MÉTODO DE FABRICACIÓN DE PIEZAS DE MATERIAL COMPUESTO CON CAMBIOS DE ESPESOR.
Método de fabricación de piezas de material compuesto con cambios de espesor.
Comprende una primera etapa de apilado y una segunda etapa de conformado y curado, en las que: en la segunda etapa se utiliza un útil de conformado (29) adaptado a la configuración de la pieza (11) salvo en la zona afectada por el cambio de espesor; en la primera etapa se apilan sucesivamente una o más preformas (21, 23) de la pieza con unas telas (31, 33) con las dimensiones necesarias para que se produzca dicho cambio de espesor, unas láminas (35) de material pelable y unas telas complementarias (41, 43) de manera los apilados resultantes tengan el espesor necesario para adaptarse al útil de conformado (29); al final de la segunda etapa, se retiran los laminados (45, 47) resultantes de dichas telas complementarias (41, 43) y las láminas (35) de material pelable.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201132137.
Solicitante: AIRBUS OPERATIONS, S.L.
Nacionalidad solicitante: España.
Inventor/es: GARCIA GARCIA,AQUILINO, GALIANA BLANCO,JORGE JUAN, NOGUEROLES VIÑES,PEDRO, HONORATO RUIZ,Francisco Javier, CEBOLLA GARROFE,Pablo, FERNÁNDEZ ALONSO,Alejandro, ROMÓN BANOGON,Carlos.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C70/44 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › mediante presión isostática, p. ej. moldeo por diferencia de presión, moldeo con bomba de vacío, moldeo en autoclave o moldeo con caucho expandible.
Fragmento de la descripción:
Método de fabricación de piezas de material compuesto con cambios de espesor.
CAMPO DE LA INVENCIÓN
La presente invención se refiere a métodos de fabricación de piezas de material compuesto y, más en particular, a métodos de fabricación de piezas de material compuesto de estructuras aeronáuticas con zonas extremas de espesor mínimo y/o zonas con cambios bruscos de espesor.
ANTECEDENTES DE LA INVENCIÓN
En la actualidad y particularmente en la industria aeronáutica se utilizan de forma masiva materiales compuestos de matriz orgánica y fibras continuas tales como, particularmente, Fibra de Carbono Reforzada con Plástico (“Carbon Fiber Reinforced Plastic” o CFRP) y Fibra de Vidrio Reforzada con Plástico (“Glass Fiber Reinforced Plastic” o GRFP) en una gran diversidad de elementos estructurales.
Por ejemplo, todos los elementos constituyentes de los cajones de torsión de las superficies sustentadoras de aeronaves (costillas, larguerillos, largueros y revestimientos) pueden ser fabricados usando CFRP.
Los revestimientos que forman parte de los cajones de torsión están reforzados mediante larguerillos longitudinales en sentido de la envergadura que mejoran tanto la resistencia como el comportamiento a pandeo de los revestimientos, teniendo diferentes secciones transversales tales como secciones transversales con forma de “T”, “I”
o “J”. La altura completa del larguerillo favorece la estabilidad del panel gracias a la mayor inercia del elemento rigidizador.
Típicamente los larguerillos están dispuestos paralelamente entre ellos formando un cierto ángulo tanto con el larguero frontal como con el larguero posterior. Esta configuración permite orientar los larguerillos en la dirección principal de carga, así como incrementar su número en la zona de mayor responsabilidad estructural.
Esta configuración de larguerillos en paralelo, junto con el hecho de que ambos largueros no son paralelos entre sí provoca que cuando los larguerillos se acercan a un larguero son interrumpidos por la presencia de dicho larguero.
El fin de un larguerillo, bien por encontrarse con el larguero frontal o bien por cualquier otra razón, causa una redistribución de las cargas soportadas por el larguerillo y el revestimiento antes de su terminación en el panel del revestimiento (no rigidizado) posterior a su terminación. Esto tiene dos efectos principales:
- Mientras que la flexión hacia arriba o hacia abajo del revestimiento rigidizado produce casos de tensión y compresión, este cambio discreto en la disposición estructural del revestimiento en la terminación del larguerillo (“run-out”) causa un momento en la terminación del larguerillo que tiende a pelar la línea de unión entre el larguerillo y el revestimiento.
- Al mismo tiempo, la redistribución de la carga tiene que tener lugar a través de la línea de unión para pasar la carga llevada por el larguerillo al revestimiento posterior a la terminación del larguerillo. En caso de altos niveles de carga (como los experimentados en un ala) esto ocasiona que la resistencia de la línea de unión resulta comprometida.
