Método y estructura para la generación de bobinas de stellarators.
Método y estructura para la generación de bobinas de stellarators de aplicación en dispositivos experimentales para plasmas de fusión y reactores,
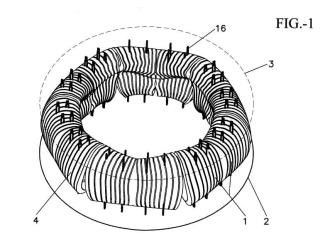
compuesto por una serie de semisectores toroidales posicionados formando un marco toroidal, constituido cada semisector por una estructura de barras ligeras aproximadamente semicilíndrica de pared gruesa y contorsionada dotada de multitud de surcos contiguos que alojarán las bobinas, revestida por un recubrimiento laminar delgado, que se rellena de un material solidificable en su interior tras posicionar exactamente los semisectores toroidales en dos bases horizontales planas, surcos definidos y sustentados por barras que forman cerchas, así configurado para producir marcos de bobinas de stellarators de forma sencilla precisa y económica.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201300330.
Solicitante: QUERAL MAS,VICENTE MANUEL.
Nacionalidad solicitante: España.
Inventor/es: QUERAL MAS,VICENTE MANUEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- G21B1/05 FISICA. › G21 FISICA NUCLEAR; TECNICA NUCLEAR. › G21B REACTORES DE FUSION (fusión no controlada, sus aplicaciones G21J). › G21B 1/00 Reactores de fusión termonuclear. › con confinamiento de plasma magnético o eléctrico.
Fragmento de la descripción:
SECTOR DE LA TÉCNICA
La invención se enmarca en el sector de los bienes de equipo científicos para investigación y desarrollo en plasmas de fusión termonuclear, existiendo ia posibilidad de aplicación para equipos industriales de producción de energía por fusión en el caso de que tales 15 investigaciones dieran lugar a energía neta y competitiva.
La invención se refiere a un procedimiento y estructura tridimensional para construir de forma simple y económica las geométricamente complejas bobinas magnéticas que requieren tales dispositivos, en particular los dispositivos de fusión del tipo llamado 20 stellarator.
ESTADO DE LA TÉCNICA
Los stellarators son dispositivos de confinamiento magnético de
plasmas de fusión de tipo toroidal que fueron utilizados por primera vez en 1951. Los stellarators se diferencian de los tokamaks, otro dispositivo toroidal de fusión, entre otros aspectos, en que el campo magnético confinante se produce únicamente por medio de bobinas, bobinas que son 30 geométricamente más complejas en los stellarators que en los tokamaks.
La fusión termonuclear magnética, en particular la basada en stellarators, aún no ha generado significativo interés en la industria debido fundamentalmente a la complejidad de los dispositivos involucrados y el alto coste que ello implica, haciendo todavía inviable 35 cualquier inversión productiva.
Las bobinas magnéticas en el caso de los stellarators requieren una precisión en su fabricación de casi el 0.1% y su complejidad geométrica para los dispositivos más avanzados y modernos es considerable. Se llega
a la contradicción de que los costes deben ser moderados para la viabilidad económica de la producción energética mientras que la precisión y complejidad exigida a las bobinas es extraordinaria.
En el interior de las bobinas o de su marco soportante debe situarse una cámara de vacío también toroidal contorsionada y tal hecho conlleva dificultades adicionales debido a que la cámara de vacío, o bien debe fabricarse a piezas y las bobinas son introducidas sobre la cámara y posicionadas y finalmente las piezas de la cámara de vacío soldadas, o bien los marcos soportantes de las bobinas deben partirse en dos mitades para ser situados rodeando la cámara de vacío, luego los marcos son ensamblados y las bobinas se bobinan sobre el marco.
La presente invención proporciona un método constructivo y una estructura geométrica para la construcción de tales bobinas de forma muy precisa y a un coste moderado.
