METODO PARA LA FABRICACION DE UN PRODUCTO CURADO.
Un método para producir un producto curado mezclando y dispersando mecánicamente un material en pasta y un gas de baja presión,
en el que la presión está en el intervalo de 0,1-5 kg/cm 2 para producir un material expandible, seguido de la descarga y expansión del material expandible, caracterizado por que un material en pasta de curación del tipo monocomponente se usa como el material en pasta, teniendo características de viscosidad en una zona definida por los puntos A, B, C y D, estando dichos puntos A y B entre 5 y 3.000 Pa s de una viscosidad aparente a 20ºC y a una velocidad de cizallamiento de 0,43 seg -1 , y estando dichos puntos C y D entre 2 y 200 Pa s de una viscosidad aparente a 20ºC y a una velocidad de cizallamiento de 783 seg -1 , respectivamente, y mezclando y dispersando mecánicamente el material de curación del tipo monocomponente y el gas de baja presión, seguido de la descarga y expansión del material expandible resultante
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2004/000044.
Solicitante: SUNSTAR GIKEN KABUSHIKI KAISHA.
Nacionalidad solicitante: Japón.
Dirección: 3-1, ASAHI-MACHI,TAKATSUKI-SHI, OSAKA 569-1195.
Inventor/es: TAKADA,MASAHARU, OCHI,SHINJI, OKUDA,SHINJI.
Fecha de Publicación: .
Fecha Concesión Europea: 11 de Agosto de 2010.
Clasificación Internacional de Patentes:
- B29B7/76F2
- B29B7/76H
- B29C39/00B
- B29C39/24 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 39/00 Conformación por moldeo, es decir, introduciendo el material a moldear en un molde o entre dos superficies que la encierran sin presión significativa de moldeo; Aparatos a este efecto (B29C 41/00 tiene prioridad). › Alimentación del material a los moldes.
- B29C44/34F
Clasificación PCT:
- B29B7/76 B29 […] › B29B PREPARACION O PRETRATAMIENTO DE MATERIAS A CONFORMAR; FABRICACION DE GRANULOS O DE PREFORMAS; RECUPERACION DE LAS MATERIAS PLASTICAS O DE OTROS CONSTITUYENTES DE MATERIALES DE DESECHO QUE CONTIENEN MATERIAS PLASTICAS. › B29B 7/00 Mezcla; Amasado (en general B01F; en combinación con calandrado B29C 43/24, con inyección B29C 45/46, con extrusión B29C 48/36). › con cabezas de mezcla a contracorriente.
- B29C39/02 B29C 39/00 […] › para la fabricación de objetos de longitud definida, es decir, de objetos separados.
- B29C39/24 B29C 39/00 […] › Alimentación del material a los moldes.
- B29C44/34 B29C […] › B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación. › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
- B29K105/04 B29 […] › B29K SISTEMA DE INDEXACION ASOCIADO A LAS SUBCLASES B29B, B29C O B29D, RELATIVO A LAS MATERIAS A MOLDEAR O MATERIALES DE REFUERZO, CARGAS O PREFORMADAS, p. ej. INSERCIONES. › B29K 105/00 Presentación, forma o estado de la materia moldeada. › celular o porosa.
- C08J9/30 QUIMICA; METALURGIA. › C08 COMPUESTOS MACROMOLECULARES ORGANICOS; SU PREPARACION O PRODUCCION QUIMICA; COMPOSICIONES BASADAS EN COMPUESTOS MACROMOLECULARES. › C08J PRODUCCION; PROCESOS GENERALES PARA FORMAR MEZCLAS; TRATAMIENTO POSTERIOR NO CUBIERTO POR LAS SUBCLASES C08B, C08C, C08F, C08G o C08H (trabajo, p. ej. conformado, de plásticos B29). › C08J 9/00 Producción de sustancias macromoleculares para producir artículos o materiales porosos o celulares; Su tratamiento posterior (aspectos mecánicos del modelado de materias plásticas o sustancias en estado plástico para la fabricación de objetos porosos o celulares B29C). › por mezcla de gases en composiciones o plastisoles líquidos, p. ej. espumado con aire.
