Método de fabricación de un pedal para un vehículo motor, y pedal obtenido según el método de fabricación.
Método de fabricación de un pedal para un vehículo motor, comprendiendo el pedal (1) un perfil (3) hueco y comprendiendo el método,
al menos una etapa de estampación de dicho perfil (3). Al menos un elemento de retención (2) es introducido en el interior del perfil (3) del pedal (1) antes de la etapa de estampación, siendo dicho elemento de retención (2) flexible y sustancialmente incompresible. Pedal (1) obtenido según el método de fabricación.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201131700.
Solicitante: BATZ, S. COOP..
Nacionalidad solicitante: España.
Inventor/es: BURGUERA ALBIZURI, FERNANDO, GARRIDO RAMOS,JOSE IGNACIO, SALVADOR DELGADO,Javier.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D22/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00). › dotado de alvéolos flexibles incorporados.
- B21D53/88 B21D […] › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de otras partes de vehículos, p. ej. capós guardabarros.
- B21D9/01 B21D […] › B21D 9/00 Curvado de tubos mediante la utilización de mandriles u órganos análogos (B21D 11/02 - B21D 11/18 tienen prioridad). › el mandril es flexible y está en contacto con toda la longitud del tubo.
- B60T7/06 B […] › B60 VEHICULOS EN GENERAL. › B60T SISTEMAS DE CONTROL DE FRENOS PARA VEHICULOS O PARTES DE ESOS SISTEMAS; SISTEMAS DE CONTROL DE FRENOS O PARTES DE ESOS SISTEMAS, EN GENERAL (control de sistemas de frenado electrodinámico B60L 7/00; control conjugado de frenos y otras unidades de accionamiento de vehículos B60W ); DISPOSICION DE ELEMENTOS DE FRENADO DE VEHICULOS EN GENERAL; DISPOSITIVOS PORTATILES PARA EVITAR EL MOVIMIENTO INDESEADO DE VEHICULOS; MODIFICACIONES REALIZADAS EN VEHICULOS PARA FACILITAR LA REFRIGERACION DE LOS FRENOS. › B60T 7/00 Organos de iniciación de la acción de los frenos. › Disposición del pedal.
- G05G1/50 FISICA. › G05 CONTROL; REGULACION. › G05G DISPOSITIVOS O SISTEMAS DE CONTROL EN LA MEDIDA EN QUE SUS CARACTERISTICAS SON UNICAMENTE MECANICAS ("mecanismos "Bowden" o similares F16C 1/10; engranajes o mecanismos no especializados con este fin F16H; mecanismos de cambio de velocidad o de inversión para transmisiones que transmiten movimientos rotativos F16H 59/00 - F16H 63/00). › G05G 1/00 Organos de control, p. ej. botones o empuñaduras; Montajes o disposiciones de los mismos; Indicación de la posición de los órganos de control (joysticks G05G 9/04; volantes para vehículos de motor B62D). › Fabricación de pedales; Pedales caracterizados por el material empleado.
Fragmento de la descripción:
Método de fabricación de un pedal para un vehículo motor, y pedal obtenido según el método de fabricación SECTOR DE LA TÉCNICA
La presente invención se relaciona con un método de fabricación de un pedal para un vehículo motor y un pedal obtenido según el método de fabricación.
ESTADO ANTERIOR DE LA TÉCNICA
Los pedales de vehículos motores conocidos tienen formas irregulares en más de una dirección, siendo complicada su fabricación. Para su fabricación, muchas veces se parte de un contorno cerrado obtenido por diversas técnicas y posteriormente son sometidas a operaciones de doblado, curvado, y/o cortado posterior.
En el documento ES2269332T3 se describe un método de fabricación en el cual para evitar la soldadura, se parte de un tubo troncocónico, obteniéndose la geometría final del pedal mediante una serie de operaciones de doblado y aplastamiento en una parte del mismo.
Un problema asociado a estos métodos de fabricación es la generación de deformaciones internas en el interior del tubo o perfil cerrado huecos cuando se somete a operaciones de conformado.
EXPOSICIÓN DE LA INVENCIÓN
El objeto de la invención es el de proporcionar un método de fabricación de un pedal para un vehículo motor según se define en las reivindicaciones.
El método de fabricación comprende al menos una etapa de estampación. El pedal comprende un perfil hueco en cuyo interior se introduce al menos un elemento de retención que es flexible y sustancialmente incompresible. El elemento de retención es introducido en el perfil del pedal antes de llevar a cabo la etapa de estampación correspondiente.