DESCRIPCIÓN DETALLADA DE LA INVENCIÓN
El método y estructura para la generación de bobinas de stellarators consiste en un método para generar una estructura consistente en un marco toroidal geométricamente muy exacto formado por una serie de semlsectores toroidales contorsionados ligeros formados por barras rectas y un recubrimiento de muy poco espesor, semisectores que se rellenan de material fraguable o curable resistente y se unen por pares para formar sectores toroidales, sectores que se ensamblan contiguos para formar el marco toroidal, de manera que los sectores albergan surcos en los que se bobinan las espiras de las bobinas, semisectores dotados de varios puntales radiales que se fijan a dos bases horizontales paralelas dotadas de orificios de referencia localizados muy exactos que se encargan de posicionar exactamente cada semisector.
Más concretamente, cada semisector toroidal, con forma de superficie aproximadamente semlcllíndrica gruesa, curvada, contorsionada y definida a partir de complejos programas de cálculo en física de plasmas, está compuesto por tres partes diferenciadas: una serie
de surcos de bobina contiguos, interfaces entre bobinas y una capa estructural.
Cada surco de bobina está compuesto por cuatro aristas tridimensionales paralelas, compuesta cada una de ellas por una serie de barras de bobina delgadas rectilíneas y contiguas que conforman una línea tridimensional cerrada que circula sobre la superficie exterior de un sector toroidal. Las cuatro aristas generan un volumen con forma de cinta tridimensional de sección rectangular cuyo lado corto es igual al ancho de la bobina. Cada arista exterior se une a su correspondiente arista interior por una serie de barras pared paralelas entre sí y aproximadamente perpendiculares a las aristas tridimensionales de manera que definen la pared del surco. El fondo de la bobina, donde apoya la primera espira, está formado por una serie de barras base transversales fijadas por sus extremos a cada par de barras pared en un punto intermedio de profundidad dentro de la superficie gruesa curvada y contorsionada. El interior de cada volumen generado por las aristas tridimensionales y barras base se encuentra inicialmente vacío y posteriormente se dispondrá en tal volumen una bobina formada preferentemente por una o dos espiras por capa, de manera que las espiras se comprimen entre las barras pared debido a ser el ancho de la bobina igual a la separación corta entre aristas tridimensionales, de forma que las espiras, durante el proceso de bobinado y también posteriormente, quedan fijadas en posición exacta en el interior del surco sin necesidad de fijaciones ni adhesivos gracias a la presión recíproca entre las barras y el conductor que forma las espiras, facilitando así el bobinado de tales complejas bobinas y disminuyendo los costes de bobinado.
Los interfaces entre bobinas forman el espacio existente entre cada par de bobinas contiguas y está formado por barras interface que unen entre sí las barras de bobina externas contiguas, las barras de bobina internas contiguas y las barras de bobina externas con las barras internas, existiendo barras interface perpendiculares y barras interface inclinadas, formando triángulos que conforman cerchas tridimensionales contorsionadas.
La capa estructural, localizada en la parte interior de cada semisector toroidal ocupa el volumen definido entre las barras base transversales y la cara interior del semisector toroidal contorsionado
formando una superficie gruesa continua resistente que se encarga de mantener estables las interfaces entre bobinas que se encuentran separadas por cada surco de bobina, que es un espacio vacío no resistente antes de bobinar la bobina, capa estructural formada por aquellas barras que se encuentran en el interior de tal volumen. El grosor de la capa estructural depende de la resistencia mecánica necesaria para soportar las fuerzas magnéticas que surgen en las bobinas, espesor definido por la distancia entre las barras base y la cara interior del sem ¡sector toroidal.
El semisector toroidal posee varios puntales radiales verticales que nacen desde la parte superior e inferior de la cara exterior del semisector y varios puntales radiales horizontales e inclinados que nacen de la parte central de la cara exterior del semisector, puntales capaces de fijarse y posicionarse en las bases horizontales y en postes referenciadores verticales que actúan como referencia de posición precisa y de refuerzo frente a flexión y torsión de la ligera y débil estructura de barras que forma el semisector antes de ser impregnado de material de relleno.
