Método de fabricación de un neumático antiestático que no deja marcas y neumático obtenido de este modo.
Un método para hacer un neumático sólido (5) para una rueda (4) de un vehículo que comprende medioseléctricamente conductores (15),
el método comprende las etapas de:
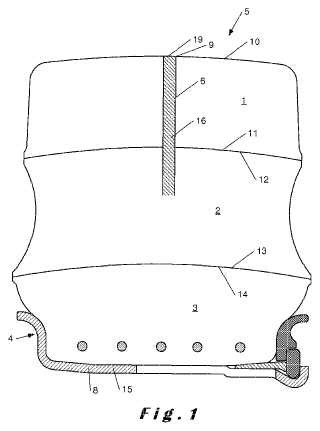
- fabricar un neumático (5) no curado que comprende una primera capa (1) que se extiende en la direccióncircunferencial del neumático y está fabricada de un primer material no curado curable que contiene un material derelleno de refuerzo, el primer material tiene una resistencia eléctrica por encima de 1010 Ωcm, el material de laprimera capa (1) comprende menos que 2 pphr de negro de carbono y al menos 30 pphr de material de relleno de refuerzo
- eliminar parte de la primera capa (1) para crear al menos una vía (6) que se extiende al menos desde una segundasuperficie circunferencial interior (11) de la primera capa (1) a través de la primera capa (1) hacia una primerasuperficie circunferencial exterior (10) de la primera capa (1),
- rellenar la vía (6) con un material de relleno de la vía no curado curable (16) que tiene una resistencia eléctrica quees más pequeña que 1010 Ωcm,
- curar el neumático no curado (5)
- de manera que el material de relleno de la vía (16) se extiende desde la primera superficie circunferencial interior(11) a la primera superficie circunferencial exterior (10) que se proporciona para hacer contacto con el suelo y demanera que el material de relleno de la vía (16) es eléctricamente conectable a los medios eléctricamente conductores (15) de la rueda (4)
caracterizado porque, el rellenado de la al menos una vía (6) con el material no curado curable (16) tiene lugar apresión atmosférica y porque el material de relleno de la vía (16) después del curado tiene un área de superficie decontacto con el suelo (19) de al menos 150 mm2 y porque la superficie de contacto con el suelo de la al menos unavía (6) tiene un área de superficie de al menos 150 mm2.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07116165.
Solicitante: ARTIC INVESTMENTS S.A.
Nacionalidad solicitante: Luxemburgo.
Dirección: 65 avenue de la gare 1611 Luxembourg LUXEMBURGO.
Inventor/es: PRINGIERS, KOENRAAD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29D30/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › B29D 30/00 Fabricación de neumáticos, cubiertas o de sus partes constitutivas (fabricación de cámaras de aire B29D 23/24; unión de válvulas a cuerpos elásticos inflables B60C 29/00). › Cubiertas.
- B60C19/08 B […] › B60 VEHICULOS EN GENERAL. › B60C NEUMATICOS PARA VEHICULOS; INFLADO DE NEUMATICOS; CAMBIO DE NEUMATICOS; FIJACION DE VALVULAS A CUERPOS ELASTICOS INFLABLES, EN GENERAL; DISPOSITIVOS O INSTALACIONES CONCERNIENTES A LOS NEUMATICOS. › B60C 19/00 Otras estructuras o elementos del neumático. › Dispositivos para desviar las cargas eléctricas.
- B60C7/00 B60C […] › Neumáticos no inflables o bandas macizas (B60C 1/00 tiene prioridad).
PDF original: ES-2437869_T3.pdf
Fragmento de la descripción:
Método de fabricación de un neumático antiestático que no deja marcas y neumático obtenido de este modo La presente invención se refiere a un método para producir un neumático sólido y a un neumático sólido obtenido mediante el mismo.
