Método de fabricación de una pieza destinada a estar colocada en el entorno de una prótesis dental en la boca de un paciente.
Método de fabricación de una pieza destinada a estar colocada en el entorno de una prótesis dental en la boca de un paciente,
que comprende la creación de rugosidades en la superficie exterior de la pieza y la aplicación de una capa de TiN sobre la pieza. Las piezas permiten mejorar los resultados estéticos del tratamiento protésico. Además, se ha comprobado que las piezas fabricadas no favorecen la adhesión bacteriana y son biocompatibles.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201200991.
Solicitante: BIOTECHNOLOGY INSTITUTE, I MAS D, S.L.
Nacionalidad solicitante: España.
Inventor/es: ANITUA ALDECOA,EDUARDO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A61C13/00 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61C TECNICA DENTAL; APARATOS O METODOS PARA HIGIENE ORAL O DENTAL (cepillos dentales no accionados mecánicamente A46B; preparaciones para la técnica dental A61K 6/00; preparaciones para la limpieza de los dientes o enjuagado de la boca A61K 8/00, A61Q 11/00). › Prótesis dentales; Su fabricación (coronas dentales para recubrir los dientes A61C 5/70; implantes dentales A61C 8/00).
- A61C8/00 A61C […] › Medios destinados a ser fijados en la mandíbula para consolidar los dientes naturales o para fijar prótesis dentales; Implantes dentales; Herramientas para la implantación (fijación de dientes por medio de espigas A61C 13/30).
Fragmento de la descripción:
Sector de la técnica La invención se refiere a un método de fabricación de una pieza destinada a estar colocada en el entorno de una prótesis dental en la boca de un paciente.
Estado de la técnica En la actualidad y dentro del campo de la fabricación de piezas relacionadas con la medicina dental, se conoce la aplicación de capas de nitruro de titanio (conocido también como tinita o TiN) en piezas o componentes fabricados de aleaciones de titanio, acero, etc. El nitruro de titanio es un material cerámico de muy elevada dureza que permite dotar a las piezas de ciertas propiedades mejoradas (principalmente, mayor resistencia al desgaste y a la corrosión) , y otorgar a las piezas un color superficial similar al del oro. Generalmente la capa de TiN es aplicada en piezas o componentes de uso temporal, por ejemplo en instrumentos quirúrgicos tales como puntas de destornilladores o de ultrasonidos, no destinadas a estar en contacto con tejidos del paciente. Con ello se pretende hacer que dichas piezas sean más resistentes al desgaste, lo cual es conveniente ya que deben estar en contacto con materiales duros (hueso) y además deben ser capaces de soportar constantes ciclos de esterilización. También se pretende que las piezas sean resistentes a la corrosión, lo cual es conveniente ya que dichas piezas durante su uso entran en contacto con fluidos corporales muy corrosivos.
Se encuentra también descrita en el estado del arte la aplicación de capas de TiN a piezas destinadas a ser colocadas de forma no temporal en la boca del paciente. En particular, se encuentra descrita la aplicación de capas de TiN a implantes dentales. Por ejemplo, la solicitud de patente EP1005840A2 describe la aplicación de una capa de TiN para conseguir implantes de tonalidad amarilla muy similar a la del oro, y por lo tanto permitir una integración del implante en la encía con unos resultados estéticos prácticamente tan notables como cuando se utilizan piezas de oro (íntegramente de oro o bien recubiertas de oro) , pero a mucho menor coste. Las piezas de oro presentan propiedades mecánicas muy favorables, en particular una elevada resistencia y pre-tensión, lo cual es conveniente en ciertos casos tales como aquellos en los que se deben soportar grandes fuerzas masticatorias, bruxismo u otras condiciones complejas. Sin embargo, en numerosas ocasiones se colocan solamente por su buen acabado estético (especialmente cuando están situadas bajo la encía ya que no afectan a la coloración natural de ésta) , y es en estas ocasiones cuando surge la conveniencia de una alternativa al oro que sea igualmente estética pero más económica.
Sin embargo, en la práctica no se ha extendido la aplicación de capas de TiN a los implantes dentales, debido principalmente a los motivos siguientes: por una parte, resulta muy complicado controlar el espesor de la capa de TiN y mantenerlo por debajo de 3-4 micras, que es la tolerancia de fabricación del implante; por otra parte, no se ha conseguido poder formular el recubrimiento para que sea biocompatible con tejidos humanos y también para que tenga una topografía determinada que impida la adhesión bacteriana partiendo de una superficie mecanizada.
La presente invención tiene como objetivo plantear un método de fabricación de una pieza destinada a estar colocada en el entorno de una prótesis dental o transepitelial en la boca de un paciente, que vaya provista de un recubrimiento exterior de TiN de espesor muy reducido, no mayor de 4 micras, y que además sea biocompatible con tejidos humanos y no favorezca la adhesión bacteriana.