De este modo, se evita que durante la etapa de estampación se produzcan deformaciones interiores ocasionadas por el pandeo del perfil del pedal hacia su interior. Dichas deformaciones interiores se generan, en particular, en pedales que tienen curvaturas muy pronunciadas, definidas con radios pequeños, o en los que tienen una anchura excesiva. Las deformaciones interiores además de ser antiestéticas, son perjudiciales para el comportamiento mecánico posterior del pedal e incluso pueden hacer el pedal improducible.
El elemento de retención es flexible para adaptarse a las deformaciones del perfil del pedal en la dirección de estampación, permitiendo que la estampación se lleve a cabo de modo sencillo. Además, dicho elemento de retención es sustancialmente incompresible, para evitar que se produzcan deformaciones del perfil en otras direcciones, en particular deformaciones hacia el interior del perfil durante dicha estampación.
Estas y otras ventajas y características de la invención se harán evidentes a la vista de las figuras y de la descripción detallada de la invención.
DESCRIPCIÓN DE LOS DIBUJOS
La FIG. 1 muestra una vista explosionada del pedal que comprende un perfil y un elemento de retención, antes de ser conformado.
La FIG. 2 muestra una vista seccionada del pedal mostrado en la figura 1, con el elemento de retención insertado en el perfil, antes de ser conformado, .
La FIG. 3 muestra otra vista en perspectiva del elemento de retención mostrado en la FIG.1.
La FIG. 4 muestra una vista lateral del pedal mostrado en la figura 1, después de una primera etapa de conformación La FIG. 5 muestra una vista frontal del pedal mostrado en la figura 1, después de una segunda etapa de conformación.
La FIG. 6 muestra una vista en perspectiva del pedal mostrado en la FIG. 1 después de que el pedal haya sido conformado.
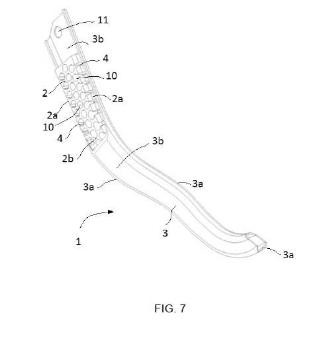
La FIG .7 muestra una vista parcialmente seccionada del pedal mostrado en la FIG. 1 después de que dicho pedal haya sido conformado.
La FIG. 8 en perspectiva del elemento de retención mostrado en la FIG. 1 después de que el pedal haya sido conformado.
EXPOSICIÓN DETALLADA DE LA INVENCIÓN
En las figuras 1, 2 y 4 a 6 se muestra esquemáticamente un proceso de fabricación de un pedal 1 adaptado a un vehículo motor según la invención. El pedal 1 obtenido según el método de fabricación de la invención, descrito a continuación, comprende un perfil 3 hueco, metálico, de sección sustancialmente rectangular y al menos un elemento de retención 2 alojado en el interior del perfil 3, disponiéndose dicho elemento de retención 2 aprisionado en el interior del perfil 3. El perfil 3 estampado obtenido no incluye deformaciones interiores.
Para obtener el pedal 1, se parte de un perfil 3 hueco, de geometría sustancialmente prismática en donde se introduce un elemento de retención 2, tal y como se muestra en las figuras 1 y 2. El elemento de retención 2 tiene una geometría adaptada a la geometría interior del perfil 3, siendo la geometría del perfil 3 sustancialmente prismática definida por unas paredes laterales 3b sustancialmente paralelas entre sí y unas paredes frontales 3a. De este modo, una vez que dicho elemento de retención 2 es introducido en el perfil 3, queda retenido en el interior del perfil 3 por la propia geometría del perfil 3.
En la realización mostrada en las figuras, el elemento de retención 2, de sección transversal sustancialmente cuadrilátera, comprende unas paredes laterales 2b, sustancialmente paralelas entre sí, y unas paredes frontales 2a, que unen longitudinalmente las paredes laterales 2b entre sí. Las paredes laterales 2b así como las paredes frontales 2a del elemento de retención 2 se disponen enfrentadas, en el interior del perfil 3, respectivamente a las paredes laterales 3b y las paredes frontales 3a del perfil 3.
En otras realizaciones, no mostradas en las figuras, tanto el perfil 3 como el elemento de retención 2 pueden tener una geometría sustancialmente tronco-piramidal, en la que las respectivas paredes laterales 3b, 2b no son paralelas entre sí. En otras realizaciones, dicha geometría puede ser incluso tronco-cónica.