Se conoce a partir del estado de la técnica la producción de la superficie de la banda de rodadura de un neumático sólido que hace contacto con el piso sobre el cual el neumático se está moviendo, con material que no deja marcas curable o curado para evitar la presencia de marcas de neumático no deseadas en la superficie del suelo. Los neumáticos fabricados de caucho que contienen negro de carbono, por lo general dejan marcas negras al desplazarse sobre el suelo. Tales marcas son especialmente indeseables en situaciones en las que se imponen altas exigencias en materia de higiene, por ejemplo, en áreas donde se está procesando alimentos. También se conoce a partir del estado de la técnica que el marcado del suelo puede evitarse mediante la sustitución de parte de las mezclas tradicionales para la superficie de la banda de rodadura que contienen negro de carbono con, por ejemplo, mezclas a base de sílice para obtener un material que no deja marcas.
Sin embargo, un neumático que tiene una superficie de la banda de rodadura fabricada de una mezcla de este tipo que no deja marcas presenta el inconveniente de que la conductividad eléctrica de la superficie de la banda de rodadura que no deja marcas es baja. Mientras que con un neumático que tiene una superficie de la banda de rodadura que comprende una mezcla de negro de humo, las cargas eléctricas acumuladas en el vehículo podrían ser conducidas suficientemente hacia el suelo, los neumáticos de los cuales la superficie de la banda de rodadura está fabricada de una mezcla que no deja marcas sólo pueden conducir la carga eléctrica hacia el suelo a una diferencia de potencial mayor entre el suelo y el vehículo. Como consecuencia, los neumáticos que tienen una superficie de la banda de rodadura fabricada de una mezcla que no deja marcas a menudo muestran descargas de chispas, que puede ser peligrosas y suelen ser no deseadas, especialmente en ambientes que contienen materiales explosivos o inflamables.
El documento DE10154454 describe un intento de resolver este problema y describe un neumático sólido que comprende una llanta interior que se extiende en la dirección circunferencial del neumático. Para la cara circunferencial exterior de la llanta se aplica una capa de un segundo material. La cara circunferencial exterior de esta capa del segundo material está cubierta con una capa de un primer material. La cara circunferencial exterior de la capa del primer material forma la superficie de la banda de rodadura y se proporciona para ponerse en contacto con el suelo. El segundo material está fabricado de una mezcla de caucho y negro de carbono mientras que el
primer material está fabricado de una mezcla de sílice de goma blanca que no deja marcas. La resistencia eléctrica del segundo material es menor que la resistencia eléctrica del primer material, siendo esta última más grande que 1010 Ocm. La segunda capa protruye a través de la primera capa hasta la superficie de la banda de rodadura, y conduce las cargas eléctricas de la segunda capa al suelo. Las protrusiones son producidas durante el curado o vulcanización de la cubierta no curada en un molde de vulcanización. El molde de vulcanización al respecto comprende una abertura en la posición donde se desea una protrusión, la forma de la abertura se corresponde con la forma deseada de la sección transversal de la protrusión. La vulcanización del neumático hace que el caucho sin vulcanizar se expanda hasta hacer contacto con la superficie interior del molde. En la posición de la abertura, la sílice de goma blanca es empujada fuera del molde por la expansión del caucho de la segunda capa, provocando la formación de un protrusión en forma de embudo de la segunda capa a través de la primera capa hasta la superficie de la banda de rodadura.
La expansión del caucho a través de la abertura en el molde es sin embargo difícil de controlar. Como consecuencia, la forma y las dimensiones de la protuberancia en forma de embudo son difíciles de controlar. Para permitir un cierto control de la expansión a través de la abertura del molde, la abertura del molde se limita a 20 - 50 mm2. Un análisis de los problemas que surgen con este tipo de neumáticos es que el área de la superficie de la protuberancia donde 45 entra en contacto con el suelo es relativamente pequeña. Esto limita la cantidad de carga eléctrica que puede ser descargada a través de la protuberancia. Para permitir una descarga suficiente, se proporciona una pluralidad de protrusiones a lo largo de la circunferencia de la superficie de la banda de rodadura. Sin embargo, con un número cada vez mayor de protrusiones disminuye la calidad del neumático. También hay un riesgo sustancial de que se produzcan efectos no deseados durante la expansión del caucho a través de la abertura perturbando la estructura de 50 capas del neumático. Esto puede provocar variaciones locales de las características mecánicas de la superficie de la banda de rodadura, inferir una conductividad eléctrica que es menor que la deseada y producir un neumático de calidad inferior que tiene diferentes propiedades de desgaste que varían con el uso. Cuando se utiliza el neumático, la superficie de la banda de rodadura que incluye la superficie de las protrusiones que hacen contacto con el suelo se desgasta. Dado que las protrusiones, debido a su método de producción, son inherentemente en forma de 55 embudo, esto hace que el diámetro de la protuberancia aumente, incrementándose por consiguiente el riesgo de que el neumático marque el suelo.