Clasificación antigua:
Fragmento de la descripción:
La presente invención se refiere a un método para producir un producto curado mezclando y dispersando mecánicamente un material en pasta y un gas de baja presión, así como a un material en pasta de curación del tipo monocomponente a usarse en este método.
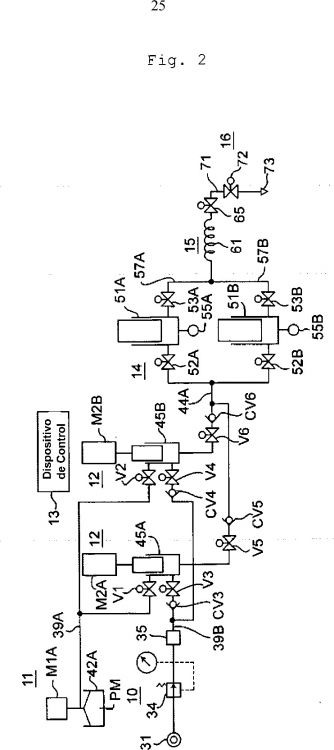
Hasta ahora, se conoce un método determinado para producir un producto espumado mezclando y dispersando mecánicamente un gas de baja presión en un material en pasta para producir un material expandible, seguido de la descarga y expansión del material expandible (método de descarga y expansión), que comprende mezclar y dispersar mecánicamente dicho material en pasta y un gas de baja presión usando una bomba de pistón que se mueve en vaivén en un cilindro para llevar a cabo una carrera de aspiración y una carrera de descarga, suministrando un gas dentro del cilindro durante y/o después de una carrera de aspiración de una bomba de pistón, suministrando un material en pasta dentro del cilindro con dicho gas mediante un proceso discontinuo, realizando la carrera de descarga usando la bomba de pistón después de suministrar el material en pasta, y descargando el gas y el material en pasta a una tubería en la carrera de descarga, y sometiendo después el material expandible resultante a descarga y expansión, así como un aparato de espumación mecánica adecuado para realizar dicho método (véase el documento JP-B-3212533 (JP-A-10-272344)).
El proceso anterior es notablemente útil desde el punto de vista de incrementar la seguridad en la manipulación y confiabilidad de una inyección de gas y controlar de forma altamente precisa la magnificación de formación. Sin embargo, el producto curado (producto espumado) producido por el método de expansión y descarga tiene algunas veces celdas continuas (es decir, espuma de tamaño no uniforme) dependiendo del material en pasta inicial, y por tanto, se ha deseado obtener siempre un producto de formación constante con celdas cerradas uniformes, densas (es decir, microcelda uniforme).
Según las circunstancias, los presentes inventores han estudiado profundamente, y como resultado, han descubierto que la especificación de las características de viscosidad del material en pasta logra conseguir el propósito anterior, y después se ha completado la presente invención.
Es decir, la presente invención proporciona un método para producir un producto curado mezclando y dispersando mecánicamente un material en pasta y un gas de baja presión, en el que la presión está en el intervalo de 0,15 kg/cm2 para producir un material expandible, seguido de la descarga y expansión del material expandible, caracterizado por que un material en pasta de curación del tipo monocomponente se usa como el material en pasta, teniendo características de viscosidad en una zona definida por los puntos A, B, C y D, estando dichos puntos A y B entre 5 y 3.000 Pa s de una viscosidad aparente a 20ºC y a una velocidad de cizallamiento de 0,43 seg-1, y estando dichos puntos C y D entre 2 y 200 Pa s de una viscosidad aparente a 20ºC y a una velocidad de cizallamiento de 783 seg-1, respectivamente, y mezclar y dispersar mecánicamente el material de curación del tipo monocomponente y el gas de baja presión, seguido de la descarga y expansión del material expandible resultante.