Una vez alojado el elemento de retención 2 en el interior del perfil 3, se somete al pedal 1 a una primera etapa de estampación. En dicha primera etapa, se somete al pedal 1 al menos a una carga F1, F1’, F1’’ sobre al menos una pared lateral 3b del perfil 3, en una dirección sustancialmente ortogonal a dicha pared lateral 3b. En la realización mostrada en la figuras, el pedal 1 es sometido durante la primera etapa a varias operaciones de estampación consecutivas, en cada una de las cuales se ejerce una carga F1, F1’, F1’’ sobre la pared lateral 3b correspondiente del perfil 3, transmitiéndose dicha carga respectiva a la pared lateral 2b respectiva del elemento de retención 2, y adoptando el pedal 1 la forma geométrica mostrada en la figura 4. Las cargas F1, F1’, F1’’ no tienen por qué ser iguales, siendo ejercidas dichas cargas en diferentes puntos a lo largo de la pared lateral 3b correspondiente.
Posterior a la primera etapa de estampación, se somete al pedal 1 a una segunda etapa de estampación. En la segunda etapa, se somete al pedal 1 al menos a una carga F2, F2’, F2’’ sobre al menos una pared frontal 3a del perfil 3, en una dirección sustancialmente ortogonal a dicha pared frontal 3a. En la realización mostrada en la figuras, el pedal 1 es sometido durante la segunda etapa a varias operaciones de estampación consecutivas, en cada una de las cuales se ejerce respectivamente una carga F2, F2’, F2’’ sobre una pared frontal 3a del perfil 3, transmitiéndose dicha carga respectiva a la pared frontal 2a respectiva del elemento de retención 2, y adoptando el pedal 1 la forma geométrica mostrada en la figura 5. Las cargas F2, F2’, F2’’ no tienen por qué ser iguales, siendo ejercidas dichas cargas en diferentes puntos a lo largo de la pared frontal 3b correspondiente.
El elemento de retención 2, mostrado en detalle en las figuras 3 y 8, es flexible y sustancialmente incompresible. Así pues, el elemento de retención 2 es flexible en la dirección de aplicación de las cargas F1, F1’, F1’’, F2, F2’ y F2’’’, adaptándose a las deformaciones respectivas de las paredes laterales 3b o frontales 3a del perfil 3, paredes laterales 3b o frontales 3a, en donde se aplica la carga F1, F1’, F1’’, F2, F2’ y F2’’ correspondiente. Al mismo tiempo, el elemento de retención 2 es sustancialmente incompresible, manteniéndose sustancialmente la distancia entre las paredes laterales 3b y las paredes frontales 3a respectivamente. Para ello, el elemento de retención 2 comprende una pluralidad de secciones 4 dispuestas a lo largo de las paredes frontales 2a, sustancialmente trasversales a dichas paredes frontales 2a. En la realización mostrada en las figuras, la sección 4 es una hendidura que...
Reivindicaciones:
1. Método de fabricación de un pedal para un vehículo motor, comprendiendo el pedal (1) un perfil (3) hueco y comprendiendo el método al menos una etapa de estampación de dicho perfil (3) , caracterizado porque se introduce al menos un elemento de retención (2) en el interior del perfil (3) del pedal (1) antes de la etapa de estampación, siendo dicho elemento de retención (2) flexible y sustancialmente incompresible.
2. Método de fabricación de un pedal según la reivindicación anterior, en donde el elemento de retención (2) tiene una geometría adaptada al interior del perfil (3) .
3. Método de fabricación de un pedal según la reivindicación anterior, en donde el perfil (3) tiene una geometría sustancialmente prismática, definida por unas paredes laterales (3b) sustancialmente paralelas entre sí y unas paredes frontales (3a) .
4. Método de fabricación de un pedal según la reivindicación anterior, en donde una vez introducido el elemento de retención (2) en el interior del perfil (3) se somete al perfil (3) a una primera etapa de estampación aplicándose al menos una carga (F1, F1’, F1’’) sobre la pared frontal (3a) correspondiente del perfil (3) , en una dirección sustancialmente ortogonal a dicha pared frontal (3a) del perfil (3) , deformándose el perfil (3) y el elemento de retención (2) sustancialmente en dicha dirección.
5. Método de fabricación de un pedal según la reivindicación anterior, en donde se somete al perfil (3) a varias cargas (F1, F1’, F1’’) consecutivas a lo largo de las paredes frontales (3a) del perfil (3) .
6. Método de fabricación de un pedal según las reivindicaciones 4 ó 5, en donde posteriormente, se somete al perfil (3) a una segunda etapa de estampación, aplicándose al menos una carga (F2, F2’, F2’’) sobre la pared lateral (3b) correspondiente del perfil (3) , en una dirección sustancialmente ortogonal a dicha pared lateral (3b) del perfil (3) , deformándose el perfil (3) y el elemento de retención (2) sustancialmente en dicha dirección.
7. Método de fabricación de un pedal según la reivindicación anterior, en donde se somete al perfil (3) a varias cargas (F2, F2’, F2’’) consecutivas a lo largo de las paredes laterales (3b) del perfil (3) .
