Método para envasar al vacío con película un producto dispuesto en una bandeja.
Un procedimiento de envasado al vacío con película que comprende los pasos de:
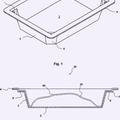
proporcionar una bandeja (10) cargada con un producto (30), comprendiendo dicha bandeja (10) una pared de fondo, una pared lateral (3) circunferencial que se extiende hacia arriba desde dicha pared (2) de fondo y que termina en un borde (4) que se proyecta hacia fuera, comprendiendo dicha pared lateral (3) al menos un orificio (8); colocar la bandeja (10) cargada con producto en una cámara de vacío;
situar una lámina (40) encima de la bandeja (10) cargada con producto;
evacuar aire de encima de la lámina (40) para ponerla en contacto con una platina de calentamiento para calentar la lámina (40);
evacuar aire de dentro de la bandeja (10) a través del al menos un orificio (8) y opcionalmente de debajo de la lámina (40);
introducir aire desde encima de la lámina (40) empujando la lámina (40) a entrar en contacto con el producto (30) y soldándola a la superficie interna de la bandeja (10) cerrando el al menos un orificio (8) de la pared lateral (3), caracterizado porque la lámina (40) es mantenida en contacto con la platina calefactora mientras se empieza a evacuar aire de dentro de la bandeja (10).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/055241.
Solicitante: CRYOVAC, INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 100 Rogers Bridge Road Duncan, South Carolina 29334 ESTADOS UNIDOS DE AMERICA.
Inventor/es: PALUMBO,RICCARDO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65D75/30 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 75/00 Paquetes que tienen objetos o materiales parcial o totalmente encerrados en cintas, hojas, bandas, tubos o bandas de material flexible fino, p. ej. en envolturas plegables (B65D 71/00 tiene prioridad). › Objetos o materiales envueltos entre dos hojas o tiras opuestas con los bordes unidos, p. ej. por adhesivos de presión, plegado, termosoldado o soldado.
- B65D81/20 B65D […] › B65D 81/00 Recipientes, elementos de embalaje o paquetes para contenidos que presentan problemas especiales de almacenado o de transporte, o adaptados para servir a otros fines distintos del embalaje después de haber sido vaciado su contenido. › a presión inferior o superior a atmosférica, o en una atmósfera especial, p. ej. de gas inerte.
PDF original: ES-2530800_T3.pdf
Fragmento de la descripción:
Método para envasar al vacío con película un producto dispuesto en una bandeja Campo técnico La presente invención se refiere a un método para envasar al vacío con película un producto dispuesto en una bandeja, a la bandeja adaptada para llevar a cabo el método de envasado al vacío con película y al envase al vacío con película así obtenido.
Técnica anterior El envasado al vacío es un procedimiento bien conocido para envasar una amplia variedad de productos alimenticios que implica colocar un artículo dentro de un envase de lámina termoplástica, extraer aire del interior del envase y sellar la lámina termoplástica de manera que el material de envasado queda en estrecho contacto con las superficies del artículo cuando se cierra el envase. Entre los procedimientos de envasado al vacío, el envasado al vacío con película se emplea comúnmente para el envasado de productos tales como carne y el pescado frescos y congelados, queso, carne elaborada, comidas preparadas y similares. El envasado al vacío con película se describe en muchas referencias, entre ellas los documentos FR 1.258.357, FR 1.286.018, AU 3.491.504, US RE 30.009, US 3.574.642, US 3.681.092, US 3.713.849, US 4.055.672 y US 5.346.735.
En un sentido, el envasado al vacío con película es un tipo de procedimiento de termoconformado en el cual un artículo que debe ser envasado sirve como molde para una banda de conformado. Se puede colocar un artículo sobre un soporte rígido o semirrígido generalmente en forma de bandeja, en forma de cuenco o en forma de copa, que tiene una abertura y un borde formado en la periferia de dicha abertura. Dicha configuración a modo de bandeja se obtiene generalmente mediante un paso de termoconformado, ya sea en línea o separado. Se hace pasar después el artículo soportado a una cámara de vacío donde se sitúa encima del artículo colocado en el soporte una longitud de una lámina, típicamente precalentada en una estación de precalentamiento separada. A continuación, se lleva hacia arriba la lámina contra una cúpula calentada, de manera que se calienta por entero mientras es mantenida por succión en contacto con el techo y las paredes calentadas de la cúpula. Después se aplica vacío a la cámara bajo la lámina y todo en rededor del artículo soportado. Tan pronto como la presión en la cámara ha alcanzado un nivel adecuado por debajo de la presión atmosférica, se libera la succión aplicada a la cúpula y la lámina reblandecida es hecha descender para quedar tendida sobre el contorno del artículo y en contacto con el soporte. El movimiento de la lámina se controla mediante vacío y/o presión de aire y, en una disposición de envasado al vacío con película, se hace vacío en el interior del recipiente antes de la soldadura final de la lámina al soporte. La lámina calentada forma así una película ceñida todo en rededor del producto, y está soldada al soporte por la presión diferencial de aire, formando así un cierre hermético allí donde las dos superficies entran en contacto mutuo.