La zona definida por los puntos A, B, C y D se representa en el gráfico de la Figura 1 que muestra la relación entra la velocidad de cizallamiento y la viscosidad aparente, estando dichos puntos A y B de 5-3.000 Pa s de una viscosidad aparente (medido con un viscosímetro giratorio Brooffield que usa un husillo Nº 7, a 2 rpm, a 20ºC) en la región de baja velocidad de cizallamiento (0,43 seg-1) y estando dichos puntos C y D de 2-200 Pa s de una viscosidad aparente (medido con un medidor de viscosidad aparente de acuerdo con JIS K2220 20ºC) en la región de alta velocidad de cizallamiento (783 seg-1). La presente invención proporciona además un material en pasta de curación del tipo monocomponente a usarse en el método de descarga y expansión de acuerdo con la presente invención, que se caracteriza por que dicho material tiene características de viscosidad en una zona definida por lo puntos A, B, C y D, estando dichos puntos A y B entre 5 y 3000 Pa s de una viscosidad aparente a 20ºC y a una velocidad de cizallamiento de 0,43 seg-1, respectivamente y estando dichos puntos C y D entre 2 y 200 Pa s de una viscosidad aparente a 20ºC y a una velocidad de cizallamiento de 783 seg-1, respectivamente.
El material en pasta de curación del tipo monocomponente de acuerdo con la presente invención no se limita por el tipo de resina o por el método de curación, sino que tendrá las características de viscosidad anteriores, y especialmente el material es útil para aplicarse al aparato de espumación mecánica descrito en el documento JP-B-3212533 (JP-A-10-272344) mencionado anteriormente.
Con respecto al intervalo de viscosidad mencionado anteriormente, cuando la viscosidad aparente de 0,43 seg-1 es menor que 5 Pa s, disminuye la magnificación de espumación debido a un colapso de espuma, por otro lado, cuando la viscosidad aparente es mayor que 3000 Pa s, aumenta una fuga de aire desde la parte alrededor del lecho de descarga, lo que causa que la magnificación de formación sea de dos veces como mucho. Además, cuando la viscosidad aparente de 783 seg-1 es menor que 2 Pa s, disminuye una magnificación de espumación debido a un colapso de celdas en la descarga, y cuando la viscosidad aparente es mayor que 200 Pa s, se hace imposible la descarga puesto que se dificulta la liquidez de los materiales.
Además de tal velocidad de cizallamiento baja/alta, la viscosidad aparente (medida con un medidor de viscosidad aparente de acuerdo con JIS K2220 a 20ºC) en la región de velocidad de cizallamiento media (64 seg-1) se ajusta también al intervalo de 2,7-300 Pa s.
El material en pasta de curación del tipo monocomponente se refiere a un material que es de un tipo monocomponente y a un estado en pasta viscosa de alta viscosidad desde la temperatura ambiente hasta la temperatura calentada antes de su uso, que tiene un mecanismo de curación que se basa en la curación mediante una reacción, enfriando hasta temperatura ambiente desde el estado de fundición calentado, y aplicando energía térmica, luz, energía por radiación y similares. Los ejemplos de los mismos son composiciones del tipo curables por humedad, del tipo termoestables, del tipo de fusión en caliente, del tipo sol-gel, del tipo de vulcanización-reticulación, y del tipo curables por foto/radiación; comprendiendo dichas composiciones resinas de poliuretano, resinas de silicona, resinas epoxi, cauchos sintéticos, resinas de poliolefina, resinas de poliéster, resinas acrílicas, poli(cloruros de vinilo), u otros termoplásticos o elastómeros termoplásticos; que se puedan preparar a partir de un monómero, un oligómero, un polímero y similares de un material termoplástico y termoestable.
En una realización, el material en pasta de poliuretanos de curación del tipo monocomponente que comprende un prepolímero de uretano que tiene un grupo isocianato activo terminal (grupo NCO); o un prepolímero de uretano en bloque y/o un compuesto de poliisocianato en bloque que forman bloques temporalmente para inactivar el grupo isocianato activo del prepolímero de uretano y/o del compuesto de poliisocianato. Adicionalmente, el material comprende estos prepolímeros de uretano como un componente principal y se puede preparar también de un tipo curable por humedad; un tipo termoestable en combinación con un agente de curación latente; o un tipo termoestable que comprende un agente de curación normal y/o un agente de curación latente en combinación con un compuesto de poliisocianato en bloque.