Las uniones co-pegadas entre revestimientos y larguerillos en las cubiertas de los cajones laterales de torsión de las alas de aeronaves que soportan cientos de toneladas en el caso de cargas elevadas están cerca de su máxima capacidad estructural en determinadas áreas críticas, como en el caso de las zonas de terminación de larguerillos de las cubiertas de las alas. Estas uniones co-pegadas pueden romperse justo al final del pie del larguerillo debido a las altas cargas de pelado causadas por dos efectos principales: el primero es la eliminación del alma del larguerillo que provoca la aparición de esfuerzos de pelado al final del larguerillo con un pico de carga en el lugar donde el alma se elimina por completo; y el segundo es debido a la finalización del pie del larguerillo que causa un pico de carga de cortadura en el lugar donde termina el pie del larguerillo. En una configuración típica de terminación de larguerillo, el final tanto del pie como del alma del larguerillo se produce en el mismo lugar y dichos picos de carga se superponen penalizando la fiabilidad estructural de la unión.
Desde un punto de vista estructural, una disminución progresiva del espesor del pie y del alma del larguerillo en su zona final facilitaría la resolución de los problemas mencionados pero eso plantea problemas de fabricación dado que implica una reducción de espesor incompatible con el utillaje empleado habitualmente para fabricar los larguerillos.
Una problemática similar puede encontrarse en otras piezas de material compuesta con cambios bruscos de espesor en alguna zona.
Esta invención está orientada a la solución de esos problemas.
SUMARIO DE LA INVENCIÓN
Es un objeto de la presente invención proporcionar un método de fabricación de una pieza de material compuesto con un cambio de espesor en una zona de la misma y, particularmente, en una zona extrema llegando a alcanzar al final de la misma un espesor muy pequeño.
Es otro objeto de la presente invención proporcionar un método de fabricación de una pieza de material compuesto con un cambio de espesor en una zona de la pieza y, particularmente, en una zona extrema con el mismo utillaje empleado para hacerlo sin ella.
Esos y otros objetos se consiguen con un método de fabricación de una pieza de material compuesto con un cambio de espesor en una zona de la misma que comprende una primera etapa de apilado y una segunda etapa de conformado y curado, en el que: en la segunda etapa de conformado y curado se utiliza un útil de conformado adaptado a la configuración de la pieza salvo en la zona afectada por el cambio de espesor; en una primera subetapa de la etapa de apilado, se apilan una o más preformas de la pieza con unas telas con las dimensiones necesarias para que se produzca dicho cambio de espesor; en una segunda sub-etapa de la etapa de apilado, se dispone una lámina de material pelable sobre el/los apilado (s) resultante (s) de la primera sub-etapa; en una tercera sub-etapa de la etapa de apilado, se apilan unas telas complementarias sobre dichas lámina de material pelable en la zona afectada por el cambio de espesor de manera que los apilados resultantes tengan el espesor necesario para adaptarse al útil de conformado; tras la separación del útil de conformado, una vez finalizada la etapa de conformado y curado, se retiran los laminados resultantes de dichas telas complementarias y las láminas de material pelable.
Ventajosamente, las telas de la pieza son telas de CFRP y las telas complementarias son telas de CFRP o de GFRP.
Una pieza de material compuesto en la que resulta aplicable el método de la presente invención es un larguerillo rigidizador de una estructura aeronáutica configurado por un alma y un pie con un cambio de espesor en una zona del larguerillo y muy particularmente con una disminución del espesor en una zona extrema del larguerillo.
En una realización del método de la invención para fabricar un larguerillo en forma de T, en la etapa de apilado se apilan dos preformas planas con las telas de la pieza, unas láminas de material pelable y unas telas complementarias, y en la etapa de conformado y curado se obtienen en una primera sub-etapa unas preformas en forma de L a partir de dichas preformas planas y, en una segunda sub-etapa, se obtiene el larguerillo con forma de T retirando del larguerillo resultante de la unión de dichas preformas en forma de L los laminados en forma de L resultantes de dichas telas complementarias y las láminas de material pelable.
Ventajosamente, el cambio de espesor del larguerillo con forma de T es una disminución del espesor tanto del alma como del pie en una zona extrema.
Ventajosamente, el decremento del espesor del alma y del pie en el final de dicha zona extrema está comprendido entre el 60-80% del espesor en la zona contigua.
Otras características y ventajas de la presente invención se desprenderán de la descripción detallada que sigue de realizaciones ilustrativas de su objeto en relación con las figuras que se acompañan.
DESCRIPCIÓN DE LAS FIGURAS
La Figura 1 muestra esquemáticamente un método conocido para fabricar un larguerillo con forma de T de un material compuesto.
La Figura 2 muestra esquemáticamente un método para fabricar un larguerillo con forma de T de material compuesto según la presente invención.
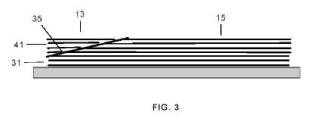
La Figura 3 muestra el apilado de telas utilizado en el método de fabricación de un larguerillo con forma de T de material compuesto según la presente invención...
