Método de fabricación de lentes de contacto de agudeza visual elevada.
Método de fabricación de una lente de contacto que comprende:
una capa de lente de contacto blanda;
y
una capa de material de lente de contacto rígida en la superficie frontal del componente de lente blanda, método que comprende:
(a) la fabricación de la capa de lente de contacto blanda por centrifugado o moldeado;
(b) la hidratación de la capa de lente blanda;
(c) la pulverización de una capa de material de lente rígida sobre la capa de lente blanda; y
(d) la curación del material de lente rígida.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2007/071410.
Solicitante: LAI, SHUI, T.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 6307 LITTLE LAKE SAWYER DRIVE WINDERMERE, FL 34786 ESTADOS UNIDOS DE AMERICA.
Inventor/es: LAI,SHUI,T.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- G02C7/04 FISICA. › G02 OPTICA. › G02C GAFAS; GAFAS DE SOL O GAFAS PROTECTORAS EN LA MEDIDA EN QUE SUS CARACTERISTICAS SON LAS MISMAS QUE LAS DE LAS GAFAS; LENTES DE CONTACTO. › G02C 7/00 Piezas ópticas (caracterizadas por el material de que están hechas G02B 1/00). › Lentes de contacto para los ojos.
PDF original: ES-2512517_T3.pdf



Fragmento de la descripción:
Método de fabricación de lentes de contacto de agudeza visual elevada PRIORIDAD
[1] Esta solicitud reivindica prioridad de la solicitud provisional de patente de los Estados Unidos n.2 6/84.919 presentada el 15 de junio de 26, y esta solicitud es homologa a la solicitud de patente de los Estados Unidos n.2 11/764.16, presentada el 15 de junio de 27.
ANTECEDENTES
[2] Además de las lentes para gafas, las lentes de contacto son el siguiente instrumento de corrección de la visión más popular. Las lentes de contacto blandas se han vuelto más populares que las lentes rígidas porque son más cómodas de llevar y de adaptación más fácil que las lentes rígidas o, como se las denomina, lentes «rígidas permeables a los gases» (RPG). Un inconveniente de las lentes blandas es que la calidad de la visión no es tan buena que la que ofrece las lentes rígidas, y su calidad tiende a deteriorarse con el paso del tiempo. Aquellos que llevan lentes de contacto blandas sacrifican su calidad visual por la comodidad.
[3] Las lentes de contacto rígidas presentan una buena integridad estructural. La superficie óptica se conserva bien a lo largo del periodo de uso. Cuando se ajusta correctamente, la agudeza visual de una lente rígida o dura es buena; proporciona una visión nítida en comparación con la de llevar gafas. No obstante, las lentes de contacto rígidas presentan dos grandes inconvenientes: son incómodas de llevar y cuesta adaptarse a ellas. A un nuevo usuario de lentes de contacto rígidas le puede llevar hasta 3-4 semanas adaptarse a ellas y soportarlas. Las lentes de contacto rígidas no están pensadas para un uso continuado, es decir, para llevarse para dormir por la noche. Las lentes tienen que quitarse antes de dormir y dejarlas en solución desinfectante. Aquellos que llevan lentes rígidas tienen que soportar los regimientos, las molestias y la incomodidad.
[4] Por tanto, es deseable ofrecer una lente de contacto que sea cómoda de llevar, de fácil adaptación y que proporcione una visión de agudeza visual elevada. Es más deseable una lente de contacto que se pueda llevar de manera continuada por la noche y que solo necesite desecharse o limpiarse una vez al mes o incluso con una frecuencia menor.
RECONOCIDO POR EL INVENTOR
[5] Las lentes de contacto blandas están hechas de materiales que son porosos. El material comprende unidades de polímero que son flexibles. El contenido de agua de las lentes blandas oscila entre el 25 % y el 8 %. Hay dos factores que contribuyen a la disminución de la calidad óptica de una lente de contacto: el contenido de agua se evapora en la superficie frontal de la lente, y el contenido de agua es menor cerca de la superficie de la lente que en el cuerpo de la lente. La estructura porosa en la parte delantera de la lente ya no está saturada de agua y tiene un aspecto áspero y dispersa la luz. El segundo factor es que las unidades de polímero de la estructura flexible tienden a desplazarse o volver a alinearse ellas mismas con la temperatura y el parpadeo del ojo. Por ello, la forma ideal del contorno óptico de la superficie anterior de la lente se deteriora cuando esto se hace.