8. Pedal para un vehículo motor obtenido según el método de fabricación según cualquiera de las reivindicaciones anteriores, que comprende el perfil (3) y al menos un elemento de retención (2) aprisionado en el interior del perfil (3) .
9. Pedal según la reivindicación anterior, en donde el elemento de retención (2) tiene una geometría sustancialmente prismática, definida por unas paredes laterales (2b) sustancialmente paralelas entre sí, y unas paredes frontales (2a) que unen longitudinalmente las paredes laterales (2b) entre sí.
10. Pedal según la reivindicación anterior, en donde el elemento de retención (2) comprende al menos una sección (4) , dispuesta en la pared frontal (2a) , que atraviesa la paredes laterales (2b) .
11. Pedal según la reivindicación anterior, en donde el elemento de retención (2) comprende una pluralidad de secciones (4) dispuestas espaciadas a lo largo de las paredes frontales (2a) , que atraviesan las paredes laterales (2b) .
12. Pedal según las reivindicaciones 10 u 11, en donde la sección (4) es una hendidura.
13. Pedal según cualquiera de las reivindicaciones 8 a 12, en donde el elemento de retención (2) está hecho de un material plástico.
14. Pedal según la reivindicación anterior, en donde el elemento de retención (2) está hecho de polietileno de alta densidad.
15. Pedal según cualquiera de las reivindicaciones 8 a 14, en donde el perfil (3) comprende una pluralidad de elementos de retención (2) dispuestos adyacentes entre sí en el interior del perfil (3) .
FIG. 1
FIG. 2 FIG. 3
FIG. 8 FIG. 4 FIG. 5 FIG. 6 FIG. 7
Patentes similares o relacionadas:
Mecanismo de relación variable para pedales ajustables para mantener una relación constante, del 21 de Agosto de 2019, de Ventra Group Co: Un conjunto de pedal ajustable para operar una varilla de empuje que activa un sistema funcional de un vehículo, estando el conjunto de pedal ajustable configurado […]
Aparato y método para controlar un vehículo de autoequilibrio dinámico, del 10 de Abril de 2019, de SEGWAY INC: Vehículo para transportar una carga útil sobre una superficie, el vehículo comprende: una plataforma ; un soporte acoplado a la plataforma […]
Vehículo de ruedas de tipo a horcajadas, del 19 de Marzo de 2019, de BOMBARDIER RECREATIONAL PRODUCTS INC: Un vehículo de ruedas de tipo a horcajadas que comprende: un bastidor ; un asiento a horcajadas conectado al bastidor […]
DISPOSITIVO INTERRUPTOR DE PEDAL, del 9 de Diciembre de 2016, de BITRON INDUSTRIE ESPAÑA S.A.: 1. Dispositivo interruptor de pedal, que comprende un pulsador susceptible de entrar en contacto con un pedal de freno, que presenta un vástago alargado acoplable en […]
Un ensamblaje de pedal y un vehículo que incluye dicho ensamblaje, del 12 de Octubre de 2016, de Ventra Group Co: Un ensamblaje de pedal para accionar una varilla de empuje que activa un sistema funcional de un vehículo, comprendiendo el ensamblaje de pedal: […]
Dispositivo de montaje de un pedal de un vehículo automóvil, del 17 de Junio de 2015, de RENAULT S.A.S.: Dispositivo de montaje de un pedal de un vehículo, que comprende un soporte sobre el cual está montado el pedal por intermedio de un […]
 CONJUNTO DE PEDALERA PARA VEHICULOS, del 29 de Julio de 2014, de TEKNIA MANUFACTURING GROUP S.L: Conjunto de pedalera para vehículos que comprende un soporte, un pedal articulado en el soporte mediante un eje cuyos extremos se fijan a dicho soporte, un muelle de […]
CONJUNTO DE PEDALERA PARA VEHICULOS, del 29 de Julio de 2014, de TEKNIA MANUFACTURING GROUP S.L: Conjunto de pedalera para vehículos que comprende un soporte, un pedal articulado en el soporte mediante un eje cuyos extremos se fijan a dicho soporte, un muelle de […]
 CONJUNTO DE PEDALERA PARA VEHICULOS, del 3 de Julio de 2014, de TEKNIA MANUFACTURING GROUP S.L: Conjunto de pedalera para vehículos que comprende un soporte, un pedal articulado en el soporte mediante un eje cuyos extremos se fijan a dicho soporte, un muelle de […]
CONJUNTO DE PEDALERA PARA VEHICULOS, del 3 de Julio de 2014, de TEKNIA MANUFACTURING GROUP S.L: Conjunto de pedalera para vehículos que comprende un soporte, un pedal articulado en el soporte mediante un eje cuyos extremos se fijan a dicho soporte, un muelle de […]