Reivindicaciones:
1. Método de fabricación de una pieza (11) de material compuesto con un cambio de espesor en una zona de la misma que comprende una primera etapa de apilado y una segunda etapa de conformado y curado, caracterizado porque:
- en la segunda etapa de conformado y curado se utiliza un útil de conformado (29) adaptado a la configuración de la pieza (11) salvo en la zona afectada por el cambio de espesor;
- en una primera sub-etapa de la etapa de apilado, se apilan una o más preformas (21, 23) de la pieza con unas telas (31, 33) con las dimensiones necesarias para que se produzca dicho cambio de espesor;
- en una segunda sub-etapa de la etapa de apilado, se dispone una lámina (35) de material pelable sobre el/los apilado (s) resultante (s) de la primera sub-etapa;
- en una tercera sub-etapa de la etapa de apilado, se apilan unas telas complementarias (41, 43) sobre dichas láminas (35) de material pelable en la zona afectada por el cambio de espesor de manera que los apilados resultantes tengan el espesor necesario para adaptarse al útil de conformado (29) ;
- tras la separación del útil de conformado (29) una vez finalizada la etapa de conformado y curado, se retiran los laminados (45, 47) resultantes de dichas telas complementarias (41, 43) y las láminas (35) de material pelable.
2. Método según la reivindicación 1, en el que dichas telas (31, 33) son telas de CFRP y dichas telas complementarias (41, 43) son telas de CFRP o de GFRP.
3. Método según cualquiera de las reivindicaciones 1-2, en el que dicha pieza (11) es un larguerillo rigidizador de una estructura aeronáutica configurado por un alma y un pie.
4. Método según la reivindicación 3, en el que dicho larguerillo (11) tiene forma de T.
5. Método según la reivindicación 4, en el que en la etapa de apilado se apilan dos preformas planas (21, 23) con unas telas (31, 33) , unas láminas (25) de material pelable y unas telas complementarias (41, 43) , y en el que en la etapa de conformado y curado se obtienen en una primera sub-etapa unas preformas en forma de L (25, 27) a partir de dichas preformas planas (21, 23) y, en una segunda sub-etapa, se obtiene el larguerillo (11) con forma de T retirando del larguerillo (11’) resultante de la unión de dichas preformas en forma de L (25, 27) los laminados en forma de L (45, 47) resultantes de dichas telas complementarias (41, 43) y las láminas (35) de material pelable.
6. Método según la reivindicación 5, en el que dicho cambio de espesor se produce en una zona extrema (13) del larguerillo (11) .
7. Método según la reivindicación 6, en el que dicho cambio de espesor es una disminución del espesor tanto del alma (53) como del pie (51) en dicha zona extrema (13) .
8. Método según la reivindicación 7, en el que en el que el decremento del espesor del alma (53) y del pie (51) en el final de dicha zona extrema (13) está comprendido entre e.
6. 80% del espesor en la zona contigua (15) .
Patentes similares o relacionadas:
Procedimiento de depósito de un material intermedio que permite asegurar la cohesión de este último y material intermedio, del 1 de Julio de 2020, de HEXCEL REINFORCEMENTS: Procedimiento de depósito en continuo sobre una superficie de depósito de un material intermedio constituido por una capa unidireccional de fibras […]
Bolsa de vacío integralmente rígida, reutilizable y método de hacer la misma, del 3 de Junio de 2020, de THE BOEING COMPANY: Una bolsa de vacío para procesar una pieza , que comprende: un diafragma de bolsa elástico flexible generalmente plano adaptado para colocarse sobre la pieza […]
Procedimiento y aparato de conformación o formación de artículos, del 27 de Mayo de 2020, de GENTEX CORPORATION: Un procedimiento de conformación de un material de trabajo plano convirtiéndolo en un producto composite que presenta una forma final, comprendiendo el procedimiento: […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Combinación de una pieza compuesta y un conducto de ventilación, y método de fabricación de una pieza compuesta, del 8 de Abril de 2020, de THE BOEING COMPANY: La combinación de una pieza compuesta y un conducto de ventilación para usar en una bolsa de vacío que procesa la pieza compuesta, en donde: el conducto […]
Procedimiento de realización de un panel de cobertura y de protección acústica para un vehículo automóvil, del 8 de Abril de 2020, de TREVES Products, Services & Innovation: Procedimiento de realización de un panel de cobertura y de protección acústica para un vehículo automóvil, dicho procedimiento que comprende las etapas siguientes: - […]
Método y aparato para el cocurado de revestimientos compuestos y refuerzos en un autoclave, del 25 de Marzo de 2020, de THE BOEING COMPANY: Aparato para endurecer en autoclave refuerzos compuestos contra un revestimiento compuesta, que comprende: un instrumento que tiene una superficie del instrumento […]
Herramienta de material compuesto que tiene integridad de vacío y método de fabricación de la misma, del 11 de Marzo de 2020, de THE BOEING COMPANY: Herramienta de material compuesto que tiene integridad de vacío, que comprende: un laminado de material compuesto que incluye una capa de barrera de material […]