SUMARIO DE LA INVENCIÓN
[6] Se ofrece una lente de contacto duradera y de agudeza visual elevada que tiene la comodidad de una lente blanda. La lente se fabrica según la reivindicación 1 que sigue.
[7] Puede que un espesor del material rígido sea de 2-5 mieras o menos. Puede que un espesor del componente de lente de contacto blanda sea el 5 % o menos de una lente de contacto blanda convencional, y puede que sea de 2-85 mieras o menos. Puede que el componente de lente blanda incluya material que presente un valor de DK de 3 o mayor.
[8] El material rígido puede que presente un diámetro de 3 milímetros o más, y preferiblemente al menos cubre sustancialmente o sobrepasa el tamaño pupilar de un paciente por la noche.
[9] Puede que el componente blando incluya hidrogel de silicona o hidrogel de fluorosilicona (p. ej., balafilcon-A y lotrafilcon-A). Puede que el componente blando incluya copolímeros de metacrilato de 2-hidroxietilo (HEMA), metacrilato de metilo (MMA) y N-vinilpirrolidona (VP), metacrilato de glicerilo (GlyMA), ácido metacrílico (MA) o mezclas o copolímeros de estos.
[1] Puede que la lente incluya una capa intermedia situada entre el componente blando y el material rígido. La capa intermedia puede que incluya acetobutirato de celulosa (CAB) y/o caucho de silicona. Puede que un
pegamento adhesivo una el componente blando y el material rígido. Puede que la capa intermedia se pulverice sobre el componente blando y se cure, p.ej., por luz UV, mientras que puede que el material rígido se pulverice sobre la capa intermedia y se cure.
[11] Puede que el componente blando se dilate al hidratarlo con solución salina fisiológica, congelarlo y secarlo antes de aplicar el material rígido a su superficie externa. Puede que la congelación la lleve a cabo un molde metálico en forma de un molde utilizado en la fabricación del componente blando.
[12] Puede que el espesor del material rígido esté entre 5 mieras y 3 mieras. Un valor de Dk de material en la capa de material rígido puede que sea mayor de 2, p. ej., mayor de 9.
[13] Puede que el espesor de la capa blanda esté entre 5 mieras y 25 mieras. El valor de Dk de material en la capa blanda puede que sea mayor de 4, p. ej., mayor de 9.
[14] Puede que se añada un absorbente al contenido de agua del material de lente blanda. El absorbente puede que genere calor al absorber una fuente luminosa. El agua se evapora del material de lente blanda. Un componente de polímero de lente blanda está expuesto a la unión con el material de lente rígida.
[15] Se ofrece asimismo un método de fabricación de una lente de contacto duradera y de agudeza visual elevada que tiene la comodidad de una lente blanda, según la reivindicación 1 que sigue.
[16] Puede que se hidrate, congele y seque el componente blando. El secado puede que incluya el traslado del componente blando a una cámara seca para la deshidratación y/o aplicación de calentamiento localizado como por ejemplo mediante la aplicación de luz con una profundidad de absorción inferior a 4 mieras a partir de una superficie anterior del componente de lente de contacto blanda.
[17] Puede que el método incluya asimismo la formación de una capa intermedia sobre el componente blando, la curación de la capa intermedia y la formación del material del material rígido encima de la capa intermedia. Puede que la capa intermedia incluya CAB o caucho de silicona para el material de la capa intermedia.
[18] Puede que el método incluya la selección de hidrogel de silicona o hidrogel de fluorosilicona para el material del componente blando y/o la selección de HEMA, MMA, VP, GlyMA, MA o una mezcla o copolímeros de estos para el material del componente blando.
[19] Puede que la capa de lente blanda hidratada se congele. Puede que se evapore el contenido de agua de la capa de lente blanda. Puede que se aplique un condensador de dedo frío en la superficie trasera de la capa de lente blanda para mantener sustancialmente gran parte del contenido de agua en un estado congelado. Puede que la evaporación sea posible gracias al calentamiento a partir de una fuente luminosa que es absorbida por el contenido de agua, de modo que un componente de polímero de la capa de lente blanda está expuesto para formar una unión con el material de lente rígida.