Descripción breve de la invención Es objeto de la invención un método de fabricación de una pieza destinada a estar colocada en el entorno de una prótesis dental o transepitelial en la boca de un paciente, que se caracteriza por que comprende los pasos de:
crear rugosidades en la superficie exterior de una pieza fabricada de titanio, acero inoxidable, oro o aleaciones de los mismos, por ejemplo mediante la aplicación de un tratamiento con láser sobre la superficie o mediante el sometimiento de la pieza a un tratamiento ácido ("acid etching", en inglés) ;
aplicar una capa de TiN sobre la pieza.
En un primer modo de realización, especialmente interesante para el caso de que la pieza se trate de un implante dental, la aplicación de una capa de TiN se realiza en primer lugar y el paso de crear rugosidades en la superficie exterior de la pieza se realiza posteriormente. La aplicación normal de una capa de TiN permite dotar al implante de un recubrimiento de TiN que uniformiza la última capa de material y que generalmente presentará generalmente un espesor mayor que la tolerancia del implante (generalmente de unas 4 micras) . La posterior creación de rugosidades permite rebajar el grosor de la capa de TiN, consiguiendo que el grosor final de la capa de TiN se encuentre por debajo de la tolerancia de construcción del implante, es decir, que no varíe las dimensiones del implante.
Además, la invención plantea un segundo modo de realización, especialmente interesante en caso de que la pieza se trate de un transepitelial, un pilar de cicatrización, un poste o "abutment", un cilindro provisional, una base de titanio para cerámica, un tornillo de cierre u otra pieza destinada a estar en el entorno de un implante y una prótesis dental en la boca de un paciente. De acuerdo con dicho segundo modo de realización, el paso de crear rugosidades en la superficie exterior de la pieza se realiza en primer lugar y el paso de aplicar una capa de TiN se realiza posteriormente. La rugosidad inicial es interesante ya que, para cualquier tipo de pieza permite conseguir unas mejores condiciones de integración en los tejidos circundantes desde un punto de vista regenerativo; además, en caso de que la pieza sea una pieza destinada a recibir capas cerámicas para la conformación de una corona, se mejora la adhesión posterior de la cerámica. A su vez, la aplicación posterior de una capa de TiN -que respete la rugosidad y no la oculte u homogeneice completamente-permite dotar a la pieza de un color dorado que permite un óptimo acabado estético, similar al del oro, con un coste estimado de entre 2 y 5 veces menor que las mismas piezas en oro. Además, en caso de que la capa de TiN se aplique en una pieza destinada a quedar dispuesta bajo una corona cerámica o muñón de cerámica, se producirá una mejora estética y una reducción adicional de coste del tratamiento ya que no será necesario que dicha corona cerámica esté provista de tantas capas de cerámica como sería el caso si debajo de la prótesis cerámica hubiera una pieza negra o gris (las coronas cerámicas son muy fuertes mecánicamente, pero son poco opacas y tienden a no ocultar lo que tienen debajo) .
Por lo tanto, independientemente del orden en el que se creen las rugosidades y se aplique la capa de TiN sobre la pieza, él método de la invención según el cual se combinan ambas técnicas presenta importantes ventajas para la pieza y su uso.
Descripción breve de las figuras Los detalles de la invención se aprecian en las figuras que se acompañan, no pretendiendo éstas ser limitativas del alcance de la invención:
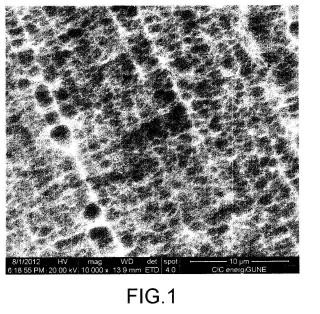
La Figura 1 muestra una fotografía ampliada de la superficie de una pieza mecanizada y recubierta de TiN.
La Figura 2 muestra una fotografía ampliada de la superficie de una pieza mecanizada y sin recubrimientos.
Descripción detallada de la invención Es objeto de la invención un método de fabricación de una pieza destinada a estar colocada en el entorno de una prótesis dental o un transepitelial en la boca de un paciente, que se caracteriza por que comprende los pasos de crear rugosidades en la superficie exterior de una pieza fabricada de titanio, acero inoxidable, oro o aleaciones de los mismos y aplicar una capa de TiN sobre la pieza.
En un primer modo de realización, el paso de crear rugosidades comprende el someter a la pieza a un tratamiento ácido. Mediante el tratamiento ácido se crea una rugosidad más irregular, desprovista de un patrón geométrico, pero sin embargo se puede controlar de manera más eficiente el tamaño del poro en una escala submicrométrica. Además, el tratamiento ácido permite obtener una porosidad abierta, es decir, en la cual cada poro esté interconectado de manera individual con cada uno de los poros circundantes; este aspecto es muy interesante cuando se pretende un anclaje firme de las células que conforman los tejidos adyacentes, por ejemplo en el caso de un anclaje a tejido óseo, o por ejemplo para funcionalizar con un biomaterial la superficie de dicha pieza y conseguir que dicho biomaterial no se desprenda en la cirugía de implantación de la pieza en el tejido. Un ejemplo de tratamiento ácido puede...