El método de fabricación de cada semisector toroidal comienza con la fabricación de la estructura tridimensional de barras. Métodos de fabricación aditiva, también llamados impresión 3D, son adecuados a tal función debido a la baja masa de la estructura y su alta complejidad, resultando un coste aceptable a pesar del todavía alto coste de los materiales y los procesos utilizados para impresión 3D. Fabricación por medio de la unión soldada o atornillada de barras es también factible siendo en este caso bajo el coste de los materiales y alto el de los operarios o robots de fabricación.
Posteriormente los semisectores son rellenados con un material fraguable o curable resistente capaz de pasar de estado líquido a sólido tal como puede ser escayola de alta resistencia, hormigón, resina, plástico u otros materiales de similar comportamiento, reforzados o no con fibras. El rellenado del material solidificable puede realizarse bien i) antes de bobinar las bobinas o ii) después de bobinarlas.
i) Si se requiere que la cámara de vacío pueda ser extraída del marco en un futuro para su sustitución o reparación, el rellenado de material solidificable se realiza de forma individual para cada semisector toroidal antes del bobinado. Una banda flexible para cada surco de bobina formada por material muy flexible, lacio, espesor igual al ancho de las
bobinas y ancho ligeramente mayor que la profundidad del surco de bobina correspondiente, cortada con ia forma que tendría cada bobina desenrollada del interior de su surco tridimensional, se introduce en cada surco de...
Reivindicaciones:
Ia.- Estructura de bobinas de stellarator caracterizado por consistir en una serie de semisectores toroidales posicionados formando un marco toroidal, constituido cada semisector por una estructura de barras rectas ligeras dimensionalmente precisa con forma aproximadamente semicilíndrica de pared gruesa curvada y contorsionada en la que se define por su cara exterior una multitud de surcos contiguos donde se bobinarán las bobinas del stellarator, estructura de barras revestida por un recubrimiento laminar delgado que cierra herméticamente la estructura a excepción de los surcos y relleno de un material solidificable en su interior.
2a.- Estructura de bobinas de stellarator según reivindicación primera caracterizado porque el surco de las bobinas está constituido por, cuatro aristas paralelas cerradas contorsionadas, por una serie de barras pared de surco perpendiculares a dos aristas, que abarcan desde la arista interior a la exterior y distribuidas uniformemente sobre la longitud de las aristas, y por una serie de barras base unidas y perpendiculares a las barras pared de un mismo surco y situadas en un punto intermedio de las barras pared, barras base sobre las que apoya la primera espira de cada bobina, de manera que la distancia desde la arista exterior a la barra base es igual a la profundidad de la bobina y la longitud de la barra base es igual a la separación corta entre aristas e igual al espesor de la bobina.
3a.- Estructura de bobinas de stellarator según reivindicación primera caracterizado porque la anchura de surco definido por las barras pared es igual al ancho de uno o dos diámetros del conductor de la bobina, quedando así las espiras presionadas y fijadas sobre las barras pared en el interior del surco y las espiras no se desbobinan del surco contorsionado tras ser bobinadas.
4a.- Estructura de bobinas de stellarator según reivindicación primera caracterizado por disponer de un interface entre bobinas formado por barras rectas ligeras que unen entre sí las cuatro aristas lobuladas contorsionadas correspondientes a surcos contiguos, existiendo barras inclinadas y barras perpendiculares a las aristas, siendo soportado el recubrimiento laminar por aquellas barras que unen las aristas interiores entre sí y las exteriores.