[2] Puede que la hidratación incluya la mezcla de un aditivo absorbente de luz, como por ejemplo un colorante, en el agua para la hidratación.
BREVE DESCRIPCIÓN DE LOS DIBUJOS
[21]
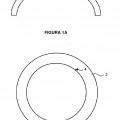
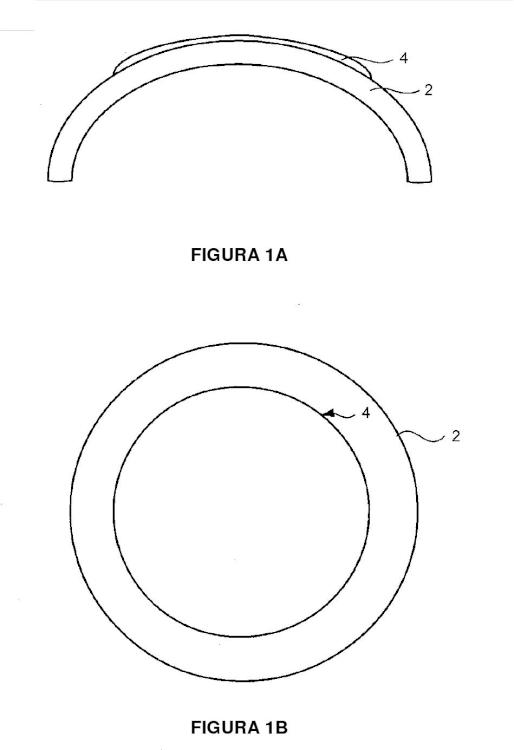
La figura 1a ilustra de manera esquemática una vista lateral de una lente de contacto de agudeza visual elevada con el tacto de una lente blanda.
La figura 1 b ilustra de manera esquemática una vista frontal de la lente de la figura 1 a.
La figura 2a ilustra de manera esquemática una vista lateral de una lente de contacto de agudeza visual elevada con el tacto de una lente blanda.
La figura 2b ilustra de manera esquemática una vista frontal de la lente de la figura 2a.
La figura 3 es un diagrama de flujo que ilustra un método de fabricación de una lente de contacto.
La figura 4 es un diagrama de flujo que ilustra otro método de fabricación de una lente de contacto.
La figura 5 es un diagrama de flujo que ilustra otro método de fabricación de una lente de contacto.
La figura 6 es un diagrama de flujo que ilustra otro método de fabricación de una lente de contacto.
DESCRIPCIÓN DETALLADA DE LAS FORMAS DE REALIZACIÓN
[22] Las formas de realización ofrecen ejemplos de una lente... [Seguir leyendo]
Reivindicaciones:
1. Método de fabricación de una lente de contacto que comprende:
una capa de lente de contacto blanda; y
una capa de material de lente de contacto rígida en la superficie frontal del componente de lente blanda, método que comprende:
(a) la fabricación de la capa de lente de contacto blanda por centrifugado o moldeado;
(b) la hidratación de la capa de lente blanda;
(c) la pulverización de una capa de material de lente rígida sobre la capa de lente blanda; y
(d) la curación del material de lente rígida.
2. Método según la reivindicación 1, que comprende además:
(e) tras la hidratación de la capa de lente blanda, la congelación de la capa de lente blanda hidratada; y
(f) tras la congelación de la capa de lente blanda hidratada, pero antes de la pulverización de una capa de material de lente rígida sobre la capa de lente blanda, la evaporación de un contenido de agua de una superficie anterior de la capa de lente blanda.
3. Método según la reivindicación 2, en el que la evaporación comprende el traslado del componente blando a una cámara seca para la deshidratación.
4. Método según la reivindicación 2, en el que la evaporación comprende la aplicación de calentamiento localizado.
5. Método según la reivindicación 4, en el que el calentamiento localizado comprende la aplicación de luz con una profundidad de absorción inferior a 4 mieras a partir de una superficie anterior del componente de lente de contacto blanda.
6. Método según la reivindicación 2, en el que la congelación se había realizado gracias a un molde metálico en forma de un molde utilizado en la fabricación del componente blando.
7. Método según la reivindicación 2, que comprende además la aplicación de un condensador de dedo frío sobre la superficie trasera de la capa de lente blanda para mantener su contenido de agua en un estado congelado.