Reivindicaciones:
1. Método de fabricación de una pieza destinada a estar colocada en el entorno de una prótesis dental en la boca de un paciente, que se caracteriza por que comprende los pasos de:
crear rugosidades en la superficie exterior de una pieza fabricada de titanio, acero inoxidable, oro o aleaciones de los mismos;
aplicar una capa de TiN sobre la pieza.
2. Método, según la reivindicación 1, que se caracteriza por que el paso de crear rugosidades comprende el someter a la pieza a un tratamiento ácido.
3. Método, según la reivindicación 1, que se caracteriza por que el paso de crear rugosidades comprende la aplicación de un tratamiento con láser sobre la superficie exterior de la pieza.
4. Método, según la reivindicación 1, que se caracteriza por que el paso de aplicar una capa de TiN sobre la pieza se realiza en primer lugar y el paso de crear rugosidades en la superficie exterior de la pieza se realiza posteriormente.
5. Método, según la reivindicación 4, que se caracteriza por que el paso de crear rugosidades comprende la aplicación de un tratamiento con láser sobre la superficie exterior de la pieza, y por que tras aplicar la capa de TiN sobre la pieza se somete a la misma a un tratamiento superficial con ácidos, previamente al paso de aplicar el tratamiento láser sobre la pieza.
6. Método, según la reivindicación 1, que se caracteriza por que el paso de crear rugosidades en la superficie exterior de la pieza se realiza en primer lugar y el paso de aplicar una capa de TiN se realiza posteriormente.
7. Método, según la reivindicación 1, que se caracteriza por que la aplicación del láser se realiza con un ancho de haz de entre 0, 03 y 0, 50 mm, con una potencia de entre 60 y 80 kW, una velocidad de entre
20 Y 2.500 mIs, una frecuencia de impulsos de entre 10.000 Y 100.000 Hz, un desenfoque +1-10 mm, y un ancho de haz entre 0, 01 y 1 mm.
8. Método, según la reivindicación 1, que se caracteriza por que la aplicación de la capa de TiN se realiza en una cámara de vacío, a una temperatura máxima servicio de 600ºC y a un nivel de vacío de la cámara de 0, 001, presentando la capa de TiN una microdureza (HK 0, 01) de 2.300 y un coeficiente de fricción contra acero, en seco, de 0, 4.
Patentes similares o relacionadas:
Implante dental, del 22 de Julio de 2020, de Nordin, Peter: Un implante dental configurado para anclarse en un maxilar para soportar una prótesis dental, que comprende un miembro envolvente que […]
Implante dental poroso, del 15 de Julio de 2020, de Joint Stock Company "altimed": Un implante dental que tiene una zona porosa metálica biológicamente compatible para el contacto con el hueso y un asiento para la prótesis dental, […]
Instrumento quirúrgico de mano, y una herramienta y un dispositivo de protección, del 15 de Julio de 2020, de Zastrow, Frank: Dispositivo quirúrgico dental de mano con una herramienta móvil , en donde se forma una zona de trabajo en un extremo distal de la herramienta y en donde […]
Películas de proteína de múltiples capas, métodos de preparación y dispositivos de suministro de fármacos e implantes biomédicos que emplean las películas, del 15 de Julio de 2020, de AddBIO AB: Un implante biomédico que comprende un sustrato de implante y una película de proteína de múltiples capas en al menos una porción de la superficie del sustrato de implante, […]
Implante modular con una porción porosa sujeta, del 8 de Julio de 2020, de Zimmer Dental Inc: Un sistema de implante dental modular que comprende: una cabeza configurada para soportar una prótesis dental, […]
Sistema de implante dental, del 1 de Julio de 2020, de Sonnleitner, Dietmar: Un sistema de implante dental para la regeneración ósea de un sitio de defecto óseo de una mandíbula que incluye - un implante que se ancla […]
Herramienta de autoinjerto con un perfil acanalado mejorado y procedimientos de uso, del 1 de Julio de 2020, de HUWAIS IP HOLDING LLC: Un osteótomo giratorio , que comprende: una espiga que establece un eje longitudinal de rotación; un cuerpo que se extiende desde dicha espiga […]
La combinación de un modelo físico de una dentadura de un paciente y un análogo de implante alargado, y un método para hacer un modelo físico de una dentadura, del 1 de Julio de 2020, de Elos Medtech Pinol A/S: La combinación de un modelo físico de una dentadura de un paciente y un análogo de implante alargado para su inserción en dicho modelo físico para simular […]