El documento US 6367525 - B describe un método de fabricación de un neumático de aire que comprende una pluralidad de elementos de caucho eléctricamente conductores que están dispuestos en porciones de la capa de caucho de superficie que se extiende desde la superficie exterior a la superficie interior en la dirección radial del
neumático.
Para garantizar un efecto de descarga electrostática aceptable, el área de contacto con el suelo del neumático descrito en este documento comprende al menos treinta elementos de caucho conductores, cada uno de estos elementos tiene por ejemplo una forma de columna con diámetros comprendidos entre 01, y 3, 0 mm.
Estos elementos de caucho eléctricamente conductores se obtienen mediante la formación de cavidades en las 5 porciones de la banda de rodadura del neumático y el llenado de las cavidades con cemento de caucho conductor curable.
El documento EP787604 describe un neumático que tiene una superficie de la banda de rodadura circunferencial con una resistencia eléctrica de por encima de 1010 Ocm. Se proporcionan propiedades conductoras eléctricas para la descarga de cargas eléctricas mediante la presencia de vías que se extienden radialmente a través del material 10 del neumático hasta la superficie de la banda de rodadura del neumático. Las vías están rellenas con un tapón de polímero fabricado de goma y/o plástico que tiene una resistencia eléctrica que es menor que 108 Ocm. Las vías se producen usando una herramienta de perforación y perforando una vía que se extiende a través de la primera y la segunda capa. A partir de entonces, se inyecta un tapón de polímero a presión en las vías utilizando un dispositivo de inyección. El proceso para proporcionar un neumático con vías eléctricamente conductoras descrito por el
documento EP787604 describe que el método puede aplicarse a neumáticos sólidos no curados, que son curados después de la inyección del tapón eléctricamente conductor.
Sin embargo, debido al proceso de inyección utilizado, el diámetro de los tapones se limita a 1 - 10 mm. El diámetro limitado limita el área de contacto de los tapones con el suelo y por lo tanto aumenta la resistencia de los tapones de polímero. A fin de proporcionar el neumático según el documento EP787604 con suficientes capacidades de 20 descarga eléctrica sin aumentar excesivamente el número de tapones de polímero, la cantidad de negro de carbono contenido en el material de la superficie de la banda de rodadura se incrementa de manera que parte de la carga eléctrica puede ser descargada a través de la superficie de la banda de rodadura. La superficie de la banda de rodadura del neumático descrito por el documento EP787604, por lo tanto, todavía comprende una mayor concentración de negro de carbono que las superficies de la banda de rodadura que no dejan marcas. Por lo tanto,
el documento EP787604 no se refiere a neumáticos que tienen una superficie de la banda de rodadura... [Seguir leyendo]
Reivindicaciones:
1. Un método para hacer un neumático sólido (5) para una rueda (4) de un vehículo que comprende medios eléctricamente conductores (15) , el método comprende las etapas de:
- fabricar un neumático (5) no curado que comprende una primera capa (1) que se extiende en la dirección
circunferencial del neumático y está fabricada de un primer material no curado curable que contiene un material de relleno de refuerzo, el primer material tiene una resistencia eléctrica por encima de 1010 Ocm, el material de la primera capa (1) comprende menos que 2 pphr de negro de carbono y al menos 30 pphr de material de relleno de refuerzo
- eliminar parte de la primera capa (1) para crear al menos una vía (6) que se extiende al menos desde una segunda
superficie circunferencial interior (11) de la primera capa (1) a través de la primera capa (1) hacia una primera superficie circunferencial exterior (10) de la primera capa (1) ,
- rellenar la vía (6) con un material de relleno de la vía no curado curable (16) que tiene una resistencia eléctrica que es más pequeña que 1010 Ocm,
-curar el neumático no curado (5)
- de manera que el material de relleno de la vía (16) se extiende desde la primera superficie circunferencial interior
(11) a la primera superficie circunferencial exterior (10) que se proporciona para hacer contacto con el suelo y de manera que el material de relleno de la vía (16) es eléctricamente conectable a los medios eléctricamente conductores (15) de la rueda (4)
caracterizado porque, el rellenado de la al menos una vía (6) con el material no curado curable (16) tiene lugar a presión atmosférica y porque el material de relleno de la vía (16) después del curado tiene un área de superficie de contacto con el suelo (19) de al menos 150 mm2 y porque la superficie de contacto con el suelo de la al menos una vía (6) tiene un área de superficie de al menos 150 mm2.
