una apertura de vertido o descarga; Cubiertas protectoras de tipo capuchón para los elementos de cierre, p. ej. cubiertas decorativas de hojas de metal o papel (B65D 45/00 tiene prioridad). › Capuchones o tapas con forma de capuchones que sirven de recipientes para beber o medir, o conteniendo tales recipientes.
PDF original: ES-2539611_T3.pdf
Fragmento de la descripción:
Método de fabricación de un producto inyectado y soplado
Campo técnico
La presente invención se refiere a un método para fabricar un producto, por ejemplo un tapón dosificador, a través de las etapas de conformar por inyección un material termoplástico en una primera cavidad para formar un producto preliminar que comprende una característica de conexión en su superficie interior, y a continuación moldear por soplado el material termoplástico en una segunda cavidad para hacer un volumen vacío. Las etapas de inyección y moldeo por soplado se realizan en la misma unidad de moldeo, sin retirar el producto preliminar de la unidad de moldeo.
Antecedentes de la invención Los productos, como las botellas, los recipientes y otros productos de plástico, pueden hacerse empleando varias técnicas, dependiendo de los requisitos del producto. Los productos, incluidos los recipientes y las botellas, pueden hacerse empleando múltiples técnicas si, por ejemplo, se deben usar diferentes materiales o se requieren diferentes funciones. Por ejemplo, las botellas generalmente se hacen por i) moldeo por extrusión-soplado, en donde se hace un parisón extrudiendo material fundido alrededor de un molde compuesto por 2 cavidades separadas, aprisionando un extremo libre, conformando una zona hueca entre las cavidades y, a continuación, soplando aire a través del parisón, empujándolo hacia las paredes de las cavidades y haciendo la forma de la botella, o ii) primero moldeando por inyección una preforma, que suele presentar la forma de un tubo de ensayos con una zona de collar, en donde la rosca de la botella se forma en el exterior de la zona de collar, a continuación se desplaza la preforma a una unidad de producción diferente y se sopla para hacer la botella. La mayoría de las botellas de plástico usadas como recipientes de envasado tienen una rosca orientada hacia el exterior u otro cierre o acabado, etc., en la parte del cuello, a la que se puede ajustar un tapón. Esta rosca orientada hacia el exterior puede formarse usando un molde partido, que comprende al menos dos componentes de molde, en el momento de conformar el parisón o de inyectar una preforma.
Cuando se diseñan tapones para unirlos a botellas con una rosca orientada hacia el exterior, la rosca del tapón debe estar en su interior para poder encajar con la rosca de la superficie exterior del cuello de la botella. En este contexto, la rosca orientada hacia el interior se obtiene por moldeo por transferencia a partir de un patrón de rosca orientada hacia el exterior formado en la superficie exterior de un componente de molde núcleo. Por lo tanto, tras la producción, hay que desacoplar el núcleo del producto acabado. El desacoplado del núcleo del artículo acabado puede hacerse girando el núcleo, y moviéndolo en dirección axial. Por lo tanto, el giro y el movimiento axial deben estar sincronizados. Sin embargo, la acción de sincronización limita mecánicamente la velocidad de producción y la sincronización puede ser deficiente, pudiendo dañar la rosca formada. Además, como la rosca se prepara usando material calentado, al tirar del núcleo para extraerlo, se puede dañar la rosca. Una alternativa al método anterior es que, en lugar de girar y mover axialmente el producto, este simplemente se extrae del núcleo empleando una fuerza mecánica. Aunque este sistema de desacoplamiento del producto del molde es simple y rápido, puede dañar la rosca, dando como resultado unos puntos de conexión deficientes y posibles fugas cuando se una a una botella. Además, la forma de la propia rosca debe usar una altura de rosca mínima y esquinas redondeadas para permitir la liberación mecánica con un golpe. Estas últimas cualidades producen una conexión deficiente entre la botella y el tapón, una mala colocación del tapón al enroscarlo, una baja aplicación máxima del par de fuerzas y posibles fugas. Otro método conocido para hacer productos con rosca interior consiste en moldear el tapón en un proceso de moldeo por inyección de una etapa, usando un núcleo hundible que moldea todas las superficies interiores. Al final del ciclo de moldeo por inyección el núcleo se retrae permitiendo que su porción rebajada pueda ser expulsada a través de la parte de base del cilindro dosificador que tiene un diámetro menor. Los principales inconvenientes de moldear un tapón dosificador con rebaje usando núcleos hundibles son que la velocidad de producción es lenta y los núcleos hundibles son frágiles, se desgastan/rompen fácilmente, generando paradas frecuentes en la producción, cambio de herramientas, una capacidad reducida de la herramienta y un aumento en los costes.