En los procedimientos conocidos de envasado al vacío con película, la lámina es aportada a la cámara de vacío en forma de una banda continua de lámina estirada de un rollo. Se corta la lámina al tamaño del soporte, o bien dentro de la cámara de vacío durante el procedimiento de envasado al vacío, o bien al final del mismo una vez que el envase sale de la cámara de vacío. En cualquiera de los casos se alimenta a la cámara de vacío un exceso de la lámina con respecto al tamaño del soporte. El exceso de lámina es necesario para permitir que la lámina sea estirada del rollo y mantenida en su lugar encima del artículo soportado de manera que se pueda extraer aire de dentro del soporte. En general, en cada ciclo se alimenta a la cámara de vacío más de un soporte cargado con producto, típicamente 2, 3, 4 o incluso 6 soportes a la vez, por lo que también está presente un exceso de lámina entre soportes adyacentes. La lámina es mantenida encima de los soportes cargados con producto por medio de cadenas de agarre, pinzas, bastidores o medios de sostén equivalentes. Al final del procedimiento de envasado se corta del envase y se desecha el exceso de lámina, que puede representar hasta 30% o 40% de la cantidad total de lámina en el rollo.
La necesidad de mantener la lámina en su lugar encima del producto soportado se debe al hecho de que la extracción de aire del interior del soporte sólo es posible en tanto que la lámina sea mantenida encima del soporte y del producto, y en contacto con la cúpula por succión. Tan pronto como la lámina entra en contacto con la superficie del soporte a lo largo de una línea cerrada, ya no puede extraerse aire de dentro del soporte. Por lo tanto, y en particular cuando se utiliza como soporte para el producto una bandeja profunda, pueden quedar atrapadas bolsas de aire entre la lámina y la superficie de fondo del soporte. Las bolsas de aire pueden afectar negativamente a la vida útil del producto, así como a la impresión que el consumidor tenga del envase.
Se han descrito procedimientos de envasado con película en los cuales el soporte está provisto de perforaciones o respiraderos para evacuar el aire del interior del soporte. El documento US 3, 481, 101 describe un método para preparar envases con película utilizando un soporte de un material impermeable provisto de aberturas. De acuerdo con este método, una vez que se ha colocado el producto a envasar sobre el soporte mantenido encima de una platina de evacuación, se tiende sobre el producto y el soporte una hoja de lámina termoplástica calentada, y se aplica vacío a la parte inferior del soporte para sellar herméticamente la lámina al soporte. El envase obtenido con este método no se encuentra bajo completo vacío. En particular, cuando el soporte tiene la forma de una bandeja,
con una pared de fondo y unas paredes laterales que se extienden hacia arriba, la lámina es estirada sólo parcialmente adentro de la bandeja, y no forma una película sobre el producto. El documento EP-A-320.294 describe de manera similar un método de envasado con película en el cual se coloca sobre una platina de vacío una bandeja cargada con producto provista de un respiradero en su pared lateral; mediante un bastidor se mantiene sobre la bandeja un exceso de lámina termoplástica y se calienta hasta que comienza a combarse sobre el producto; entonces se aplica vacío desde debajo de la bandeja para tirar de la lámina con el fin de conformarla a la superficie del producto y sobre y alrededor del borde de la bandeja; después se recorta el exceso de lámina.
Por tanto, existe aún la necesidad de un procedimiento de envasado al vacío con película que no genere ningún material de desecho residual. También existe la necesidad de un procedimiento de envasado al vacío con película que permita la extracción de aire de dentro del soporte incluso después de la lámina haya entrado en contacto con el soporte, para reducir el riesgo de dejar bolsas de aire residuales en el envase.