5a.- Método de fabricación o generación de bobinas de stellarator caracterizado porque la estructura se fabrica por rellenado de un material solidificable en su interior tras posicionar los semisectores toroidales en dos bases horizontales planas del tamaño del marco toroidal situadas 5 arriba y abajo del marco y que evitan cualquier deformación de la ligera estructura de barras, y los surcos de la estructura se definen por medio de cuatro aristas paralelas cerradas lobuladas contorsionadas localizadas sobre las caras del semisector toroidal que forman un volumen hueco en forma de cinta tridimensional de sección rectangular, surcos separados y 10 soportados por cerchas contorsionadas situadas entre cada surco.
6a.- Método de fabricación o generación de bobinas de stellarator según reivindicación 5a caracterizado por utilizar una serie de bandas flexibles constituidas por material muy flexible, lacio, espesor igual al 15 ancho de las bobinas y ancho ligeramente mayor que la profundidad del surco de bobina correspondiente, cuya forma es la que tendría cada bobina si fuera desenrollada del interior de su surco tridimensional, que actúan como noyo de moldeado tras incrustarse en cada surco de bobina, de manera que son retiradas del surco tras el moldeado y reutilizadas en los 20 surcos de los otros semisectores del marco toroidal.
7a.- Método de fabricación o generación de bobinas de stellarator según reivindicación 5a caracterizado por bobinar las espiras en los surcos en primer lugar y realizar el vertido del material solidificable 25 posteriormente, de manera que resulta una estructura monolítica resistente en la que quedan embebidas las bobinas.
Patentes similares o relacionadas:
Método para la fabricación de pellas que contienen trazador para la fusión por confinamiento magnético, del 6 de Mayo de 2020, de HAMAMATSU PHOTONICS K.K.: Un método para la fabricación de una pella sólida encapsulada con trazador para la fusión por confinamiento magnético, comprendiendo el método: una etapa de formación de […]
Sistemas y procedimientos para fusión y compresión de toros compactos, del 20 de Noviembre de 2019, de TAE Technologies, Inc: Sistema para fusionar y comprimir plasma de toros compactos que comprende: una cámara de compresión configurada para comprimir […]
Sistemas para formar y mantener una FRC de alto rendimiento, del 23 de Octubre de 2019, de TAE Technologies, Inc: Sistema para generar y mantener un campo magnético con una configuración de campo invertido (FRC) que comprende una cámara de confinamiento […]
REACTOR DE FUSIÓN NUCLEAR POR AVALANCHA DE REACCIONES CONFINADAS MAGNÉTICAMENTE, del 11 de Octubre de 2019, de UNIVERSIDAD POLITECNICA DE MADRID: Reactor de fusión nuclear por avalancha de reacciones confinadas magnéticamente. Reactor constituido por un circuito cerrado por donde fluye un gas de alta densidad, […]
Métodos, dispositivos y sistemas para reacciones de fusión, del 3 de Abril de 2019, de Nonlinear Ion Dynamics, LLC: Un sistema para la reacción de fusión controlada de materiales que comprende: a. un primer alojamiento que comprende una superficie interior y una superficie […]
Métodos para formar y mantener una FRC de alto rendimiento, del 3 de Abril de 2019, de THE REGENTS OF THE UNIVERSITY OF CALIFORNIA: Un método para generar y mantener un campo magnético con una configuración de campo invertido (FRC) que comprende: generar un campo magnético con un sistema magnético […]
Sistema para formar y mantener una FRC de alto rendimiento, del 10 de Mayo de 2017, de THE REGENTS OF THE UNIVERSITY OF CALIFORNIA: Un sistema para generar y mantener un campo magnético con una configuración de campo invertido (FRC) que comprende: una cámara de confinamiento , unas secciones […]
Método de obtención de una estructura de bobinas magnéticas para dispositivo de ensayo de configuraciones de plasma, del 12 de Julio de 2016, de CENTRO DE INVESTIGACIONES ENERGETICAS, MEDIOAMBIENTALES Y TECNOLOGICAS (CIEMAT): Método de obtención de una estructura de bobinas magnéticas para dispositivo de ensayo de configuraciones de plasma, que comprende: - obtener, a partir de una superficie de […]