Antes, los dispositivos dosificadores se ponían, por lo general, sobre el tapón. Generalmente el dispositivo dosificador solo se une a la botella o al tapón por fricción sobre el tapón o la botella. Es evidente que la fabricación de un tapón y un dispositivo dosificador separados no es económica y requiere otros procesos y equipos de producción, espacio en la planta y materiales adicionales. Además, el proceso se ralentiza debido a la necesidad no solo de poner un tapón a una botella, sino también un dispositivo dosificador.
El objetivo de los solicitantes ha sido combinar los requisitos del tapón y el dispositivo dosificador en un producto que pueda conectarse posteriormente a una botella y desarrollar un método para hacer ese dispositivo que sea eficiente, económico y permita distintas medidas de dosificación. US-3 277 223 A se refiere a un método y aparato para hacer un artículo de plástico en el que una pieza en blanco, inicialmente moldeada por inyección, o preforma se encierra posteriormente en un molde de soplado divisible y es soplada. US-4 566 508 A se refiere a un cierre para un recipiente que se adapta para utilizarlo como vaso medidor autovaciable cuando se retira del recipiente. EP-1 114 780 A1 se refiere a un tapón con un volumen elevado de dosificación que no es demasiado alto y se puede hacer de forma barata.
Sumario de la invención Según la presente invención, se proporciona un método de fabricación de un producto (1) mediante las etapas de i) inyectar un material termoplástico suficientemente calentado en una cavidad para formar un producto preliminar (2) que comprende un collar (3) que tiene una característica (4) de conexión situada en su superficie interior (5) , a continuación ii) de manera opcional enfriar el producto preliminar (2) de la etapa i) , entonces iii) moldear por soplado el producto preliminar en una segunda cavidad para formar un volumen vacío (6) , en donde las etapas i) a iii) se realizan en una sola unidad de moldeo, a continuación iv) retirar el producto acabado producido en la etapa iii) de la única unidad de moldeo. 15
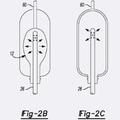
Sumario de las figuras La Figura 1 muestra una vista lateral del producto La Figura 2 muestra una vista lateral del producto preliminar La Figura 3 muestra una vista lateral del producto con una pared doble y una boca de vertido La Figura 4 muestra una vista lateral del producto 25
Descripción detallada de la invención El método de la presente invención se usa para fabricar un producto (1) , preferiblemente un tapón dosificador, asa, o ambos. El método incluye una primera etapa de inyección, un periodo de enfriamiento y, a continuación, una etapa de moldeo por soplado.
Material termoplástico El producto (1) de la presente invención se hace usando material termoplástico. Cualquier material termoplástico puede ser útil en la presente invención. Dichos materiales termoplásticos pueden incluir polímeros sólidos y resinas normalmente. En general, se puede usar cualquier polímero sólido de una mono-1-olefina alifática en el ámbito de la presente invención. Ejemplos de tales materiales incluyen polímeros y copolímeros de mono-1ºlefinas alifáticas, como etileno, propileno, buteno-1, hexeno-1, octeno-1, y similares, así como mezclas de estos polímeros y copolímeros. Los polímeros de mono-1-olefinas alifáticas, que tienen un máximo de 8 átomos de carbono por molécula y ninguna ramificación más cerca del enlace doble que la cuarta posición, proporcionan productos con unas propiedades particularmente deseables. Otros materiales termoplásticos que pueden usarse en la práctica de la invención incluyen resinas de acrilonitrilo-butadieno-estireno, resinas celulósicas, copolímeros de etileno y un monómero de vinilo con un grupo ácido como ácido metacrílico, polímeros de fenoxi, poliamidas, incluidas poliamida-imida (PAI) , policarbonatos, copolímeros y homopolímeros de vinilo, polimetilmetacrilato, 45 policarbonato, bis-aril-carbonato de dietilenoglicol, naftalato de polietileno, cloruro de polivinilo, poliuretano, resina epoxi, resinas a base de poliamida, polietileno de baja densidad,... [Seguir leyendo]
Reivindicaciones:
1. Un método de fabricación de un producto (1) mediante las etapas de i) inyectar un material termoplástico suficientemente calentado en una primera cavidad para formar un producto preliminar (2) que comprende un collar (3) que tiene una característica (4) de conexión situada en su superficie interior (5) , a continuación ii) de manera opcional enfriar el producto preliminar (2) de la etapa i) , a continuación 10 iii) moldear por soplado el producto preliminar en una segunda cavidad para formar un volumen vacío (6) , en donde las etapas i) a iii) se realizan en una sola unidad de moldeo, a continuación iv) retirar el producto acabado producido en la etapa iii) de la única unidad de moldeo. 15
2. Un método según la reivindicación anterior que comprende una segunda etapa de inyección o, de manera opcional, etapas de inyección adicionales posteriores a la etapa i) .
3. Un método según cualquiera de las reivindicaciones anteriores, en el que el producto preliminar (2) se 20 enfría después de la etapa i) , por medios activos o pasivos.