En consecuencia, un primer objetivo de la presente invención es proporcionar un procedimiento de envasado al vacío con película en el cual la extracción de aire de dentro del soporte puede continuar incluso después de que la lámina haya entrado en contacto con la superficie del soporte. Un segundo objetivo de la presente invención es proporcionar un procedimiento de envasado al vacío con película que no requiera el uso de un exceso de la lámina para producir un envase.
Descripción de la invención Un primer objeto de la presente invención es un procedimiento de envasado al vacío con película que comprende los pasos de: -proporcionar una bandeja cargada con un producto, comprendiendo dicha bandeja una pared de fondo, una pared lateral circunferencial que se extiende hacia arriba desde dicha pared de fondo y que termina en un borde que se proyecta hacia fuera, comprendiendo dicha pared lateral al menos un orificio; -colocar la bandeja cargada con producto en una cámara de vacío; -situar una lámina encima de la bandeja cargada con producto; -evacuar aire de encima de la lámina para ponerla en contacto con una platina de calentamiento a fin de calentar la lámina; -evacuar aire de dentro de la bandeja a través del al menos un orificio y opcionalmente de debajo de la lámina; -introducir aire desde encima de la lámina empujando la lámina a entrar en contacto con el producto y soldándola a la superficie interna de la bandeja cerrando el al menos un orificio de la pared lateral, caracterizado porque la lámina es mantenida mediante vacío en contacto con la platina calefactora mientras se empieza a evacuar aire de dentro de la bandeja.
En el procedimiento de la presente invención, se coloca el producto a envasar... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento de envasado al vacío con película que comprende los pasos de: proporcionar una bandeja (10) cargada con un producto (30) , comprendiendo dicha bandeja (10) una pared de fondo, una pared lateral (3) circunferencial que se extiende hacia arriba desde dicha pared (2) de fondo y que termina en un borde (4) que se proyecta hacia fuera, comprendiendo dicha pared lateral (3) al menos un orificio (8) ; colocar la bandeja (10) cargada con producto en una cámara de vacío; situar una lámina (40) encima de la bandeja (10) cargada con producto; evacuar aire de encima de la lámina (40) para ponerla en contacto con una platina de calentamiento para calentar la lámina (40) ; evacuar aire de dentro de la bandeja (10) a través del al menos un orificio (8) y opcionalmente de debajo de la lámina (40) ; introducir aire desde encima de la lámina (40) empujando la lámina (40) a entrar en contacto con el producto (30) y soldándola a la superficie interna de la bandeja (10) cerrando el al menos un orificio (8) de la pared lateral (3) , caracterizado porque la lámina (40) es mantenida en contacto con la platina calefactora mientras se empieza a evacuar aire de dentro de la bandeja (10) .
2. El procedimiento según la reivindicación 1 en donde se forma un contacto hermético entre la lámina (40) y el borde (4) de la bandeja (10) antes de que se evacúe aire de dentro de la bandeja (10) a través del al menos un orificio (8) .
3. El procedimiento según la reivindicación 1 en donde mediante vacío se mantiene la lámina (40) en contacto con la platina de calentamiento también mientras está colocada encima de la bandeja (10) cargada con producto y mientras se forma un contacto estanco al aire entre la lámina (40) y el borde (4) de la bandeja (10) .
4. El procedimiento según la reivindicación 1 en donde se sitúa la lámina (40) encima de la bandeja (10) cargada con producto y se asegura al borde (4) de la bandeja (10) en al menos un punto antes de que se coloque dicha bandeja
(10) cargada con producto en dicha cámara de vacío.
5. El procedimiento según la reivindicación 4 en donde se termosella la lámina (40) a todo el borde (4) de la bandeja (10) .
6. El procedimiento según una cualquiera de las reivindicaciones 1 a 5 en donde la lámina (40) es una pieza discreta de lámina (40) que tiene el tamaño de la bandeja (10) .
7. El procedimiento según una cualquiera de las reivindicaciones precedentes en donde el borde (4) de la bandeja es un borde horizontal que se proyecta hacia afuera y en donde dicha pared lateral (3) cuando n es el número de orificios y A es el área del orificio entonces nA > 6 mm2.
8. El procedimiento según la reivindicación 7 en donde cuando n = 4 entonces A > 7/4 mm2.
9. El procedimiento según la reivindicación 7 u 8 en donde la bandeja (10) tiene una forma poligonal y en donde el o los orificios están situados en la o las esquinas de la pared lateral (3) .
10. El procedimiento según la reivindicación 9 en donde el o los orificios se encuentran en una o más repisas horizontales (7) presentes en la mitad superior de la zona de la pared lateral.