2. Un método según la reivindicación 1, caracterizado porque el material de la primera capa (1) comprende menos que 0, 5 pphr de negro de carbono.
3. Un método según la reivindicación 2, caracterizado porque el material de la primera capa (1) comprende menos que 0, 2 pphr de negro de carbono.
4. Un método según cualquiera de las reivindicaciones 1 - 3, caracterizado porque el material de la primera capa (1) comprende menos que 60 pphr de material de refuerzo.
5. Un método según la reivindicación 4, caracterizado porque el material de la primera capa (1) comprende 50 pphr 30 de material de refuerzo.
6. Un método según cualquiera de las reivindicaciones 1 - 5, caracterizado porque la vía (6) se extiende linealmente desde la primera superficie circunferencial interior (11) hacia la primera superficie circunferencial exterior (10) .
7. Un método según la reivindicación 6, caracterizado porque la vía (6) se extiende radialmente desde la primera superficie circunferencial interior (11) hacia la primera superficie circunferencial exterior (10) .
8. Un método según cualquiera de las reivindicaciones 1 - 7, caracterizado porque la vía (6) es de forma cilíndrica.
9. Un método según cualquiera de las reivindicaciones 1 - 8, caracterizado porque el material de relleno de refuerzo comprende un material de relleno de refuerzo que no deja marcas.
10. Un método según la reivindicación 9, caracterizado porque el material de relleno de refuerzo comprende sílice.
11. Un método según la reivindicación 10, caracterizado porque el material de relleno de refuerzo que no deja 40 marcas comprende un material de relleno de refuerzo blanco que no deja marcas.
12. Un método según cualquiera de las reivindicaciones 1 - 11, caracterizado porque se proporciona una segunda capa cilíndrica (2) de un segundo material que se extiende en la dirección circunferencial del neumático (5) y que contiene una segunda superficie circunferencial exterior (12) , porque a lo largo de la segunda superficie circunferencial exterior la primera capa (1) del primer material se proporciona de tal manera que la primera superficie 45 circunferencial interior (11) de la primera capa corre a lo largo de la segunda superficie circunferencial exterior (12) , el material de la segunda capa (2) tiene una resistencia eléctrica más pequeña que el material de la primera capa (1) y porque el material de relleno de la vía (16) se extiende al menos hasta la segunda superficie exterior (12) .
13. Un método según la reivindicación 12, caracterizado porque el material de la segunda capa (2) comprende un material curable que está sin curar cuando se aplica al neumático (5) no curado.
14. Un método según la reivindicación 13, caracterizado porque el material de la segunda capa (2) comprende una placa de metal cilíndrica (7) .
15. Un método según la reivindicación 13 o 14, caracterizado porque la segunda capa (2) comprende una segunda superficie circunferencial interior (13) sobre un lado de la segunda capa (2) opuesta a la segunda superficie circunferencial exterior (12) , porque un tercera capa cilíndrica (3) de un tercer material se aplica debajo de la segunda capa (2) en la dirección circunferencial del neumático (5) , la tercera capa (3) comprende una tercera superficie circunferencial exterior (14) que corre a lo largo de la segunda superficie circunferencial interior (13) y porque la tercera capa (3) está en conexión eléctrica con la segunda capa (2) y los medios eléctricamente conductores de la rueda (4) .