4. Un método según cualquiera de las reivindicaciones anteriores, en el que el producto preliminar (2) se recalienta, de manera opcional, después de la etapa ii) y antes de la etapa 3 iii) a una temperatura adecuada para el soplado.
5. Un método según cualquiera de las reivindicaciones anteriores, en el que la única unidad de moldeo comprende una plataforma giratoria, de tal manera que el producto puede desplazarse entre la primera y la segunda cavidades.
6. Un método según cualquiera de las reivindicaciones anteriores, en el que la segunda cavidad de la unidad de moldeo está parcialmente formada por el producto preliminar, la plataforma giratoria o ambos.
7. Un método según cualquiera de las reivindicaciones anteriores, en el que el collar (3) es redondo, cuadrado u ovalado, más preferiblemente redondo 35
8. Un método según cualquiera de las reivindicaciones anteriores, en el que la característica (4) de conexión se selecciona del grupo que consiste en características que pueden acoplarse entrelazándose entre dos superficies, características de conexión por fricción de liberación por golpe que requieren fuerzas en direcciones opuestas para encajar y desencajar, características de apretamiento que requieren una combinación de fuerzas en direcciones opuestas y perpendiculares para permitir la deformación parcial de una o varias partes creando espacio para encajar y desencajar, y una característica (8) de cierre estanco.
9. Un método según cualquiera de las reivindicaciones anteriores, en el que el dispositivo de conexión se selecciona del grupo que consiste en una rosca, una característica de liberación por golpe, una 45 característica de cierre estanco, o mezclas de las mismas.
10. Un método según cualquiera de las reivindicaciones anteriores, en el que el dispositivo de conexión es una rosca (4) situada en la superficie interior (5) del collar (3) .
11. Un método según cualquiera de las reivindicaciones anteriores, en el que el producto comprende una pared doble que comprende el collar (3) y una pared interior (7) .
12. Un método según la reivindicación 11, en el que la pared doble proporciona una boca (9) de vertido.
13. Un método según cualquiera de las reivindicaciones anteriores, en el que el volumen vacío (6) es adecuado para contener entre 10 ml y 250 ml de una substancia, más preferiblemente de 25 ml a 150 ml, con máxima preferencia más de 35 ml a 100 ml de una substancia.
14. Un método según cualquiera de las reivindicaciones anteriores, en el que el producto (1) es un tapón 60 dosificador adecuado para contener y medir una dosis de una sustancia, preferiblemente una sustancia líquida, más preferiblemente un detergente líquido.
Patentes similares o relacionadas:
Línea y método de embotellado, del 8 de Julio de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Línea de embotellado de ciclo continuo para recipientes de material termoplástico, que comprende: - al menos una unidad de moldeo para la fabricación de preformas […]
Método y dispositivo para fabricar botellas, del 25 de Marzo de 2020, de DAI NIPPON PRINTING CO., LTD.: Un método para fabricar una botella esterilizada , que comprende las etapas de: esterilizar bacterias que se adhieren a una preforma hecha […]
Método y aparato para producir una botella SBM llena, del 27 de Noviembre de 2019, de FRESENIUS KABI DEUTSCHLAND GMBH: Método para producir un recipiente lleno de una solución de infusión y que tiene un cuerpo principal que incluye un ancho que se extiende a lo largo de un […]
Método y dispositivo de fabricación de un recipiente con un asa integral, del 5 de Junio de 2019, de DT Inventions: Un método para formar un recipiente con un asa integral , que comprende: calentar una preforma que tiene un asa integral […]
Planta de calentamiento para preformas de recipientes, del 8 de Mayo de 2019, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Una planta de calentamiento para preformas de material plástico , que comprende: - al menos un túnel (3, 3') para el paso de una pluralidad de preformas […]
Máquina para moldear y moldear por soplado recipientes obtenidos de preformas correspondientes de un material termoplástico, del 6 de Marzo de 2019, de BVA S.r.l: Una máquina para moldear, dibujar y moldear por soplado recipientes obtenidos a partir de preformas correspondientes de un material termoplástico, en […]
Aparato para el transporte de recipientes hechos de material plástico, del 28 de Noviembre de 2018, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Un aparato para el transporte de un recipiente hecho de material plástico, en particular una preforma para la producción de un recipiente final por medio de una operación […]
 Procedimiento para conformar un recipiente, del 5 de Octubre de 2018, de Amcor Group GmbH: Un procedimiento de fabricación de un recipiente moldeado por soplado que comprende:
a. disponer una preforma en una cavidad del molde primario ;
b. aplicar […]
Procedimiento para conformar un recipiente, del 5 de Octubre de 2018, de Amcor Group GmbH: Un procedimiento de fabricación de un recipiente moldeado por soplado que comprende:
a. disponer una preforma en una cavidad del molde primario ;
b. aplicar […]