8. Método según la reivindicación 4, en el que la evaporación es posible gracias al calentamiento a partir de una fuente luminosa que se absorbe en el componente de lente blanda, de modo que un componente de polímero de la capa de lente blanda esté expuesto al material de lente rígida.
9. Método según la reivindicación 1, que comprende además la mezcla de un aditivo absorbente de luz en el agua para la hidratación.
1. Método según la reivindicación 1, que comprende además la unión del material de lente de contacto rígida a la capa de lente de contacto blanda por medio de una capa intermedia.
11. Método según la reivindicación 1, en el que la capa intermedia se forma mediante la pulverización de material de capa intermedia sobre la capa de lente de contacto blanda y la curación del material de capa intermedia.
12. Método según la reivindicación 1 u 11, en el que la capa intermedia es una o más de:
un material de polímero; elástica;
comprende CAB o caucho de silicona.
13. Método según la reivindicación 1, que comprende además la adición de al menos un absorbente al contenido de agua del material de la capa de lente de contacto blanda, en el que el absorbente está dispuesto para generar calor al absorber una fuente luminosa, para unirse con el material de lente rígida.
14. Método según cualquiera de las reivindicaciones anteriores, en el que la capa de lente de contacto blanda comprende hidrogel de silicona o hidrogel de fluorosilicona, o una combinación de estos, o HEMA, MMA, VP, GlyMA o MA, o mezclas o copolímeros de estos, y/o en el que la capa de material de lente de contacto rígida comprende copolímeros de fluorometacrilato de siloxano, aquifoco, hexafocon, paflufocon-D u oprifocon-A, o
combinaciones de estos.
Patentes similares o relacionadas:
Lente multifocal, del 17 de Junio de 2020, de CARL ZEISS MEDITEC AG: Lente ocular multifocal difractiva, con un número n > 2 de potencias principales, que incluye una primera parte de lente que tiene al menos dos […]
HIDROGELES QUE COMPRENDEN UNA BASE NITROGENADA, del 22 de Abril de 2020, de UNIVERSIDADE DE SANTIAGO DE COMPOSTELA: La presente invención se refiere a hidrogeles acrílicos que comprenden una base nitrogenada seleccionada de entre citosina, adenina, guanina, […]
Lente trifocal difractiva, del 8 de Abril de 2020, de THE ARIZONA BOARD OF REGENTS, ON BEHALF OF THE UNIVERSITY OF ARIZONA: Una lente multifocal difractiva que comprende un elemento óptico que tiene una primera superficie óptica difractiva que tiene un perfil […]
Lente difractiva multifocal oftálmica, del 1 de Abril de 2020, de VSY Biyoteknoloji Ve Ilac Sanayi Anonim Sirketi: Lente multifocal oftálmica , que comprende, como mínimo, puntos focales para la visión de cerca, intermedia y de lejos, que tiene un cuerpo de lente […]
Lente oftálmica multifocal para usarse dentro o sobre el ojo, del 11 de Diciembre de 2019, de OPHTEC B.V.: Una lente multifocal oftálmica para usar en un ojo humano, la lente tiene una porción óptica con superficies anterior y posterior y un límite periférico circunferencial, […]
Lente de contacto estabilizada en rotación con comodidad mejorada y método de optimización, del 6 de Noviembre de 2019, de JOHNSON & JOHNSON VISION CARE, INC.: Un método para optimizar la estabilización de una lente de contacto, que comprende: definir un conjunto matricial de geometrías periféricas de […]
Lentes de hidrogel silicónico con superficies ricas en agua, del 23 de Octubre de 2019, de ALCON, INC: Una lente de contacto de hidrogel silicónico hidratada, que comprende: una capa interna de un material de hidrogel silicónico como material […]
 Moléculas difuncionales que contienen PEG para su uso en la inhibición de cataratas y presbicia, del 28 de Agosto de 2019, de THE UNIVERSITY OF MASSACHUSETTS: Una composición oftálmica que comprende una molécula difuncional, en la que la molécula difuncional es**Fórmula**
Moléculas difuncionales que contienen PEG para su uso en la inhibición de cataratas y presbicia, del 28 de Agosto de 2019, de THE UNIVERSITY OF MASSACHUSETTS: Una composición oftálmica que comprende una molécula difuncional, en la que la molécula difuncional es**Fórmula**