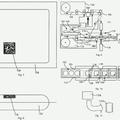
11. El procedimiento según la reivindicación 1 en donde la cámara de vacío comprende una cavidad inferior de retención de bandeja y dicha platina de calentamiento, con una junta dispuesta en la orilla de una o ambas de la platina de calentamiento y la cavidad de retención a fin de crear un cierre estanco al aire de la cámara, adicionalmente en donde tanto la platina de calentamiento como la cavidad inferior de retención están dotadas de ranuras para aspirar vacío y ventilar cuando se cierran la platina de calentamiento y la cavidad inferior de retención.
12. El procedimiento según la reivindicación 11 en donde la platina de calentamiento es plana o tiene la forma de una cúpula.
13. El procedimiento según la reivindicación 11 o 12 en donde colocar la bandeja (10) cargada con producto en una cámara de vacío comprende colocar el producto (30) en la cavidad inferior de retención de bandeja y en donde, una vez que se ha colocado la bandeja (10) cargada con producto en la cavidad inferior de retención de bandeja de la cámara de vacío, se coloca una longitud de la lámina (40) sobre el producto (30) y la bandeja (10) .
14. El procedimiento según la reivindicación 1 u 11 o 12 o 13 en donde la lámina (40) está en forma de una banda continua, desenrollada de un rollo y en donde fuera de la cámara de vacío tiene lugar una operación de corte para cortar la lámina al tamaño de la bandeja (10) antes del envasado al vacío con película.
15. El procedimiento según la reivindicación 14 en donde la lámina (40) no está soldada a la superficie externa de la bandeja (10) sino sólo a la superficie superior del borde (4) y a la parte de la superficie interna de la bandeja (10) que no está cubierta por el producto (30) .
Patentes similares o relacionadas:
Caja plana de cantos encajables en "L" con alas hacia el exterior, del 24 de Abril de 2020, de MILLA SANTAMARIA, ALFREDO PABLO: 1. Caja plana de cantos encajables en "L" con alas hacia el exterior, destinada al embalaje, protección y transporte de elementos básicamente planas, caracterizada por estar constituida […]
Caja plan de canto en "U" con alas hacia el exterior, del 21 de Abril de 2020, de MILLA SANTAMARIA, ALFREDO PABLO: 1. Caja plana de canto en "U" con alas hacia el exterior, destinada al embalaje y protección de elementos básicamente planos, caracterizada por estar […]
Dispositivo para envasar un producto y proceso para fabricar dicho dispositivo, del 20 de Junio de 2019, de L'OREAL: Dispositivo para envasar un producto, que comprende: - un recipiente que tiene unidas las paredes delantera y trasera , - un artículo que […]
Aparato y procedimiento para el embalado en piel al vacío de un producto, del 3 de Junio de 2019, de CRYOVAC, INC.: Un aparato para embalar un producto dispuesto sobre un soporte , teniendo dicho soporte una pared de base y una pared lateral, comprendiendo dicho […]
Envase para lentes de contacto blandas desechables, del 10 de Abril de 2019, de Menicon Singapore Pte Ltd: Un envase para lentes de contacto desechable que comprende: una primera capa flexible ; una segunda capa flexible ; una lente de contacto sellada […]
 Envasado al vacío con película, del 11 de Febrero de 2019, de CRYOVAC, INC.: Un procedimiento de envasado al vacío con película con un producto dispuesto en una bandeja o soporte, un procedimiento para colocar una longitud de lámina sobre la bandeja cargada […]
Envasado al vacío con película, del 11 de Febrero de 2019, de CRYOVAC, INC.: Un procedimiento de envasado al vacío con película con un producto dispuesto en una bandeja o soporte, un procedimiento para colocar una longitud de lámina sobre la bandeja cargada […]
Envases para lentes de contacto blandas desechables, del 15 de Noviembre de 2018, de Menicon Singapore Pte Ltd: Un envase de uso único con una lente de contacto en su interior, en el que el envase tiene una profundidad interior que es inferior […]
 Método para embalar, máquina de embalaje y programa de ordenador, del 31 de Octubre de 2018, de GAMBRO LUNDIA AB: Un método para embalar un recipiente que comprende
alimentar una primera película;
imprimir información sobre la primera película;
[…]
Método para embalar, máquina de embalaje y programa de ordenador, del 31 de Octubre de 2018, de GAMBRO LUNDIA AB: Un método para embalar un recipiente que comprende
alimentar una primera película;
imprimir información sobre la primera película;
[…]