El prepolímero de uretano incluyendo un grupo isocianato activo, que se usa como material en pasta de poliuretanos compuestos como se ha mencionado anteriormente se puede obtener mediante la reacción entre una cantidad en exceso de un compuesto de poliisocianato y un poliol.
El compuesto de poliisocianato incluye compuestos de poliisocianato aromáticos, alifáticos y alicíclicos, tales como, diisocianato de tolileno (TDI), diisocianato de difenilmetano, diisocianato de 3,3',dimetil-4,4'-bifenileno, diisocinoato de 1,4-fenileno, diisocianato de xilileno, diisocianato de tetrametilxilileno, diisocianato de naftileno, diciclohexilmetano-4,4'-diisocianato, TDI en bruto, polimetileno-polifenil isocianato, diisocianato de isoforona, diisocianato de hexametileno, hidruro de xilileno diisocianato e isocianurato, carbodimida o compuestos de biuret de estos compuestos...
Reivindicaciones:
1. Un método para producir un producto curado mezclando y dispersando mecánicamente un material en pasta y un gas de baja presión, en el que la presión está en el intervalo de 0,1-5 kg/cm2 para producir un material expandible, seguido de la descarga y expansión del material expandible, caracterizado por que un material en pasta de curación del tipo monocomponente se usa como el material en pasta, teniendo características de viscosidad en una zona definida por los puntos A, B, C y D, estando dichos puntos A y B entre 5 y 3.000 Pa s de una viscosidad aparente a 20ºC y a una velocidad de cizallamiento de 0,43 seg-1, y estando dichos puntos C y D entre 2 y 200 Pa s de una viscosidad aparente a 20ºC y a una velocidad de cizallamiento de 783 seg-1, respectivamente, y mezclando y dispersando mecánicamente el material de curación del tipo monocomponente y el gas de baja presión, seguido de la descarga y expansión del material expandible resultante.
2. El método de acuerdo con la reivindicación 1, en el que el método de mezclar y dispersar mecánicamente un material en pasta de curación del tipo monocomponente y un gas de baja presión, en el que la presión está dentro del intervalo de 0,1-5 kg/cm2 de gas para producir un material expandible comprende suministrar el gas de baja presión dentro del cilindro durante y/o después de la carrera de aspiración de una bomba de pistón que se mueve en vaivén en el cilindro para llevar a cabo la carrera de aspiración y la carrera de descarga, después, suministrar el material en pasta de curación del tipo monocomponente dentro del cilindro con el gas de baja presión mediante un proceso discontinuo, llevar a cabo la carrera de descarga usando la bomba de pistón después de suministrar el material en pasta de curación del tipo monocomponente, y descargar el gas de baja presión y el material en pasta de curación del tipo monocomponente a una tubería en la carrera de descarga.
3. El método de acuerdo con la reivindicación 1 ó 2, en el que el método de producir un material expandible y descargar y expandir el material expandible se lleva a cabo usando un aparato de espumación mecánica que comprende, una bomba de pistón que incluye un pistón y un cilindro, en el que se adapta el pistón para moverse en vaivén dentro del cilindro para efectuar la carrera de aspiración y la carrera de descarga; un dispositivo de suministro de gas para suministrar un gas de baja presión, en el que la presión está en el intervalo de 0,1-5 kg/cm2 dentro del cilindro bajo una presión predeterminada; un dispositivo de suministro de material en pasta para suministrar un material en pasta de curación del tipo monocomponente dentro del cilindro con un gas de baja presión, en el que la presión está en el intervalo de 0,1-5 kg/cm2 bajo una presión predeterminada; un dispositivo de control para efectuar el control para suministrar el gas de baja presión dentro del cilindro durante y/o después de la carrera de aspiración de la bomba de pistón, suministrar el material en pasta de curación del tipo monocomponente dentro del cilindro, efectuar la carrera de descarga de la bomba de pistón después de la carrera de suministro del material en pasta de curación del tipo monocomponente, y descargar el gas de baja presión y el material en pasta de curación del tipo monocomponente dentro de una tubería; y un dispositivo a descarga para descargar y expandir el material expandible dentro de la tubería conectando la tubería del material expandible obtenido del dispositivo de control.