16. Un método según la reivindicación 15 que depende de la reivindicación 13, caracterizado porque la vía (6) se extiende desde la tercera capa (3) , a través de la primera (1) y la segunda capa (2) hasta la abertura (9) en la primera superficie circunferencial exterior (10) de manera que el material de relleno de la vía (16) está conectado eléctricamente a la tercera capa (3) después del curado.
17. Un neumático sólido para una rueda que comprende medios eléctricamente conductores (15) fabricado según el método de una cualquiera de las reivindicaciones 1 – 16, que comprende una primera capa cilíndrica (1) de un 15 primer material, la primera capa (1) comprende menos de 2 pphr de negro de carbono y al menos 30 pphr de material de relleno de refuerzo, comprende una primera superficie circunferencial exterior (10) proporcionada para hacer contacto con el suelo, la primera capa (1) tiene una resistencia eléctrica que es mayor que 1010 Ocm, el neumático (5) comprende al menos una vía conductora de la electricidad (6) en conexión eléctrica con los medios eléctricamente conductores (15) y se extiende a través de la primera capa (1) , la al menos una vía (6) conductora de la electricidad comprende un material de relleno de la vía (16) que tiene una resistencia eléctrica más baja que la primera capa (1) , caracterizado porque la al menos una vía (6) conductora de la electricidad tiene una superficie de contacto con el suelo (19) que tiene una superficie de al menos 150 mm2.
Patentes similares o relacionadas:
Neumático de vehículo, del 8 de Abril de 2020, de CONTINENTAL REIFEN DEUTSCHLAND GMBH: Neumático de vehículo con una banda de rodadura , una estructura de cinturón con al menos dos capas de cinturón (2a, 2b) y un bandaje de cinturón […]
Neumático de vehículo, del 19 de Febrero de 2020, de CONTINENTAL REIFEN DEUTSCHLAND GMBH: Neumático de vehículo que comprende una banda de rodadura , un conjunto de cinturón de al menos dos capas, eventualmente un bandaje de cinturón […]
Neumático de vehículo, del 12 de Febrero de 2020, de CONTINENTAL REIFEN DEUTSCHLAND GMBH: Neumático de vehículo en tipo de construcción radial con una capa interior , paredes laterales , núcleos de cordón , un inserto de carcasa […]
Neumático para vehículo, del 29 de Enero de 2020, de CONTINENTAL REIFEN DEUTSCHLAND GMBH: Neumático para vehículo del tipo de construcción radial con - una banda de rodadura realizada de dos capas en dirección radial, que presenta una capa […]
Procedimiento para preparar una suspensión, suspensión y su uso, del 25 de Diciembre de 2019, de CONTINENTAL REIFEN DEUTSCHLAND GMBH: Procedimiento para preparar una suspensión que contiene al menos polímeros diénicos, productos químicos de vulcanización, aceite plastificante y material de carga, […]
Neumático para vehículo, del 19 de Junio de 2019, de CONTINENTAL REIFEN DEUTSCHLAND GMBH: Neumático para automóvil en tipo de construcción radial, con una banda de rodadura de una capa o de varias capas en sentido radial, estando prevista […]
Procedimiento para la fabricación de un paso eléctricamente conductor en un neumático de vehículo, del 19 de Noviembre de 2018, de CONTINENTAL REIFEN DEUTSCHLAND GMBH: Procedimiento para la fabricación de un paso eléctricamente conductor en un neumático de vehículo que se desarrolla en la zona de la pared lateral […]
Neumático de vehículo, del 14 de Septiembre de 2018, de CONTINENTAL REIFEN DEUTSCHLAND GMBH: Neumático para vehículos industriales de construcción radial, con una banda de rodadura con dos ranuras perimetrales del lado del reborde […]