4. El método de acuerdo con una de las reivindicaciones 1 a 3, en el que el material expandible se adapta para ser un sellante, un adhesivo, un material de revestimiento, una junta, un envase, un cojín, un aislante y/o un material moldeado espumado.
Patentes similares o relacionadas:
Dispositivo y método de mezcla para mezclar componentes plásticos reactivos, del 10 de Julio de 2019, de KRAUSSMAFFEI TECHNOLOGIES GMBH: Disposición de mezclado (2; 2'; 2") para el mezclado de componentes reactivos (6, 6A, 6B; 6A', 6B'; 7), con: una cámara de mezclado (24; 24'; 24") en la cual pueden […]
Un método de impregnación de un componente, del 2 de Noviembre de 2016, de BAE SYSTEMS PLC: Un método de impregnación de un componente que comprende los pasos de: (a) introducir un gas inerte en un primer recipiente a presión […]
Procedimiento para la fabricación de un elemento de PRF grande, del 5 de Octubre de 2016, de TORAY INDUSTRIES, INC.: Procedimiento para la fabricación de un elemento de PRF grande que comprende las siguientes etapas (A) a (F), la etapa (A) que es una etapa de disponer […]
Procedimiento y dispositivo para colar resina de colada o componentes de resina de colada, del 20 de Julio de 2016, de Hedrich GmbH: Procedimiento para colar resina de colada o componentes de resina de colada en al menos un molde , en el que la resina de colada se alimenta por medio de al menos un […]
Procedimiento para el sobremoldeo de un núcleo de escantillón o pieza bruta de puerta, del 3 de Febrero de 2016, de PIENO GmbH: Procedimiento para el sobremoldeo o revestimiento de un núcleo de escantillón , preferiblemente perfilado, en el que el eje longitudinal del núcleo de escantillón […]
 Método de formación de espuma y dispositivo de formación de espuma, del 17 de Noviembre de 2015, de SUNSTAR GIKEN KABUSHIKI KAISHA: Un método para mezclar un material de viscosidad alta con un gas, usando una bomba de pistón en la que un pistón se mueve recíprocamente en un cilindro […]
Método de formación de espuma y dispositivo de formación de espuma, del 17 de Noviembre de 2015, de SUNSTAR GIKEN KABUSHIKI KAISHA: Un método para mezclar un material de viscosidad alta con un gas, usando una bomba de pistón en la que un pistón se mueve recíprocamente en un cilindro […]
PROCEDIMIENTO PARA FABRICAR LENTES MEDIANTE MOLDEO POR FUNDICIÓN, del 5 de Diciembre de 2011, de INTERGLASS TECHNOLOGY AG: Procedimiento para fabricar lentes mediante moldeo por fundición caracterizado por una fase de preparación para mezclar al menos dos líquidos y desgasificar […]
 PROCEDIMIENTO PARA LA PRODUCCION DE ELEMENTOS SANDWICH DE POLIURETANO, del 1 de Noviembre de 2008, de HENNECKE GMBH: Procedimiento para la producción continua de elementos sandwich de poliuretano que contienen una capa de cubrición superior y una capa de cubrición inferior […]
PROCEDIMIENTO PARA LA PRODUCCION DE ELEMENTOS SANDWICH DE POLIURETANO, del 1 de Noviembre de 2008, de HENNECKE GMBH: Procedimiento para la producción continua de elementos sandwich de poliuretano que contienen una capa de cubrición superior y una capa de cubrición inferior […]